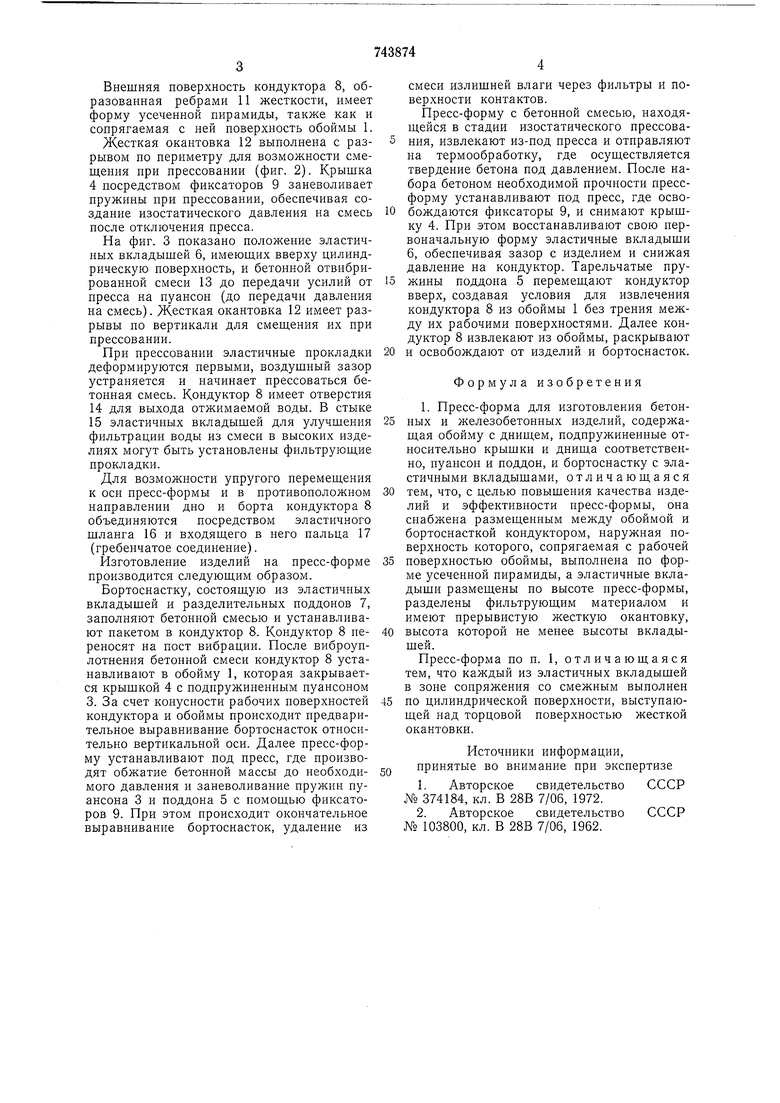
Внешняя новерхность кондуктора 8, образованная ребрами 11 жесткости, имеет форму усеченной пирамиды, также как и сопрягаемая с ней поверхность обоймы 1.
Жесткая окаитовка 12 выполнена с разрывом по периметру для возможности смещения при прессовании (фиг. 2). Крышка 4 посредством фиксаторов 9 заневоливает пружины при прессовании, обеспечивая создание изостатического давления иа смесь после отключения пресса.
На фиг. 3 показано положение эластичиых вкладышей 6, имеюш,их вверху цилиндрическую поверхность, и бетонной отвибрнрованной смеси 13 до передачи усилий от пресса иа пуансон (до передачи давления на смесь). Жесткая окантовка 12 имеет разрывы ио вертикали для смешения их при прессовании.
При прессовании эластичные прокладки деформируются первыми, воздушиый зазор устраняется и начинает прессоваться бетонная смесь. Кондуктор 8 имеет отверстия
14для выхода отжимаемой воды. В стыке
15эластичных вкладышей для улучшеиия фильтрации воды из смеси в высоких изделиях могут быть установлены фильтруюшие прокладки.
Для возможности упругого перемешения к оси пресс-формы и в противоположном направлении дно и борта кондуктора 8 объединяются посредством эластичного шланга 16 и входяшего в него пальца 17 (гребенчатое соединение).
Изготовление изделий на пресс-форме производится следуюшим образом.
Бортоснастку, состоящую из эластичных вкладышей и разделительных поддонов 7, заполняют бетонной смесью и устанавливают пакетом в кондуктор 8. Кондуктор 8 иереносят на пост вибрации. После виброуилотнения бетонной смеси кондуктор 8 устанавливают в обойму 1, которая закрывается крышкой 4 с подпружиненным пуансоном 3. За счет конусности рабочих поверхностей кондуктора и обоймы происходит иредварительное выравнивание бортоснасток относительно вертикальной оси. Далее нресс-форму устанавливают под пресс, где производят обжатие бетонной массы до иеобходимого давлеиия и заневоливаиие пружин пуансона 3 и поддона 5 с помощью фиксаторов 9. Прн этом происходит окоичательное выравнивание бортосиасток, удалеиие из
смеси излишней влаги через фильтры и поверхности контактов.
Пресс-форму с бетонной смесью, находящейся в стадии нзостатического прессования, извлекают из-под пресса и отправляют на термообработку, где осуществляется твердение бетона под давлением. После набора бетоном необходимой прочности прессформу устаиавливают под пресс, где освобождаются фиксаторы 9, и снимают крышку 4. При этом восстанавливают свою иервоначальную форму эластичные вкладыши 6, обеспечивая зазор с изделием и снижая давление на кондуктор. Тарельчатые пружины поддона 5 перемешают кондуктор вверх, создавая условия для извлечения кондуктора 8 из обоймы 1 без трения между их рабочими поверхностями. Далее кондуктор 8 извлекают из обоймы, раскрывают и освобождают от изделий и бортоснасток.
Формула изобретения
1. Пресс-форма для изготовления бетонных и железобетонных изделий, содержащая обойму с днищем, подпружиненные относительно крышки и днища соответственно, пуансон и поддон, и бортоснастку с эластичными вкладышами, отличающаяся тем, что, с целью повышеиия качества изделий и эффективиости иресс-формы, она снабжена размещеииым между обоймой и бортоснасткой кондуктором, наружная поверхность которого, сопрягаемая с рабочей поверхностью обоймы, выполнена по форме усеченной пирамиды, а эластичные вкладыши размещены но высоте иресс-формы, разделены фильтрующим материалом и имеют прерывистую жесткую окантовку, высота которой не менее высоты вкладышей.
Пресс-форма по п. 1, отличающаяся тем, что каждый из эластичных вкладышей в зоие сопряжения со смежным выполнен по цилиндрической поверхности, выступающей над торцовой поверхностью жесткой окантовки.
Источники информации, принятые во внимание при эксиертизе
1.Авторское свидетельство СССР № 374184, кл. В 28В 7/06, 1972.
2.Авторское свидетельство СССР № 103800, кл. В 28В 7/06, 1962.
7/-и
сриг.г