Изобретение относится к импульсной штамповке в области обработки материалов давлением, а именно импульсными нагрузками, передаваемыми от различных взрывных источников: электрического разряда, теплового взрыва токопроводящих элементов, заряда взрывных веществ, газовой детонации, быстрого выхлопа сжатых газов и т.п., а именно к устройствам для ударной штамповки металлических изделий различными способами объемной и листовой штамповки, в частности к взрывным камерам, предназначенным для локализации взрывов при переработке взрывчатых веществ с целью промышленного производства детонационных наноалмазов, а также для получения сверхтвердых синтетических веществ, например ультрадисперсных алмазов, и может быть использовано при взрывной обработки металлов, а именно штамповки и волочении, для получения деталей из листовых заготовок.
Основными преимуществами штамповки взрывом являются практически неограниченные энергетические ресурсы при полном отсутствии дорогостоящего и сложного прессового оборудования (это позволяет снять ограничения на размеры штампуемых изделий и штамповать детали из высокопрочных и труднодеформируемых металлов и сплавов), а также возможность быстрой организации технологического процесса за счет простой штамповой оснастки (для формообразования необходима только матрица, а функцию пуансона выполняет передающая среда).
Известно устройство для взрывной штамповки по патенту СССР №305623, кл. B21D 26/08, 1971 г., содержащую силовую камеру, образованную матрицей и корпусом, донная часть которого параллельна основанию матрицы, и патронодержатель, расположенный в корпусе. Матрица и донная часть корпуса жестко связаны между собой, а стенки корпуса составлены из отдельных элементов, соединенных между собой с помощью упругих элементов с возможностью радиального перемещения под действием энергии взрыва. Стенки камеры выполнены в виде секторов, охватывающих матрицу и донную часть камеры. Устройство снабжено обоймой, в которой заключены расположенные на одной горизонтальной оси матрица и донная часть корпуса, а стенки корпуса выполнены в виде двух плит, расположенных по торцам обоймы. Матрица и патронодержатель размещены в обойме с возможностью вертикального перемещения.
Устройство, предназначенное для гидровзрывной штамповки, может использоваться лишь несколько раз, что определяет его низкую долговечность.
Известно устройство для беспрессовой штамповки по авторскому свидетельству СССР №178348, кл. B21D, 1966 г., принятое заявителем за прототип. Оно включает бетонную матрицу, заключенную в металлический корпус с каналами для эвакуации воздуха из ее рабочей полости, протяжное и прижимное кольца. Между верхним основанием матрицы и протяжным кольцом установлен лист резины, снабженный отверстиями до 1 мм, расположенными соответственно каналам в матрице, который при вакуумировании рабочей полости матрицы плотно прилегает к ее стенкам.
Однако основным недостатком устройства является невысокая долговечность из-за отсутствия возможности регулировки напряженного состояния.
Технической задачей предлагаемого решения является создание долговечной взрывной камеры многоразового использования.
Поставленная задача решается тем, что в предлагаемом решении матрица взрывной камеры выполнена в виде силового элемента из железобетона, твердеющего под давлением, рабочая поверхность силового элемента выполнена в виде самостоятельной вставки, а компенсационная прокладка установлена между вставной рабочей поверхностью силового элемента и внутренней поверхностью силового элемента, между рабочей поверхностью силового элемента и заготовкой в вакуумной полости установлены уплотнительные, герметизирующие прокладки, а между силовым элементом и корпусом взрывной камеры выполнена гидравлическая камера для улучшения свойств твердеющей под давлением бетонной смеси силового элемента, для создания внешнего давления в силовом элементе и возможности регулирования напряжений в силовом элементе, и в металлическом корпусе взрывной камеры, и на рабочей поверхности силового элемента при эксплуатации взрывной камеры.
Кроме того, гидравлическая камера выполнена или из эластичного материала или из листового металла для создания сверхвысоких давлений в камере.
Технический результат от использования предлагаемого решения заключается в том, что за счет улучшения свойств твердеющей под давлением бетонной смеси силового элемента для создания внешнего давления в силовом элементе и возможности регулирования напряжений в силовом элементе, и в металлическом корпусе взрывной камеры, и на рабочей поверхности силового элемента при эксплуатации взрывной камеры повышаются прочностные характеристики бетона, а следовательно, и надежность работы взрывной камеры, за счет чего увеличивается срок ее службы и улучшаются эксплуатационные качества.
На фиг. 1 взрывная камера, вид сбоку;
на фиг. 2 - взрывная камера, вид А на фиг. 1;
на фиг. 3 - взрывная камера, сечение Б-Б на фиг. 1;
на фиг. 4 - взрывная камера, сечение В-В на фиг. 2, крышка не показана;
на фиг. 5 - взрывная камера в бассейне;
на фиг. 6 - вариант взрывной камеры для получения наноматериалов.
Для любого вида штамповки взрывом характерно наличие следующих составных элементов: энергоносителя - заряда взрывчатых веществ; передающей среды, расположенной между зарядом взрывчатых веществ и заготовкой; деформируемой заготовки; матрицы или вытяжного кольца. Наибольшее распространение получила штамповка взрывом с использованием воды в качестве среды, передающей энергию взрыва от заряда взрывчатых веществ к заготовке. В зависимости от размеров изготовляемой детали используют различные технологические схемы штамповки взрывом. Штамповку крупногабаритных деталей типа днищ производят в стационарных бассейнах, в которых возможно многократное взрывание зарядов взрывчатых веществ.
В заявляемом изобретении взрывная камера содержит металлический наружный корпус 1 в форме цилиндра с дном 2 и крышкой 3, стянутые между собой резьбовым соединением 4. Внутри корпуса 1 размещен силовой элемент 5 выполненный из железобетона, твердеющего под давлением. Силовой элемент 5 выполнен с рабочей полостью 6 и с рабочей поверхностью 7 и компенсационной прокладкой 8. Рабочая поверхность 7 силового элемента 5 выполнена в виде отдельной самостоятельной вставки, а компенсационная прокладка 8 установлена между рабочей поверхностью 7 силового элемента 5 и внутренней поверхностью силового элемента 5.
Рабочая поверхность 7 силового элемента 5 и заготовка 9, помещенная в рабочую полость 6 силового элемента 5, образуют вакуумную полость 10. Между рабочей поверхностью 7 и заготовкой 9 установлены уплотнительные, герметизирующие прокладки 11.
Между силовым элементом 5 и корпусом 1 взрывной камеры выполнена гидравлическая камера 12, которая наполнена жидкостью, для улучшения свойств твердеющей под давлением бетонной смеси силового элемента 5, для создания внешнего давления в силовом элементе 5 и возможности регулирования напряжений в силовом элементе 5, и в металлическом корпусе 1 взрывной камеры, и на рабочей поверхности 7 силового элемента при эксплуатации взрывной камеры. При этом гидравлическая камера 12 может быть выполнена из эластичного материала, или из листового металла для создания сверхвысоких давлений в камере при изготовлении сложных по форме изделий из трудноштампуемого металла, или для получения сверхтвердых синтетических веществ.
Для создания вакуума в вакуумной полости 10 через корпус 1, гидравлическую камеру 12, силовой элемент 5, компенсационную прокладку 8 и рабочую поверхность 7 силового элемента 5 вовнутрь вакуумной полости 10 подведена вакуумная трубка 13.
А для заполнения гидравлической камеры 12 жидкостью в корпусе 1 установлен патрубок 14.
Предварительно, перед формообразованием для заготовки 9 изделия, внутри корпуса 1 изготавливают железобетонный силовой элемент 5 с рабочей полостью 6. В рабочую полость 6 силового элемента 5 устанавливают рабочую поверхность 7 по форме будущего изделия, выполненную в виде отдельной самостоятельной вставки, и компенсационную прокладку 8, выставляя их по центральной оси взрывной камеры. А гидравлическую камеру 12 выполняют, например, из эластичного материала, или из листового металла для создания сверхвысоких давлений, и также устанавливают ее внутри корпуса 1.
В пространство между компенсационной прокладкой 8 и гидравлической камерой 12 устанавливают расчетное количество арматуры и заливают бетон.
Устанавливают крышку 3 и закрепляют ее резьбовыми соединениями 4 с дном 2.
В гидравлическую камеру 12 через патрубок 14 подают требуемое давление жидкости (опрессовочное давление) и давление стабилизируют на время необходимое для твердения бетона.
В процессе твердения под давлением бетон набирает заданную прочность, создавая железобетонный силовой элемент 5.
После снятия опрессовочного давления бетон находится в состоянии трехосного сжатия под давлением, рабочая поверхность 7 силового элемента 5 сжата давлением, а корпус 1 растянут давлением.
После набора бетоном прочности железобетонная силовой элемент 5 изготовлен, а взрывная камера готова к работе. Теперь можно закладывать внутрь заготовку 9 и заряд взрывчатых веществ.
Взрывная камера работает следующим образом.
Начинают с того, что в гидравлическую камеру 12 нагнетают жидкость до необходимого давления, обеспечивающего оптимальные напряженные состояния силовых элементов (растяжение корпуса 1 и сжатия силового элемента 5 и рабочей поверхности 7 силового элемента 5.
В рабочую полость 6 силового элемента 5 устанавливают заготовку 9 с уплотнительными герметизирующими прокладками 11, которые с рабочей поверхностью 7 образуют вакуумную полость 10.
Через вакуумную трубку 13 откачивают воздух из вакуумной полости 10 до необходимого уровня вакуума.
Затем в рабочей полости 6 размещают и закрепляют необходимый заряд взрывного вещества.
Взрывную камеру помещают в бассейн 15 с водой, где и осуществляют подрыв заряда.
После произведенного взрыва взрывную камеру извлекают из бассейна 15 и отштампованное гидровзрывным способом изделие вынимают из взрывной камеры. А сама взрывная камера готова к многоразовому повторному циклу.
Использование предлагаемого технического решения позволило повысить надежность и увеличить срок службы взрывной камеры в результате получения более благоприятных условий работы элементов и повышении прочности бетона, повысить качество изделия в результате возможности регулирования в определенных пределах допусков деформирования заготовки.
Появилась возможность изготовления взрывных большеразмерных камер при значительно малых затратах за счет отказа в использовании крупногабаритных, дорогостоящих промышленных прессов.
А также появилась возможность регулирования деформаций рабочей поверхности силового элемента с помощью давления в гидравлической камере и возможность регулирования допусков, повышающих качество изготавливаемых изделий.
Заявленное решение позволяет индустриальными методами получать взрывные камеры нового поколения для получения новых, перспективных, наноматериалов и изделий, например взрывные камеры для промышленного производства детанационных алмазов, получения сверхтвердых синтетических веществ, ультрадисперсных алмазов (фиг. 6).
| название | год | авторы | номер документа |
|---|---|---|---|
| Взрывная камера для гидровзрывной штамповки и способ изготовления взрывной камеры для гидровзрывной штамповки | 2020 |
|
RU2743176C1 |
| Способ изготовления изделий под давлением из высокопрочного фибробетона | 2016 |
|
RU2641363C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И МЕХАНИЗМ БОКОВОГО ОБЖАТИЯ | 2004 |
|
RU2274547C2 |
| СПОСОБ СНИЖЕНИЯ УСАДОЧНЫХ ДЕФОРМАЦИЙ В МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ПЕРЕКРЫТИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227196C2 |
| Способ строительства сооружения | 2019 |
|
RU2706288C1 |
| Несъёмная опалубочная система для крупноблочного строительства сооружений | 2019 |
|
RU2720548C1 |
| СПОСОБ СНИЖЕНИЯ УСАДОЧНЫХ ДЕФОРМАЦИЙ И СИЛОВЫХ ПЕРЕМЕЩЕНИЙ В МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ ПЕРЕКРЫТИЯХ | 2005 |
|
RU2285095C1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ ЖЕЛЕЗОБЕТОННОГО ПЕРЕКРЫТИЯ С КОЛОННОЙ | 2005 |
|
RU2305159C2 |
| КОМПЛЕКТ НЕСЪЕМНОЙ ОПАЛУБКИ, СПОСОБ ЕЕ СБОРКИ И СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ СТЕН ЗДАНИЯ И СООРУЖЕНИЯ В НЕСЪЕМНОЙ ОПАЛУБКЕ ИЗ МОДУЛЬНЫХ ЭЛЕМЕНТОВ | 2013 |
|
RU2561135C2 |
| Способ возведения облегчённых перекрытий многоэтажных зданий | 2017 |
|
RU2652402C1 |
Изобретение относится к импульсной штамповке, в частности к взрывным камерам для получения сверхтвердых синтетических веществ, например ультрадисперсных алмазов. Матрица выполнена в виде силового элемента из железобетона, твердеющего под давлением, рабочая поверхность которой выполнена в виде вставки. Компенсационная прокладка установлена между вставкой и внутренней поверхностью матрицы. Между рабочей поверхностью силового элемента и заготовкой в вакуумной полости установлены уплотнительные, герметизирующие прокладки. Взрывная камера имеет гидравлическую камеру, размещенную между матрицей и корпусом для создания давления, необходимого для твердения бетона. Повышается надежность взрывной камеры. 1 з.п. ф-лы, 6 ил.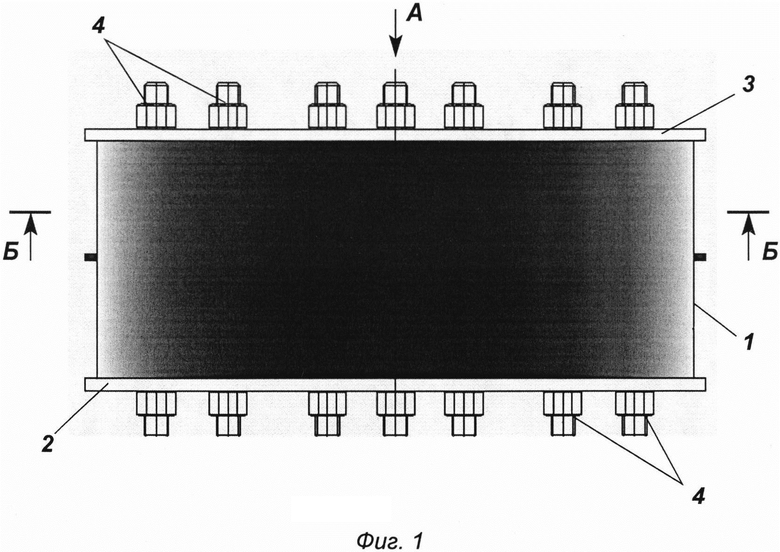
1. Взрывная камера, содержащая металлический корпус, размещенную в нем матрицу с рабочей полостью и рабочей поверхностью с выполненными в них каналами для эвакуации воздуха из рабочей полости матрицы, дно и крышку, средства крепления заряда взрывчатого вещества, компенсационную прокладку, причем матрица выполнена с возможностью образования вакуумной полости между ее рабочей поверхностью и заготовкой, отличающаяся тем, что матрица выполнена в виде силового элемента из железобетона, твердеющего под давлением, и вставки, образующей ее рабочую поверхность, компенсационная прокладка установлена между вставкой и внутренней поверхностью матрицы, при этом взрывная камера снабжена уплотнительными, герметизирующими прокладками, установленными в упомянутой вакуумной полости, и размещенной между матрицей и корпусом гидравлической камерой для создания давления, необходимого для твердения бетона.
2. Взрывная камера по п. 1, отличающаяся тем, что гидравлическая камера выполнена из эластичного материала или из листового металла.
| УСТРОЙСТВО для БЕСПРЕССОВОЙ ШТАМПОВКИ | 0 |
|
SU178348A1 |
| ВЗРЫВНАЯ КАМЕРА ДЛЯ СИНТЕЗА ДЕТОНАЦИОННЫХ НАНОАЛМАЗОВ | 2006 |
|
RU2323772C1 |
| US3662577 A1, 16.05.1972. | |||

