Изобретение относится к области термомагнитной обработки магнитно-мягких материалов и может быть использовано в области электротехники, в частности, в производстве магнитоуправляемых герметизированных контактов (герконов).
Технология изготовления герконов должна обеспечивать их заварку с заданной величиной МДС срабатывания с отклонением в пределах не более 2-3 ампер-витков и с малым (менее 0,1 Ом) стабильным переходным сопротивлением. Кроме того, на магнитную проницаемость ферромагнитных материалов влияют примеси неметаллических элементов и, прежде всего, углерод.
Известны способы термомагнитной обработки магнитно-мягких материалов, при использовании которых углерод можно удалить из контакт-деталей термообработкой их в водороде при температурах выше 1000°C с достаточно длительной выдержкой [1]. При этом снижаются упругие свойства контакт-деталей.
Известен способ термомагнитной обработки магнитно-мягких материалов с использованием магнитных полей [2], заключающийся в том, что нагрев до температуры вторичной рекристаллизации и охлаждение до температуры выше точки Кюри на 100-150°С осуществляется в переменном магнитном поле. Способ имеет недостаток, а именно предусматривает предварительный высокотемпературный (1100-1300°С) отжиг контакт-деталей в атмосфере водорода, что снижает идентичность и стабильность их электрических параметров, а именно магнитодвижущей силы (МДС) срабатывания и переходного сопротивления.
Техническая задача направлена на уменьшение технологического разброса характеристик герконов, повышение идентичности и стабильности их электрических параметров, а именно магнитодвижущей силы (МДС) срабатывания и переходного сопротивления, а также на улучшение надежности и долговечности контакта стекло-металл.
Технический результат достигается тем, что в способе изготовления магнитоуправляемых герметизированных контактов, включающем термомагнитную обработку контакт-деталей, нагрев их до температуры вторичной рекристаллизации и максимальной температуры 720±20°С, охлаждение со скоростью 240 град/час до температуры на 100-150°С ниже температуры максимального нагрева осуществляют в переменном магнитном поле в атмосфере азота с последующей операцией заварки. После заварки герконов проводят их тренировку при температуре 300-400°С в переменном магнитном поле.
Отличительными признаками от известного способа является то, что в предлагаемом способе исключается высокотемпературный отжиг контакт-деталей в атмосфере водорода, а также наличие новой последовательности технологических операций, их температурных и временных режимов.
Сопоставительный анализ заявляемого способа с известными техническими решениями показывает, что исключается высокотемпературный отжиг в атмосфере водорода, что приводит к новым техническим эффектам, в частности, к улучшению надежности и долговечности контакта стекло-металл.
Для того чтобы магнитная проницаемость ферромагнетика была существенной, достаточно, чтобы в ферромагнетике возникли области, свободные от углерода. Для этого необходимо создать условия возникновения спинодального распада раствора углерода в пермаллое [3]. При спинодальном распаде возникают две фазы: фаза с повышенной концентрацией углерода и фаза, не содержащая углерод, которая благоприятствует образованию доменной структуры.
Переменное магнитное поле способствует спинодальному распаду. Суть этого явления состоит в следующем. Переменное магнитное поле, создавая переменное электрическое поле, вызывает возбуждение внешней электронной оболочки атомов углерода до состояния 2 sp3. Атомы углерода перестают быть электрически нейтральными. Ввиду этого возникает их взаимодействие с переменным электрическим полем, вызываемым переменным магнитным полем. Переменное магнитное поле становится внешней силой, способствующей спинодальному распаду [4].
В переменном магнитном поле спинодальный распад будет происходить как при нагреве, так и при охлаждении. При повышении температуры нагрева выше температуры рекристаллизации результат спинодального распада исчезает, и твердый раствор углерода в пермаллое становится гомогенным. Поэтому, при термомагнитной обработке контакт-деталей в переменном магнитном поле нагрев выше температуры вторичной рекристаллизации нецелесообразен.
При температурах 660-650°С дисперсность структуры спинодального распада возрастает [5], что отрицательно сказывается на магнитной проницаемости контакт-деталей. Поэтому охлаждение целесообразно осуществлять до температур на 100-150°С ниже температуры вторичной рекристаллизации материала контакт-деталей.
Спинодальный распад - процесс диффузионный, поэтому скорости нагрева и охлаждения должны быть невелики. Оптимальная скорость составляет примерно 240 град/час.
Техническим результатом термомагнитной обработки контакт-деталей в переменном магнитном поле является достижение идентичности и достаточно высокой магнитной проницаемости контакт-деталей, ввиду этого отклонения МДС срабатывания герконов от требуемой величины при их заварке становятся незначительными.
Одной из обязательных технологических операций в процессе изготовления герконов является их тренировка [6]. В процессе тренировки прирабатываются контактные поверхности, снимаются остаточные напряжения в стеклянных баллонах и формируется доменная структура контакт-деталей. Тренировка герконов при температуре 300-400°С в переменном магнитном поле повышает ее эффективность.
Техническим результатом высокотемпературной (300-400°С) тренировки герконов является дальнейшее улучшение идентичности герконов по МДС срабатывания, снижение и стабилизация их переходного сопротивления.
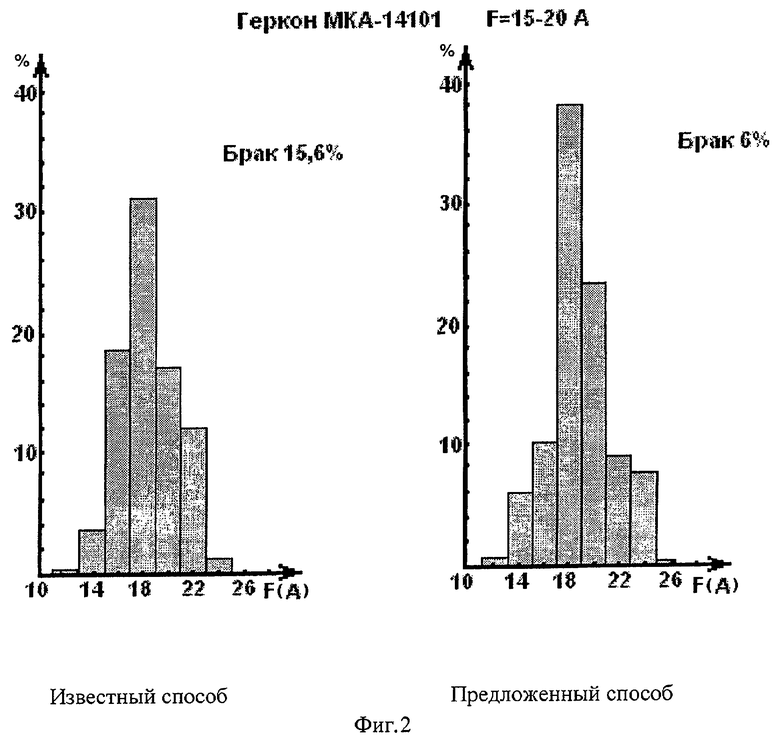
Для подтверждения преимущества предлагаемого способа были проведены исследования серийно выпускаемых герконов, в количестве 340 тысяч штук. Результаты исследования представлены на гистограммах (фигуры 1 и 2). На фигуре 1 представлены гистограммы, представляющие разброс характеристик герконов типа МКА-10109 с требуемой МДС срабатывания 8-10 А по известному способу и предлагаемому способу. На фигуре 2 представлены гистограммы, представляющие разброс характеристик герконов типа МКА-14101 с требуемой МДС срабатывания 15-20 А по известному и предлагаемому способам. Преимущества предлагаемого способа изготовления магнитоуправляемых герметизированных контактов выражаются в улучшении идентичности герконов по МДС срабатывания и снижении брака по этому параметру.
Источники информации:
1. Р.Бозорт. Ферромагнетизм. М., И-Л. 1956.
2. Авторское свидетельство СССР № 566886, С 21 D 1/04, 09.02.76.
3. Я.С.Уманский, Ю.А.Скаков. Физика металлов. - М., Атомиздат, 1978.
4. B.C.Бокштейн, С.З.Бокштейн, А.А.Жуховицкий. Термодинамика и кинетика диффузии в твердых телах. - М., Металлургия, 1974.
5. Металловедение и технология металлов (под ред. Ю.П.Солнцева). - М., Металлургия, 1988.
6. Я.М.Диковский, И.И.Капралов. Магнитоуправляемые контакты. - М., Энергия, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОРРЕКТИРОВКИ МЕЖКОНТАКТНОГО ЗАЗОРА ГЕРКОНА | 2012 |
|
RU2491676C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТ-ДЕТАЛЯМИ | 2009 |
|
RU2393570C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С КАРБОНИТРИРОВАННЫМИ КОНТАКТНЫМИ ПОВЕРХНОСТЯМИ | 2010 |
|
RU2457567C1 |
| ГЕРМЕТИЗИРОВАННЫЙ МАГНИТОУПРАВЛЯЕМЫЙ КОНТАКТ (ВАРИАНТЫ) | 1999 |
|
RU2170975C2 |
| МАГНИТОУПРАВЛЯЕМЫЙ ГЕРМЕТИЗИРОВАННЫЙ КОНТАКТ | 2013 |
|
RU2546650C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ПОСТОЯННЫХ МАГНИТОВ НА ОСНОВЕ СПЛАВА FE-CO-CR-MO | 1990 |
|
RU1723853C |
| СПОСОБ РЕГУЛИРОВАНИЯ ВЗАИМНОГО РАСПОЛОЖЕНИЯ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНА | 2017 |
|
RU2667495C1 |
| МАГНИТОУПРАВЛЯЕМЫЙ КОНТАКТ | 2011 |
|
RU2470401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С КОНТРОЛИРУЕМЫМИ ПАРАМЕТРАМИ АЗОТИРУЕМОГО СЛОЯ | 2011 |
|
RU2467425C1 |
Изобретение относится к области электротехники и может быть использовано, в частности, при производстве магнитоуправляемых герметизированных контактов (герконов). Техническим результатом является уменьшение технологического разброса характеристик герконов, повышение идентичности и стабильности их электрических параметров. Технический результат достигается тем, что в способе изготовления магнитоуправляемых герметизированных контактов, включающем термомагнитную обработку контакт-деталей, нагрев их до температуры вторичной рекристаллизации и максимальной температуры 720±20°С, охлаждение со скоростью около 240 град/час до температуры на 100-150°С ниже температуры максимального нагрева осуществляют в переменном магнитном поле в атмосфере азота, с последующей операцией заварки. После заварки герконов проводят их тренировку при температуре 300-400°С в переменном магнитном поле. 1 з.п. ф-лы, 2 ил.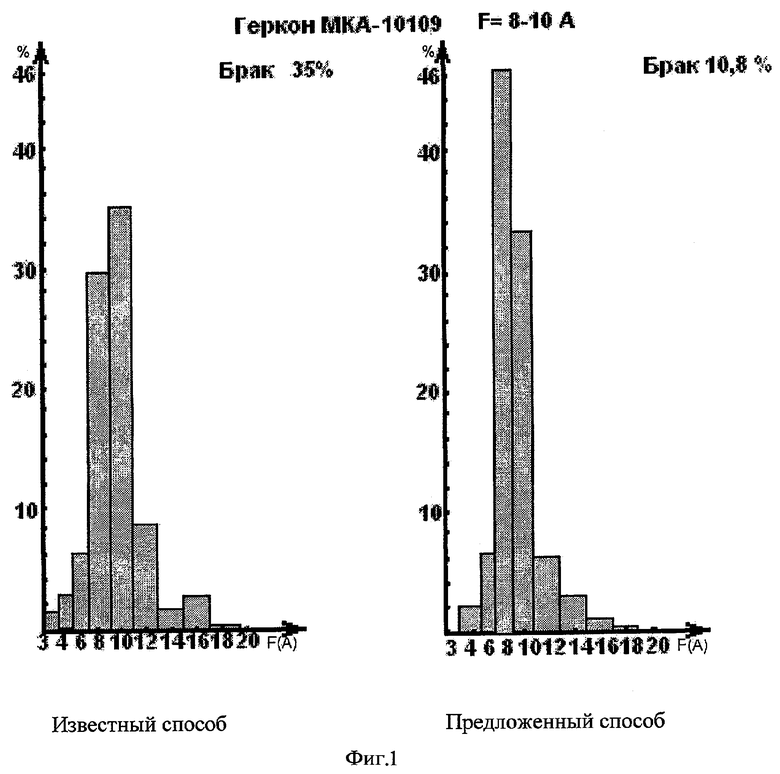
| 0 |
|
SU385335A1 | |
| Способ изготовления герконов с родиевым контактным покрытием | 1989 |
|
SU1624550A1 |
| СПОСОБ УМЕНЬШЕНИЯ ПЕРЕХОДНОГО СОПРОТИВЛЕНИЯ | 0 |
|
SU238024A1 |
| 0 |
|
SU179380A1 | |
| US 3249728 A, 03.05.1966 | |||
| US 3857175 A, 31.12.1974. | |||

