Изобретение относится к электротехнике и может быть использовано в электронной промышленности при изготовлении герметизированных магнитоуправляемых контактов (герконов).
Известные способы регулировки межконтактного зазора в герконах изложены в источниках [1, 2]. Регулировка межконтактного зазора в герконах осуществляется механическим перемещением одной контакт-детали относительно зафиксированной второй контакт-детали при включенном магнитном поле, эквивалентном заданному диапазону магнитодвижущей силы (МДС) срабатывания [1]. Это движение и воздействие магнитного поля прекращаются в момент срабатывания деталей под действием поля. Между контактами остается фиксированный зазор, который после заварки и определяет МДС срабатывания геркона.
Недостатком данного способа является невысокая точность установки величины межконтактного зазора, которая в этом случае определяется точностью и инерционностью исполнительного механизма перемещений и степенью деформации контакт-деталей в результате напряжений, возникающих в спае металлических деталей со стеклом. Кроме этого, после заварки герконов невозможно механическим способом скорректировать величину межконтактного зазора.
Более точную установку межконтактного зазора обеспечивает способ регулирования межконтактного зазора геркона [2], согласно которому контакт-детали геркона ориентируют во внешнем магнитном поле относительно продольной оси геркона, измеряют его магнитодвижущую силу срабатывания и изменяют зазор в герконе с помощью двух диагонально расположенных относительно продольной оси геркона элекромагнитных индукторов, снова измеряют значение магнитодвижущей силы срабатывания и по увеличению или по уменьшению значения МДС срабатывания судят о положении контакт-деталей относительно продольной оси геркона, после чего автоматически регулируют зазор и заваривают геркон.
При данном способе производится более точная первоначальная установка контакт-деталей, однако при заварке в стеклянную оболочку из-за возникающих в спаях напряжений, происходит деформация контакт-деталей, приводящая к разбросу значений МДС срабатывания герконов. У части герконов значения МДС срабатывания оказываются больше или меньше паспортных данных. При заварке герконов происходит жесткая фиксация контакт-деталей относительно друг друга стеклянной оболочкой и изменение межконтактного зазора с помощью элекромагнитных индукторов возможно лишь в пределах упругой деформации деталей, не приводящей к необратимому изменению межконтактного зазора.
Задачей предлагаемого изобретения является корректировка межконтактного зазора в готовых герконах с целью обеспечения необходимой величины магнитодвижущей силы срабатывания. Техническим результатом заявленного способа является увеличение точности установки межконтактного зазора герконов.
Предлагаемый способ корректировки межконтактного зазора геркона отличается тем, что после измерения магнитодвижущей силы срабатывания геркона и установки несоответствия ее величины паспортным данным, изменение зазора производят воздействием через стеклоблаллон импульсного лазерного излучения, сфокусированного на поверхность одной из контакт-деталей, параллельную плоскости межконтактного зазора. Длина волны лазерного излучения должна лежать в области прозрачности стекла.
В случае, если величина МДС срабатывания геркона выходит за верхнюю границу паспортного диапазона, то есть необходимо уменьшить межконтактный зазор, импульс излучения направляется и фокусируется на поверхность контакт-детали, обращенную в сторону зазора и другой детали. Если МДС выходит за нижнюю границу допустимого диапазона, то излучение направляется на противоположную поверхность контакт-детали.
При воздействии импульсного лазерного излучения с определенной энергией (0,5-2 Дж) происходит локальное кратковременное расплавление металла в приповерхностном слое. В результате этого и последующей кристаллизации в контакт-детали возникают стягивающие напряжения, которые приводят к необратимому изгибу детали. Величина изгиба пропорциональна энергии импульса лазерного излучения. Она зависит от размеров контакт-детали и точки воздействия. Экспериментально установлено, что при энергии импульса менее 0,5 Дж изгиб детали практически не проявляется. При энергии импульса более 2 Дж наблюдается запыление стеклянной оболочки в результате интенсивного испарения металла.
Наиболее эффективно межконтактный зазор корректируется, если лазерное излучение сфокусированно на расстоянии (1/5-1/3) части контакт-детали внутри стеклобаллона от места ее спая со стеклом. При направлении излучения ближе к спаю может произойти расфокусировка и увеличится поглощение излучения из-за неоднородности толщины стекла в районе спая. Приближение фокуса к межконтактному зазору приводит к уменьшению изменения зазора при том же угле изгиба.
Схематическое изображение конструкции геркона и направления лазерного излучения представлены на фиг. 1. Цифрами обозначены: 1 - контакт-деталь; 2 - стеклобаллон; 3 - направление лазерного излучения в случае необходимости увеличения межконтактного зазора. Расстояние от спая до точки фокусировки излучения - l; длина части контакт-детали, расположенной внутри стеклобаллона, - L. Оптимальный диапазон:
l=(1/5-1/3)L.
Корректировка межконтактного зазора в высоковольтных вакуумных герконах типа МКА - 40142 на лазерной установке «Квант 17» показала, что при воздействии импульсного (1 мс) лазерного излучения с длиной волны 1,05 мкм и энергией 1 Дж межконтактный зазор и МДС срабатывания изменяются на 10-15%. При необходимости большего изменения зазора можно повторить воздействие в другую точку, либо на другую контакт-деталь.
Таким образом, предлагаемый способ корректировки межконтактного зазора геркона обладает следующими преимуществами по сравнению с прототипом:
1. Обеспечивает возможность корректировки межконтактного зазора готовых герконов (после заварки) и уменьшения паспортного разброса значений МДС срабатывания приборов.
2. Способ является универсальным, поскольку позволяет корректировать зазор различных типов герконов с применением промышленной лазерной установки одного типа без разработки и изготовления специального оборудования.
3. При рациональном подборе энергии импульсного лазерного излучения и количества импульсов способ обеспечивает высокую точность корректировки межконтактного зазора.
4. Способ позволяет восстанавливать работоспособность «залипших» образцов герконов.
Источники информации
1. С.М. Карабанов, Р.М. Майзельс, В.Н. Шоффа. Магнитоуправляемые контакты (герконы) и изделия на их основе: Монография/ под. ред. д.т.н. профессора В.Н. Шоффы - Московская обл. г.Долгопрудный.: Издательский Дом «Интеллект», 2011. - 408 с., стр. 83-85.
2. АС СССР №1267507, H01H 49/90, H01H 11/04, опубл. 30.11.1986 г. Бюл.40.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГУЛИРОВАНИЯ ВЗАИМНОГО РАСПОЛОЖЕНИЯ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНА | 2017 |
|
RU2667495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2018 |
|
RU2665689C1 |
| УСТРОЙСТВО СБОРКИ И ЗАВАРКИ ВАКУУМНОГО ГЕРКОНА | 2023 |
|
RU2816990C1 |
| Устройство для сборки герконов | 1988 |
|
SU1605285A1 |
| Способ изготовления герконов | 1990 |
|
SU1749933A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОУПРАВЛЯЕМЫХ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТОВ | 2004 |
|
RU2274919C1 |
| Способ регулирования межконтактного зазора геркона | 1984 |
|
SU1267507A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРКОНА С АЗОТИРОВАННЫМИ КОНТАКТ-ДЕТАЛЯМИ | 2009 |
|
RU2393570C1 |
| СПОСОБ ГРУППОВОГО ИЗГОТОВЛЕНИЯ ГЕРКОНОВ С АЗОТИРОВАННЫМИ КОНТАКТНЫМИ ПЛОЩАДКАМИ | 2020 |
|
RU2739583C1 |
| МАГНИТОУПРАВЛЯЕМЫЙ ГЕРМЕТИЗИРОВАННЫЙ КОНТАКТ | 2013 |
|
RU2546650C2 |
Изобретение может быть использовано в электронной промышленности при изготовлении герметизированных магнитоуправляемых контактов (герконов). Согласно данному способу в случае, когда магнитодвижущая сила срабатывания заваренного геркона не соответствует диапазону паспортных значений, производят изменение межконтактного зазора путем воздействия на одну из контакт-деталей импульсным лазерным излучением с энергией (0,5-2 Дж) и длиной волны в области прозрачности стеклянной оболочки, сфокусированным на поверхность контакт-детали, параллельную плоскости межконтактного зазора, на расстоянии (1/5-1/3) части контакт-детали внутри стеклобаллона от места заварки. Такое воздействие приводит к небольшой пластической деформации контакт-детали и, соответственно, к изменению межконтактного зазора и магнитодвижущей силы срабатывания. Технический результат - увеличение точности установки межконтактного зазора герконов. 1 ил.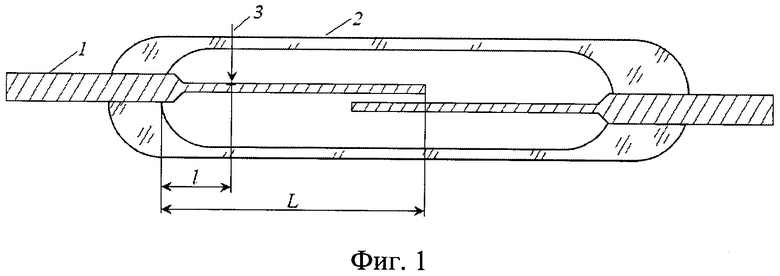
Способ корректировки межконтактного зазора геркона, включающий измерение его магнитодвижущей силы срабатывания и изменение межконтактного зазора, отличающийся тем, что после измерения магнитодвижущей силы срабатывания геркона межконтактный зазор изменяют путем воздействия на одну из контакт-деталей импульсным лазерным излучением с энергией 0,5-2 Дж и длиной волны в области прозрачности стеклянной оболочки, сфокусированным на поверхность контакт-детали, параллельную плоскости межконтактного зазора, на расстоянии 1/5-1/3 части контакт-детали внутри стеклобаллона от места заварки.
| Способ регулирования межконтактного зазора геркона | 1984 |
|
SU1267507A1 |
| Способ регулирования контактного зазора переключающей контактной группы | 1976 |
|
SU708430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРОВАННЫХ КОНТАКТОВ | 1972 |
|
SU425236A1 |
| УКАЗАТЕЛЬ ПОВОРОТОВ ШТУРВАЛА МЕХАНИЧЕСКОГО ПРИВОДА ПРЕВЕНТОРА | 1992 |
|
RU2018627C1 |
| Установка для испытаний образца крестообразной строительной конструкции | 1985 |
|
SU1293518A1 |

