Изобретения относятся к промышленности строительных материалов и могут быть использованы при производстве кирпича, в том числе и лицевого, камней, блоков и плиток.
Известен строительный кирпич, изготовленный из глины. (Энциклопедический словарь. - М.: Педагогика, 1980. стр.168).
Наиболее близким к заявляемому по совокупности признаков является строительный элемент в виде бетонного, стенового, монолитного, с пустотами или без них объемного тела с отделочным слоем, расположенным, по крайней мере, на одной из его поверхностей, при этом он имеет геометрическую форму, правильную или неправильную, в виде пространственного многогранника, а сам элемент имеет состав смеси строительной части, мас.%: вулканический пепел 5-32, перлитовый песок 0-32, керамзит 45-75, портландцемент марки 400-10, вода остальное, а его отделочный слой выполнен толщиной 5-45 мм из смеси, мас.%: крошка мраморная и/или гранитная, и/или туфовая, и/или щебня, и/или базальта, и/или известняка, и/или диабаза, и/или сиенита, и/или диорита, и/или лабрадорита, и/или песчаника, и/или кварцита, и/или бой стекла, и/или керамического или силикатного кирпича, и/или метлахской или глазурованной плитки, и/или фарфоровых изделий 0-50, портландцемент марки 400 любого цвета 30, вода остальное. (Патент РФ №2173374, Е 04 С 1/00, С 04 В 28/00, 10.09.2001).
Известен способ производства строительного кирпича, включающий придание материалу заданной влажности, разрушение природной структуры материала, удаление вредных включений, прессование кирпича и его обжиг, при этом прессование осуществляют при влажности исходного материала, равной 0,5-0,8 от оптимальной, с непрерывно уменьшающейся скоростью прессования и удельном давлении в конце прессования, обеспечивающим плотность кирпича-сырца, при которой угол усадки материала кирпича близок или равен нулю. (Реферат заявки №92012201, В 28 В 3/06, 10.05.1995).
Наиболее близким по технической сущности к заявляемому является способ производства лицевого кирпича, включающий приготовление шихты из глины и тонко измельченного известняка путем их смешения, увлажнение полученной шихты, последующее формование, сушку и обжиг, при этом известняк в количестве 0,1-30 мас.% смешивают с 70-99,9 мас.% тонко измельченной глины, шихту увлажняют водой до 4-7%, а отпрессованные изделия сушат при 105-110°С в течение 1-2 ч и обжигают в двухступенчатом режиме при 480-550°С и 550-700°С в течение 1,5-2 и 1,5-2 ч соответственно. (Патент РФ №2130439, С 04 В 33/00, 20.05.1999).
Известна линия для производства строительного кирпича, содержащая установленные в технологический последовательности экструдер, устройство для отрезки мерного бруса, конвейер, механизм раздвижки, сушильные камеры и расположенные до и после них автоматы-укладчики, включающие выдвижную раму и накопитель с приводными роликами, при этом механизм раздвижки состоит из подвижно соединенных между собой с помощью пальцев площадок, установленных на валу. (Патент РФ №2010706, В 28 В 15/00, 15.04.1994).
Наиболее близким к заявляемому по совокупности признаков является комплект оборудования для изготовления строительного кирпича, содержащий горизонтальную формовочную установку, посты загрузки, термообработки, разгрузки и пакетирования, причем сушильно-помольный агрегат выполнен единым блоком, объединяющим грубое дробление, тонкий помол, сепарацию, сушку, смешение компонентов и транспортирование готового пресс-порошка, самопитающее дозирующее устройство жестко связано с устройством для прессования изделий для порядной укладки свежеотформованных изделий на сушильно-обжиговые вагонетки (Патент РФ №2037413, В 28 В 15/00, 19.06.1995).
При создании изобретения решалась задача расширения арсенала строительного кирпича, способов производства строительного кирпича и комплектов оборудования для производства строительного кирпича.
Технический результат - расширение арсенала строительного кирпича, способов производства строительного кирпича и комплектов оборудования для производства строительного кирпича, обеспечение одновременно повышенной прочности, морозостойкости кирпича, повышение декоративности его лицевой поверхности, имитирующей фактуру поверхности природного камня.
Указанный технический результат достигается тем, что строительный стеновой кирпич в виде монолитного многогранника изготовлен из смеси, характеризующейся влажностью 3-10%, содержащей известняк с размером частиц не более 8 мм, портландцемент марки не ниже 400 в качестве вяжущего, при их соотношении, мас.%:
прессованием ее при давлении 15,0-20,9 МПа в течение 2-9,9 с и тепловлажностной обработкой или выдерживанием до набора прочности, составляющей не менее 50% от марочной прочности готового кирпича.
При этом строительный кирпич может содержать пигмент в количестве до 9 мас.% от массы вяжущего. Строительный стеновой кирпич имеет прочность при сжатии не менее 75 кГ/см2 и морозостойкость не менее 35 циклов замораживания-оттаивания. Лицевая поверхность строительного стенового кирпича может быть рельефной с высотой неровности не менее 25 мм.
Указанный технический результат достигается также тем, что способ изготовления строительного стенового кирпича включает приготовление смеси смешиванием известняка с размером частиц не более 8 мм и портландцемента марки не ниже 400 в качестве вяжущего при их соотношении, мас.%:
с введением, при необходимости, воды до достижения влажности смеси 3-10%, формование смеси прессованием при давлении 15,0-20,9 МПа в течение 2-9,9 с и последующую тепловлажностную обработку или выдерживание до набора прочности, составляющей не менее 50% от марочной прочности готового кирпича.
Тепловлажностная обработка может быть осуществлена с использованием насыщенного пара при относительной влажности паровоздушной смеси не менее 80% при изотермическом прогреве в течение не менее 4 часов при температуре не ниже 75°С.
В летний период при высокой температуре окружающей среды сформированные кирпичи могут быть выдержаны упакованными в полиэтиленовую пленку.
Каждая из лицевых граней изготовленного кирпича может быть повергнута механической обработке для придания ей рельефной поверхности, высота неровности которой не менее 25 мм.
Указанный технический результат достигается также и тем, что для изготовления вышеописанного кирпича вышеприведенным способом используют комплект оборудования, содержащий модуль подготовки и подачи известняка, модуль дозирования, включающий дозаторы вяжущего, известняка и воды, модуль приготовления смеси, модуль формования в виде, по крайней мере, одного пресса, обеспечивающего давление прессования 15,0-20,9 МПа, снабженного приемным бункером, модуль тепловлажностной обработки, модуль упаковки, маркировки и складирования готовых изделий.
Модуль подготовки известняка может состоять из установленных по ходу технологического процесса приемного бункера известняка, дробилки, вибросита, бункера-накопителя отсортированного известняка, технологически связанных разгрузочно-погрузочными устройствами, и механизма подачи известняка.
Приемный бункер известняка может иметь в верхней своей части наклонную решетку для отделения известняка с размером частиц менее 100 мм, снабженную вибратором.
Дробилка может быть выполнена ударной, с шаровыми мелющими элементами.
Вибросито может быть выполнено в виде короба со встроенными вибраторами и двумя расположенными друг над другом ситами для отделения известняка с размером частиц менее 8 мм.
Бункер-накопитель отсортированного известняка может быть снабжен указателем уровня.
Механизм подачи известняка может быть выполнен в виде ковшового элеватора.
Модуль дозирования сырьевых материалов может быть снабжен дозатором пигмента.
Модуль приготовления бетонной смеси может содержать приемно-распределительный лоток, по крайней мере, один смеситель и питатель.
Модуль формования кирпичей снабжен погрузочно-разгрузочным устройством со сбрасывателем, расположенным над приемным бункером пресса.
Сбрасыватель модуля формования кирпичей выполнен плужковым.
Пресс модуля формования кирпичей выполнен гидравлическим.
Модуль тепловлажностной обработки изделий может быть выполнен в виде, по крайней мере одной, изотермической камеры.
Модуль механической обработки кирпичей для создания рельефной лицевой поверхности может быть выполнен в виде пресса с игольчатой рабочей поверхностью для образования неровностей.
Совокупность признаков заявленных изобретений обеспечивает возможность изготовления строительного лицевого кирпича, характеризующегося повышенной, примерно в 1,5-2 раза, прочностью при повышенной не менее чем в 1,5-2 раза морозостойкости, высокой декоративностью его лицевых поверхностей, имитирующих фактуру поверхности природного камня, например, характерную для мрамора. Это обусловлено тем, что подобранный состав кирпича, т.е. известняк соответствующей фракции и портландцемент, в который известняк входит в активном состоянии, в присутствии указанного количества воды и при прессовании под указанным давлением, позволяет создать в строительном кирпиче однородную по своим свойствам физико-химическую структуру изделия с новыми свойствами. Усиление структурных связей, обусловленное тем, что при таком сжатии происходит деформация молекул, что в свою очередь приводит к изменению основного энергетического состояния системы и конфигурации взаимодействия в молекулах, а также к повышению прочности и морозостойкости кирпича.
Изобретения поясняются описанием конкретного примера их выполнения и чертежом, где изображен комплект оборудования для производства строительных кирпичей.
В нашем примере в качестве строительного кирпича представлен лицевой кирпич, который имеет форму полнотелого прямоугольного параллелепипеда с четкими ребрами. Лицевая поверхность кирпича может быть либо гладкой, либо рельефной. При этом неровности рельефной лицевой поверхности кирпича не менее 25 мм. При этом строительный элемент, в частности лицевой кирпич, имеет прочность при сжатии не менее 75 кг/см2, а морозостойкость не менее 35 циклов замораживания.
Строительный кирпич, в частности лицевой кирпич, изготовлен из смеси, содержащей известняк с размером частиц не более 8 мм 88 мас.% и портландцемент марки 400, в частности ПЦ 400-Д20 по ГОСТ 10178, 12 мас.%, увлажненной до влажности 3%, прессованием ее под давлением 16 МПа в течение 3 с, выдерживанием до набора прочности, составляющей не менее 50% от прочности готового кирпича.
В качестве вяжущего может быть использован также шлакопортландцемент.
Для придания цвета строительным кирпичам могут быть введены красители, например, рекомендуемые ГОСТом 17608-91 пигменты: для получения красного цвета сурик железный, для получения зеленого цвета окись хрома и т.д. Строительные элементы могут содержать пигмента до 9 мас.% от массы вяжущего.
Способ производства строительного кирпича, в частности лицевого кирпича, включает приготовление шихты, содержащей известняк 87 мас.% с размером частиц не более 8 мм и портландцемент марки 400 13 мас.%., путем смешения компонентов с увлажнением водой до достижения готовой шихты 5% влажности и последующее формование изделий методом прессования с давлением прессования 17,0 МПа.
В смеситель принудительного действия, например лопастной, с подачей перемешиваемых компонентов снизу вверх, загружают отдозированные количества известняка с размером частиц не более 8 мм, портландцемента и воды, количество которой рассчитано традиционно, исходя из исходной влажности известняка, исходной влажности цемента и получения конечной 5% влажности готовой смеси.
Загруженные компоненты перемешивают в течение не менее 2 минут.
Для получения кирпича требуемого технологическим регламентом цвета в шихту можно вводить красители - пигменты, которые рекомендуются нормативными актами, например ГОСТом 17608-91.
Полученную после перемешивания смесь подают на формование изделий, которое осуществляют методом гиперпрессования с давлением прессования 17 МПа в течение, например, 5 секунд.
Отформованные кирпичи, уложенные в поддон сразу после формования, могут быть подвергнуты тепловлажностной обработке насыщенным паром, которая может быть осуществлена при относительной влажности паровоздушной среды не менее 80% при изотермическом прогреве в течение не менее 4 часов при температуре не ниже 75°С.
В летний период при высокой температуре воздуха окружающей среды возможно исключение термообработки из технологического процесса, но при этом изделия помещают до набора отпускной прочности на открытых площадках в условиях, создающих относительную влажность 85-95%, например, упакованными в полиэтиленовую пленку.
По окончании тепловлажностной обработки или выдержки для набора отпускной прочности, которая должна быть не менее 50% от марочной прочности изделий, получают кирпичи с гладкой, не требующей дальнейшей доработки поверхностью, если только специально технологическим регламентом не указан кирпич с рельефной лицевой поверхностью.
Для получения рельефной поверхности каждую из граней изготовленного кирпича, являющуюся лицевой, подвергают механической обработке путем сколов с образованием неровностей, глубина которых не менее 25 мм, посредством пресса с игольчатой рабочей поверхностью.
Готовые изделия укладывают на поддоны и отправляют на упаковку и маркировку.
Упаковывают пакеты кирпичей в герметичный материал, например в полиэтиленовую пленку, и закрепляют на поддонах, например, с помощью полипропиленовой ленты, предназначенной для этих целей.
Заявленный способ производства строительных элементов осуществляется с помощью комплекта оборудования для производства строительного кирпича, содержащего модуль 1 подготовки и подачи известняка, модуля 2 дозирования сырьевых материалов, модуля 3 приготовления бетонной смеси, модуля 4 формования изделий и модуля 5 упаковки, маркировки и складирования готовых изделий.
Комплект оборудования для производства строительною кирпича может быть снабжен модулем 6 тепловлажностной обработки изделий.
Комплект оборудования для производства строительного кирпича может быть снабжен модулем механической обработки кирпичей для создания рельефной лицевой поверхности, который может быть выполнен в виде традиционного пресса, например гидравлического, с игольчатой рабочей поверхностью (на чертеже не показан) для образования неровностей путем скалывания.
Модуль 1 подготовки известняка состоит из установленных по ходу технологического процесса приемного бункера 7 известняка, дробилки 8, вибросита 9, бункера-накопителя 10 отсортированного известняка, технологически связанных разгрузочно-погрузочными устройствами 11, например ленточными конвейерами, и механизма 12 подачи известняка, выполненного, например, в виде ковшового элеватора.
Приемный бункер 7 известняка имеет в верхней своей части наклонную решетку, снабженную вибратором (на чертеже не показано), для отделения известняка с размером частиц менее 100 мм.
Дробилка 8 выполнена традиционной, например ударной, с шаровыми мелющими элементами.
Вибросито 9 представляет собой короб со встроенными вибраторами и двумя расположенными друг над другом ситами для отделения известняка с размером частиц менее 8 мм.
Бункер-накопитель 10 отсортированного известняка может быть снабжен указателем уровня.
Модуль 2 дозирования сырьевых материалов состоит из дозатора 13 известняка, дозатора 14 цемента и дозатора 15 воды. Модуль 2 дозирования сырьевых материалов может быть снабжен дозатором пигмента (на чертеже не показан).
Дозатор 13 известняка состоит из бункера, весового устройства и питателя, выполненного, например, в виде ленточного конвейера.
Дозатор 14 вяжущего состоит из бункера, весового устройства и затвора. В нашем примере дозатор 14 может быть использован и для дозирования пигмента.
Дозатор 15 воды выполнен объемным.
Модуль 3 приготовления бетонной смеси содержит приемно-распределительный лоток 16, по крайней мере, один смеситель 17 и питатель 18.
Приемно-распределительный лоток 16 снабжен направляющим шибером, посредством которого можно поочередно направлять компоненты то в один, то в другой смеситель, если смесителей 17 два.
Модуль 4 формования изделий выполнен в виде, по крайней мере, одного пресса 19 (с давлением прессования 15,0-20,9 МПа), снабженного приемным бункером. В нашем примере модуль формования одержит три гидравлических пресса 19, каждый из которых снабжен приемным бункером. В этом случае модуль 4 формования изделий может быть снабжен погрузочно-разгрузочным устройством со сбрасывателем 20, например плужковым, расположенным над приемными бункерами прессов 19.
Модуль 6 тепловлажностной обработки изделий может быть выполнен в виде, по крайней мере, одной изотермической пропарочной камеры, например, периодического действия, снабженной нагревателями, например калориферами, и с выведенным наружу регулятором температуры, который управляет работой калориферов для поддержания температуры внутри изотермической камеры в заданном технологическим процессом температурном диапазоне.
Изотермическая камера модуля 6 может представлять собой традиционную конструкцию, длина которой выбирается так, что в ней можно разместить заданное технологическим процессом количество поддонов с кирпичами (для упрощения на чертеже показан один поддон),
Изотермическая камера модуля 6 может представлять собой традиционную конструкцию в виде П-образного туннеля, например, собираемую из термоизоляционных панелей традиционной конструкции, закрепленных на стойках. Торцы изотермической камеры модуля 6 могут быть закрыты входной и выходной дверьми.
Модуль 5 упаковки, маркировки и складирования готовых изделий включает в себя традиционную упаковочную машину для упаковки кирпичей в герметичный материал, например в полиэтиленовую пленку, поддоны на колесиках и штемпельное приспособление.
Комплект оборудования для производства строительного кирпича работает следующим образом.
Известняк подают в приемный бункер 7 модуля 1 подготовки известняка. По наклонной решетке приемного бункера 7 известняк с размером частиц более 100 мм поступает в дробилку 8. Известняк с размером частиц менее 100 мм поступает посредством одного из разгрузочно-погрузочных устройств 11 на вибросито 9.
Известняк поступает на верхнее сито вибросита 9 и благодаря наклонной установке и колебательным движениям короба транспортируется к разгрузочному отверстию, одновременно просеиваясь через отверстия сит. При этом фракция известняка менее 8 мм поступает в бункер - накопитель 10, а известняк фракции более 8 мм возвращается одним из разгрузочно-погрузочных устройств 11 в дробилку 8, откуда другим разгрузочно-погрузочным устройством дробленый известняк вновь возвращается на вибросито 9, а из него в бункер-накопитель 10. При заполнении бункера-накопителя 10 известняком сигнал от указателя уровня отключает дальнейшую подачу известняка.
Посредством разгрузочно-погрузочного устройства и элеватора 12 ковшового типа известняк из бункера-накопителя 30 поступает в дозатор 13 известняка модуля 2 дозирования.
Из бункера-накопителя цемент посредством винтового конвейера подают в дозатор 14, который может быть использован и для дозирования пигмента в случае необходимости введения красителя в состав кирпича.
Наполнение дозатора 13 известняком и дозатора 14 цементом осуществляют одновременно. Цемент и пигмент в дозатор 14 загружают поочередно.
В дозатор 15 воды модуля 2 дозирования вода поступает из накопительной емкости (на чертеже не показана) в случае необходимости.
Отдозированные количества известняка с размером частиц не более 8 мм, портландцемента для бетонов марки 400 через приемно-распределительный лоток 16 загружают в одни из смесителей 17 модуля 3 приготовления бетонной смеси. В этот же смеситель вводят и рассчитанное количество воды, если собственной влажности известняка или портландцемента недостаточно для достижения готовой шихты 3-10% влажности. Загруженные компоненты перемешивают в течение не менее 2 минут.
Полученную после перемешивания смесь питателем 18 подают на погрузочно-разгрузочное устройство со сбрасывателем 20 модуля 4 формования изделий, которое, в свою очередь, подает смесь через приемный бункер соответствующего гидравлического пресса 19 на формование изделий, которое осуществляют методом гиперпрессования давлением прессования 18 МПа в течение, например, 6 секунд.
Отформованные кирпичи, уложенные на поддон сразу после формования, могут быть подвергнуты тепловлажностной обработке насыщенным паром в изотермической пропарочной камере модуля 6 тепловлажностной обработки изделий.
Тепловлажностную обработку отформованных кирпичей осуществляют при относительной влажности паровоздушной среды не менее 80% при изотермическом прогреве в течение не менее 4 часов при температуре не ниже 75°С.
По окончании тепловлажностной обработки или выдержки до набора отпускной прочности получают кирпичи с гладкой, не требующей дальнейшей доработки поверхностью, если только специально технологическим регламентом не указан кирпич с рельефной лицевой поверхностью.
Для получения рельефной поверхности готовые кирпичи подают к рабочему органу модуля механической обработки кирпичей для образования неровностей, глубина которых не менее 25 мм, путем скалывания посредством пресса с игольчатой рабочей поверхностью
Готовые изделия укладывают на поддоны и отправляют на упаковку и маркировку.
Упаковывают пакеты кирпичей в герметичный материал, например в полиэтиленовую пленку, с помощью упаковочной машины модуля 5 упаковки, маркировки складирования готовых изделии, которые закрепляют на поддонах на колесиках, например, с помощью полипропиленовой ленты, предназначенной для этих целей. С помощью штемпельного приспособления кирпичи маркируют в каждом поддоне по одному в верхнем и нижнем рядах путем нанесения на видимую поверхность несмываемой краской соответствующей информации.
Пример.
Кирпич лицевой, имеет форму монолитного прямоугольного параллелепипеда с четкими ребрами и размерами сторон 250×120×65 мм. Лицевая поверхность декоративная, без дополнительной отделки: натуральный белый цвет камня с сероватыми прожилками, характерными для мрамора.
Кирпич имеет состав, мас.%:
При этом лицевой кирпич имеет прочность при сжатии 225 кг/см2, что по сравнению с известным лицевым кирпичом примерно в 1,5 раза выше, а морозостойкость 75 циклов замораживания, что примерно в 2 раза выше.
Для производства заявленного лицевого кирпича берут известняк 86 мас.% с размером частиц 7 мм, портландцемент 400 14 мас.%. и воду 0,5 мас.%.
Использован портландцемент для бетонов марки 400, в частности ПЦ 400-Д20 но ГОСТ 10178. Пигмент не добавлялся.
Лицевой кирпич производили следующим образом.
Известняк подают в приемный бункер 7 модуля 1 подготовки известняка. По наклонной решетке приемного бункера 7 известняк с размером частиц более 100 мм поступает в дробилку 8. Известняк с размером частиц менее 100 мм поступает посредством ленточного конвейера 11 на вибросито 9. Известняк поступает на верхнее сито вибросита 9 и благодаря наклонной установке и колебательным движениям короба транспортируется к разгрузочному устройству, одновременно просеиваясь через отверстия сита. При этом фракция известняка менее 8 мм поступает в бункер - накопитель 10, а известняк фракции более 8 мм возвращается одним из конвейеров 1 в дробилку 8, откуда по другому конвейеру дробленый известняк вновь возвращается на вибросито 9, а из него - в бункер-накопитель 10. При заполнении бункера-накопителя 10 известняком сигнал от указателя уровня отключает дальнейшую подачу известняка.
Посредством ленточного конвейера и элеватора 12 ковшового типа известняк из бункера-накопителя 10 поступает в дозатор 13 известняка модуля 2 дозирования.
Из бункера-накопителя цемент посредством винтового конвейера подают в дозатор 14.
Наполнение дозатора 13 известняком и дозатора 14 цементом осуществляют одновременно.
В дозатор 15 воды модуля 2 дозирования вода поступает из накопительной емкости (на чертеже не показана) в случае необходимости.
Отдозированные количества известняка с размером частиц не более 7 мм, портландцемента для бетонов марки 400 через приемно-распределительный лоток 16 загружают сначала в один из смесителей 17 модуля 3 приготовления смеси, а затем во второй. В этот же смеситель вводят и отдозированное количество воды. Загруженные компоненты перемешивают в течение 3 минут.
Полученную после перемешивания смесь питателем 18 подают на погрузочно-разгрузочное устройство со сбрасывателем 20 модуля 4 формования изделий, которое в свою очередь подает шихту через приемный бункер соответствующего гидравлического пресса 19 на формование изделий, которое осуществляют методом гиперпрессования с давлением прессования 20,0 МПа в течение 16 секунд.
Отформованные кирпичи укладывают на поддон. Сразу после формования поддон с кирпичом подвергают тепловлажностной обработке насыщенным паром в изотермической пропарочной камере модуля 6 тепловлажностной обработки изделий при относительной влажности паровоздушной среды 84% при изотермическом прогреве в течение 5 часов при температуре 75°С.
По окончании тепловлажностной обработки получили кирпичи с гладкой, не требующей дальнейшей доработки поверхностью.
Готовые изделия упаковывают в полиэтиленовую пленку с помощью упаковочной машины модуля 5 упаковки, маркировки и складирования готовых изделий. Закрепляют упакованные кирпичи на поддонах на колесиках с помощью полипропиленовой ленты, предназначенной для этих целей. С помощью штемпельного приспособления кирпичи маркируют в каждом поддоне по одному в верхнем и нижнем рядах путем нанесения на видимую поверхность несмываемой краской соответствующей информации.
Промаркированные изделия вывозятся на склад готовой продукции. Таким образом, использование заявленных изобретений: Строительный кирпич, Способ производства строительного кирпича и Комплект оборудования для производства строительного кирпича - создает возможность решить задачу как расширения их арсенала, так и повышения декоративности лицевой поверхности, имитирующей фактуру поверхности природного камня, изготовленного кирпича при повышении прочности и морозостойкости кирпича.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРОИТЕЛЬНЫЙ КИРПИЧ, СПОСОБ И КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2003 |
|
RU2243178C1 |
| ПЛИТКА БЕЗЫСКРОВАЯ ДВУХСЛОЙНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2371415C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ КРЕМНЕЗЕМИСТОЙ КЕРАМИКИ | 2011 |
|
RU2478471C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЕТОННЫХ КАМНЕЙ | 2001 |
|
RU2187481C1 |
| СПОСОБ ПЕРЕРАБОТКИ ГОРЕЛОЙ ПОРОДЫ С ПОЛУЧЕНИЕМ ЗАПОЛНИТЕЛЯ ДЛЯ БЕТОННОЙ СМЕСИ И БЕТОННАЯ СМЕСЬ С ИСПОЛЬЗОВАНИЕМ ТАКОГО ЗАПОЛНИТЕЛЯ | 2011 |
|
RU2462425C1 |
| Мобильный автономный завод по производству стеновых строительных и дорожных материалов | 2017 |
|
RU2659362C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2005 |
|
RU2283818C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2009 |
|
RU2443660C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ ИЗДЕЛИЙ | 2015 |
|
RU2588504C1 |
| Способ производства строительных материалов | 2015 |
|
RU2672901C2 |
Изобретения относятся к промышленности строительных материалов и могут быть использованы при производстве кирпича, в том числе и лицевого, камней, блоков и плиток. Технический результат - расширение арсенала строительного кирпича и средств для его производства, обеспечение одновременно повышенной прочности, морозостойкости кирпича, повышение декоративности его лицевой поверхности, имитирующей фактуру поверхности природного камня. Сформулированный технический результат достигается за счет того, что строительный стеновой кирпич в виде монолитного многогранника изготавливают из смеси, характеризующейся влажностью 3-10%, содержащей известняк с размером частиц не более 8 мм, портландцемент марки не ниже 400, в качестве вяжущего, при их соотношении, мас. %: указанный известняк 85,1-90,0, портландцемент марки не ниже 400 10,0-14,9, прессованием ее при давлении 15,0-20,9 МПа в течение 2-9,9 с и тепловлажностной обработкой или выдерживанием до набора прочности, составляющей не менее 50% от марочной прочности готового кирпича. Охарактеризованы строительный кирпич, способ его изготовления и используемый комплект оборудования. 3 н. и 22 з.п. ф-лы, 1 ил.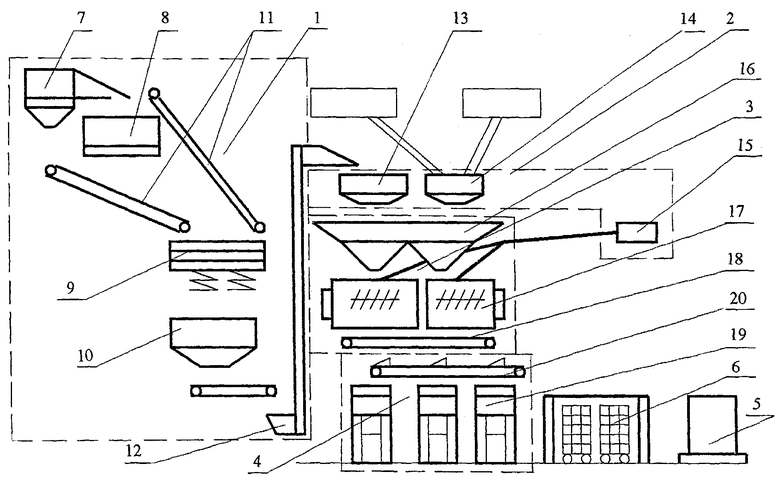
прессованием ее при давлении 15,0-20,9 МПа в течение 2-9,9 с и тепловлажностной обработкой или выдерживанием до набора прочности, составляющей не менее 50% от марочной прочности готового кирпича.
с введением, при необходимости, воды до достижения влажности смеси 3-10%, формование смеси прессованием при давлении 15,0-20,9 МПа в течение 2-9,9 с и последующую тепловлажностную обработку или выдерживание до набора прочности, составляющей не менее 50% от марочной прочности готового кирпича.
| СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2000 |
|
RU2173374C1 |
| "Технология силикатного кирпича", М., Стройиздат, 1982, с.103. | |||

