Изобретение относится к области производства строительных и дорожных материалов, а именно к изготовлению таких изделий, как кирпич, в том числе лицевой, плита облицовочная фасадная, плита тротуарная, камень бортовой и т.д.
Известна технологическая линия производства стеновых керамических изделий методом полусухого прессования, включающая последовательно установленные - ящичный питатель, камневыделительные вальцы, глиносмеситель с размещенной на нем фильтрующей решеткой, гранулятор, сушильный барабан, бункер-питатель, пароувлажнитель, стержневую мельницу, мешалку, пресс полусухого прессования, автомат-садчик и печи /1/.
Недостаток этой линии - невысокая прочность и морозостойкость изделий, что является следствием низкого качества подготовки пресс-порошка, появление в нем значительного количества пылевидной фракции, в результате чего ухудшается прессуемость такого пресс-порошка. Кроме того, недостатком линии является низкая эксплуатационная надежность из-за отсутствия промежуточных складов сырья пресс-порошка и сырца.
Наиболее близким техническим решением является технологическая линия для производства керамических материалов, включающая склад сырья, рыхлительную машину, питатель ящечный ленточный, вальцы грубого помола, вальцы тонкого помола с зазором 3 мм, вальцы тонкого помола с зазором 1-1,5 мм, смеситель лопастной двухвальный, сушильный барабан, бункер запаса гранул, склад готовой продукции, при этом линия содержит пресс-гранулятор перед сушильным барабаном, а после бункера запаса гранул имеет последовательно установленные дезинтегратор, вибросито и двухвальный смеситель с увлажнением, бункер для пресс-порошка, пресс полусухого прессования, туннельную сушилку, туннельную печь [2].
В известной технологической линии рыхлительная машина, вальцы грубого помола, вальцы тонкого помола, сушильный барабан и пресс-гранулятор готовят из кремнистого сырья гранулы диаметром 10-15 мм и длиной - 30-50 мм. А установленные далее дезинтегратор, вибросито и двухвальный смеситель превращают эти гранулы в пресс-порошок с размерами частиц не более 3 мм, который должен еще вылеживаться не менее 6 часов. Объясняется это тем, что сушка гранул в сушильном барабане до влажности 12-18% недостаточна, т.к. шихта для полусухого прессования должна иметь влажность не более 6-9%.
Именно поэтому известная технологическая линия не позволяет получать лицевые стеновые изделия с прочностью более 20-30 МПа и морозостойкостью более 35 циклов, тогда как по ГОСТ 530-2007 (п.5.3.5) морозостойкость лицевых изделий должна быть не ниже 50 циклов.
Задачей предлагаемого изобретения является создание технологической линии для производства строительных изделий из кремнеземистой керамики по способу, защищенному патентами РФ: RU 2394792 C2, C04B 35/14, 13.12.2006; RU 2191757 C2, C04B 35/14, 05.06.2000.
Ожидаемый технический результат предлагаемого изобретения:
Создание автоматизированной технологической линии для получения строительных изделий из кремнеземистой керамики.
Получение керамических изделий с высокими физико-механическими свойствами.
Снижение энергозатрат и металлоемкости линии за счет сокращения длительности технологического цикла.
Повышение производительности и эксплуатационной надежности линии.
Указанный технический результат достигается за счет того, что технологическая линия для производства строительных изделий из кремнеземистой керамики, состоящая из последовательно размещенных приемного бункера песка, вибросита, склада песка, раздаточного бункера с дозатором, бункера щелочных добавок с дозатором, бункера вяжущих добавок с дозатором, емкости глинистых добавок с дозатором, дозатора воды, емкости ПАВ с дозатором, бункера кварцево-глауконитового песка с дозатором, мельницы, смесителя для полусухой жесткой шихты, пресса полусухого прессования, автомата-садчика, поста термообработки преимущественно в виде однорядного сушильно-обжигового агрегата и автомата разгрузчика-пакетировщика, содержит необходимый набор оборудования для эффективного ведения технологического процесса производства изделий из кремнеземистой керамики, включая отсев, измельчение кремнезема, дозирование и введение добавок и воды, смешивание, прессование, сушку и обжиг, что позволяет получать керамические изделия с высокими физико-механическими свойствами. При этом за счет сокращения длительности технологического цикла и уменьшения количества операций снижаются энергозатраты и металлоемкость линии, повышается производительность и эксплуатационная надежность.
Использование в линии однорядного сушильно-обжигового агрегата исключает перегрузки сырца на позициях сушки и обжига, а также позволяет экономить топливо, электроэнергию и сокращает цикл сушки-обжига за счет укладки сырца на печные вагонетки в один слой.
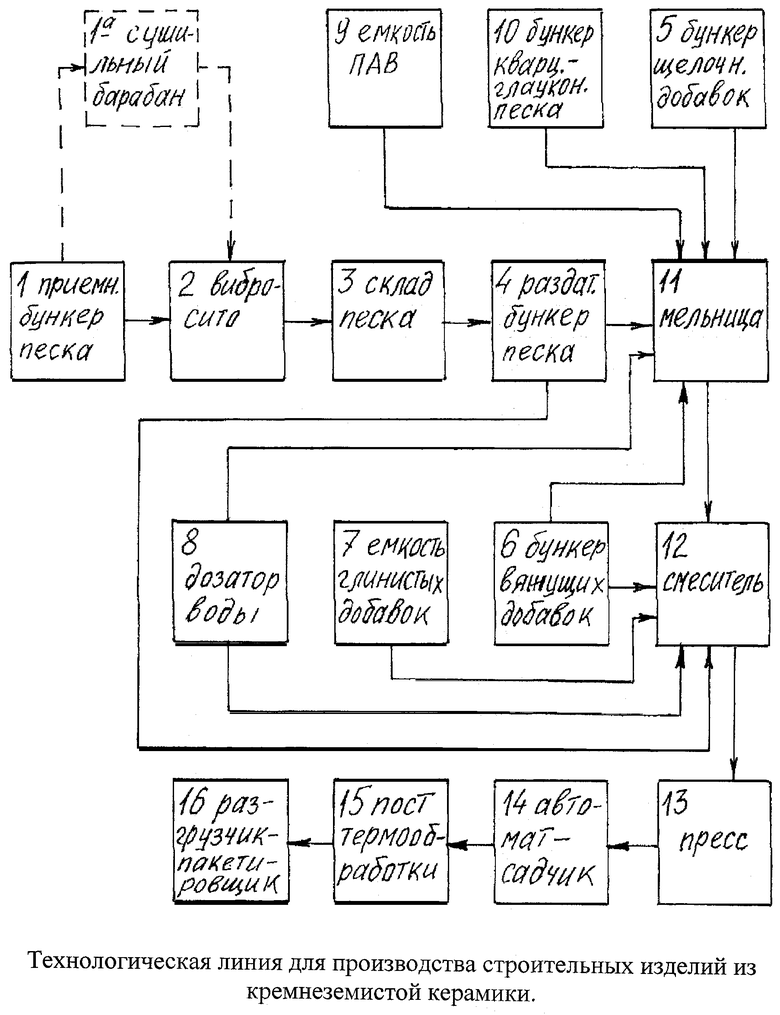
На чертеже представлена принципиальная схема предлагаемой технологической линии для производства строительных изделий из кремнеземистой керамики. Технологическая линия содержит: приемный бункер песка - 1, виброрсито - 2, склад песка - 3, раздаточный бункер с дозатором - 4, бункер щелочных добавок с дозатором - 5, бункер вяжущих добавок (цемент, известь или мел), с дозатором - 6, емкость глинистых добавок с дозатором - 7, дозатор воды - 8, емкость ПАВ с дозатором - 9, бункер кварцево-глауконитового песка с дозатором - 10, мельница для измельчения песка с добавками - 11, смеситель для полусухой жесткой шихты - 12, пресс полусухого прессования - 13, автомат-садчик - 14, пост термообработки - 15, автомат разгрузчик-пакетировщик - 16.
Технологическая линия работает следующим образом. Приемный бункер песка 1 загружается автосамосвалами из карьера, далее песок попадает на вибросито 2 для освобождения от камней, комьев глины и т.п. Размер ячейки сита 10-15 мм в зависимости от сыпучести песка (зависит от количества глинистой примеси, крупности, влажности и т.д.). Как нежелательный вариант, при плохой сыпучести, возможно дополнительное введение в линию сушильного барабана 1а для подсушки песка перед отсевом. Просеянный песок поступает на склад 3, емкость которого рассчитана на 0,5-месячный запас. Из склада 3 песок направляется в раздаточный бункер суточной емкости 4 с дозатором.
Далее, в соответствии с рецептурой по патентам RU 2394792 C2, 13.12.2006, RU 2191757 C2, 05.06.2000 есть несколько вариантов последовательности операций:
1. Состав шихты, мас.%
В шаровую мельницу - 11 из раздаточного бункера - 4 дозируется весь песок, требуемый на один замес шихты. Из бункера вяжущих добавок - 6 дозируется оксид кальция, из бункера щелочных добавок - едкий натр, из емкости ПАВ - поверхностно-активное вещество, дозатором воды - 8 доводят влажность шихты до 7-12%, закрывают мельницу и производят помол смеси до нарабатывания количества мелкой фракции (менее 0,063 мм) 15-30 мас.%, что контролируется ситовым анализом. Затем шихта подается в смеситель - 12 для дополнительного перемешивания с возможным увлажнением, готовая смесь подается на пресс - 13. Спрессованные изделия автоматом-садчиком - 14 укладываются на печную вагонетку поста термообработки - 15. После сушки и обжига готовые изделия из кремнеземистой керамики автоматом разгрузчиком-пакетировщиком - 16 снимаются с вагонеток, собираются в пакеты и направляются на склад готовой продукции.
В предлагаемой линии основная подготовка сырья сосредоточена в мельнице, где исходные материалы измельчаются, эффективно смешиваются, происходит механохимическая активация компонентов, химическое взаимодействие щелочи с мелкодисперсным кремнеземом с образованием силиката натрия. Одновременно происходит гашение оксида кальция с образованием гидроокиси кальция. Таким образом, в мельнице нарабатывается необходимое количество клеящего геля, в результате шихта приобретает свойство формоваться в изделия при полусухом прессовании с достаточной прочностью сырца (0.09-0.15 МПа). Поверхностно-активное вещество, например ОП-7 или ОП-10 вводится в исходную смесь для придания ей большей пластичности.
Сушка изделий из кремнеземистой керамики в ступенчатом режиме производится до влажности 0.5-1%. В процессе обжига при температурах 320-360°C не прореагировавшая с кремнеземом щелочь начинает плавиться, интенсифицируя образование силиката натрия. В интервале температур 790-840°C происходит спекание материала за счет образования легкоплавкой эвтектики состава Na2O·SiO2-Na2O·3CaO·6SiO2-SiO2. При дальнейшем повышении температуры обжига в жидкую фазу вовлекается все большее количество оксидов кальция и кремния, что увеличивает прочность готовых изделий, их водо- и морозостойкость.
Использование однорядного сушильно-обжигового агрегата с непрерывным движением вагонетки позволяет экономить до 35-40% тепла, уходящего с дымовыми газами и через стены печи /3/, а также сокращает вдвое цикл сушки-обжига и практически ликвидирует брак изделий по недожогу-пережогу.
2. Состав шихты, мас.%
В мельницу 11 из раздаточного бункера 4 дозируется 30-60% от всей массы песка, необходимой на один замес шихты, из бункера 5 - кальцинированная сода, из бункера 10 - кварцево-глауконитовый песок, из емкости 10 - ПАВ. Затем дозатором воды 8 доводят влажность шихты до 7-12%, закрывают мельницу и производят помол. В процессе помола сода измельчается быстрее, чем песок, за счет этого равномерно распределяется по шихте, кроме того, при взаимодействии соды с водой в результате гидролиза образуется определенное количество гидроокиси натрия, которая образует с кремнеземом силикат натрия, то есть в шихте нарабатывается клеящий гель. При достижении требуемого количества тонкомолотой фракции (20-40 мас.%) помол прекращают и передают смесь в смеситель 12. Далее в смеситель добавляют из бункера 4 немолотый песок, а из бункера 6 - портландцемент. Затем производят смешивание, доводя влажность шихты дозатором воды 8 до 5-7%. Готовую шихту прессуют, сушат и обжигают, получая изделия высокого качества. За счет введения в состав шихты цемента вместо оксида кальция прочность сырца увеличивается до 1,0-1,2 МПа, что уменьшает вероятность повреждения сырца при укладке автоматом-садчиком.
Кварцево-глауконитовый песок имеет в своем составе до 8% K2O, что как известно увеличивает растворимость кварца, следовательно, интенсифицирует процесс обжига. Наличие в таком песке 3-5% P2O5 замедляет перерождение кварца в тридимит и способствует повышению прочности кремнеземистых изделий. Использование кальцинированной соды вместо щелочи экономически эффективно, поскольку ее цена примерно в 2,5 раза меньше, кроме того, кальцинированная сода гораздо безопасней с точки зрения экологии и охраны труда.
3. Состав шихты, мас.%
В мельницу 11 дозируется из бункера 4 весь песок, требуемый на один замес шихты, из бункера 5 добавляется кальцинированная сода, дозатором воды 8 влажность смеси доводится до 7-12%, мельница закрывается и производится помол до содержания тонкомолотой фракции (менее 0,063 мм) 10-30 мас.%. Далее шихта перегружается в смеситель 12, туда же добавляется из бункера 6 цемент, а из емкости 7 - суглинок с содержанием глинистых частиц (менее 0,005 мм) порядка 20 мас.%. Дозатором воды 8 влажность смеси доводится до 5-7% и производится смешивание, после чего готовую шихту формуют в изделия на прессе 13, сушат и обжигают. Введение глинистой добавки позволяет дополнительно увеличить прочность сырца до 1,5-2,5 МПа, а также получить изделия красных оттенков (без глины цвет изделий от светло-серого до белого). Поскольку супески и суглинки содержат 80-95% кварцевого песка, их также можно использовать в качестве основного сырья для производства керамических изделий по данной технологии на предлагаемой линии. Возможность использования суглинков будет определяться склонностью к налипанию на поверхности стенок мельницы и мелющих тел, другими словами максимально допустимым количеством глинистых частиц (менее 0,005 мм), предположительно - легкий и средний суглинки, то есть не более 20% глинистых частиц. Таким образом, предлагаемая технологическая линия позволяет варьировать последовательность технологических операций, изменять состав шихты, соответственно получать изделия с заданным уровнем прочностных и других служебных свойств. Если предполагается на данном предприятии производить изделия из кремнеземистой керамики одного состава, количество емкостей с добавками сокращается. Шихта на основе тонкомолотой содокремнистой смеси с различными добавками позволяет получать после прессования, сушки и обжига изделия высокого качества со стекловидной фазой. Прочность на сжатие составляет 30-70 МПа, морозостойкость - не менее 50 циклов.
Предлагаемая технологическая линия отвечает требованию «промышленная применимость» и может быть использована при производстве строительных изделий из кремнеземистой керамики, в том числе - лицевого кирпича методом полусухого прессования, без каких-либо ограничений и особых условий.
Источники информации
1. Авторское свидетельство №1399130, B28B 15/00, 1988 г.
2. Патент РФ RU 84300 U1, B28B 15/00, 10.07.2009 г.
3. Рохваргер Е.Л. и др. Строительная керамика: Справочник, 1976 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КРЕМНЕЗЕМИСТОЙ КЕРАМИКИ | 2006 |
|
RU2394792C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2033323C1 |
| КРЕМНЕЗЕМИСТАЯ КЕРАМИКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2191757C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2118565C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2378222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2005 |
|
RU2283818C1 |
| Технологическая линия производства керамических изделий | 1986 |
|
SU1399130A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ КЕРАМИЧЕСКОЙ ЧЕРЕПИЦЫ | 1993 |
|
RU2046707C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2009 |
|
RU2443660C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО И БЫСТРОТВЕРДЕЮЩЕГО АЛИТОВОГО ПОРТЛАНДЦЕМЕНТА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2520739C2 |
Изобретение относится к производству керамических строительных и дорожных материалов. Техническим результатом изобретения является получение на линии изделий с высокими физико-механическими свойствами, сокращение длительности технологического цикла линии, повышение производительности и эксплуатационной надежности линии. Технологическая линия для производства строительных изделий из кремнеземистой керамики включает последовательно размещенные приемный бункер песка, вибросито, склад песка, раздаточный бункер с дозатором, бункер щелочных добавок с дозатором, бункер вяжущих добавок с дозатором, емкость глинистых добавок с дозатором, дозатор воды, емкость поверхностно-активных веществ (ПАВ) с дозатором, бункер кварцево-глауконитового песка с дозатором, мельница для измельчения шихты, смеситель для эффективного перемешивания полусухой жесткой шихты, пресс полусухого прессования, автомат-садчик, пост термообработки и автомат разгрузчик-пакетировщик. 1 ил.
Технологическая линия для производства строительных изделий из кремнеземистой керамики, включающая последовательно размещенные приемный бункер песка, вибросито, склад песка, раздаточный бункер с дозатором, бункер щелочных добавок с дозатором, бункер вяжущих добавок с дозатором, емкость глинистых добавок с дозатором, дозатор воды, емкость поверхностно-активных веществ (ПАВ) с дозатором, бункер кварцево-глауконитового песка с дозатором, мельница для измельчения шихты, смеситель для эффективного перемешивания полусухой жесткой шихты, пресс полусухого прессования, автомат-садчик, пост термообработки и автомат разгрузчик-пакетировщик.
| 0 |
|
SU84300A1 | |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ МЕТОДОМ КОМПРЕССИОННОГО ФОРМОВАНИЯ | 2009 |
|
RU2397068C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2378222C1 |
| КОМПЛЕКС ПО ПРОИЗВОДСТВУ КЕРАМИЧЕСКОГО КИРПИЧА | 1992 |
|
RU2051032C1 |
| US 4225301 A, 30.09.1980. | |||

