Изобретение относится к устройству для упрочнения прокатываемого изделия большой длины с высокой пропускной способностью. Точнее, изобретение относится к устройству для термообработки с прокатного нагрева, по меньшей мере, участков поперечного сечения по длине последовательно изготавливаемого профилированного прокатываемого изделия, в частности, для закалки, по меньшей мере, головки рельса с длиной более 50 м, и последующего охлаждения до комнатной температуры, состоящее, по существу, из рольганга, средства для выравнивания прокатываемого изделия в осевом направлении, транспортировочного средства с опорой для прокатываемого изделия для его поперечной транспортировки, средства закалки с манипуляторным устройством и холодильником.
Для улучшения свойств материала прокатываемое изделие обычно подвергают термообработке, которая выполняется предпочтительно с использованием прокатного нагрева. Эта термообработка, которая приводит, по существу, к повышению механических свойств материала, таких как твердость, износоустойчивость и т.п., можно выполнять по всему поперечному сечению или же, как обычно для ходовых рельсов, лишь в его частичных зонах. При этом прокатываемый металл с аустенитной структурой или частичные зоны его поперечного сечения погружают по всей длине в охлаждающую среду и тем самым обеспечивают желательное преобразование структуры.
Устройства для выполнения таких способов термообработки известны (ЕР-0441766 В1) и надежно себя зарекомендовали относительно улучшения рабочих характеристик железнодорожных рельсов.
В зависимости от конечной температуры проката и удельной массы, соответственно, массы на единицу длины прокатываемого изделия, для его термообработки необходимо соответствующее время погружения и время выдержки в охлаждающей жидкости, так что пропускная способность устройства термообработки ограничена. Другими словами, максимально возможная пропускная способность установки термообработки с погружением в охлаждающий резервуар ограничивает производительность расположенного перед ним прокатного устройства.
Современные сортопрокатные станы с расположенными на входе нагревательными печами, в частности, для металла для разливки непрерывным способом, в большинстве случаев имеют максимально возможную производительность проката, которая превышает пропускную способность установок термообработки с погружением, так что при последовательном изготовлении закаленных рельсов необходимо понижать производительность проката.
Для устранения этого, в частности, экономического недостатка уже предложено подвергать прокатываемый металл термообработке при прохождении через участок охлаждения, снабженный орошающими средствами. Однако этот способ непрерывной обработки требует большой длины устройства и в большинстве случаев не обеспечивает необходимого качества прокатываемого изделия.
Поэтому задачей данного изобретения является устранение недостатков известных устройств термообработки прокатываемого изделия указанного в начале типа, и создание устройства, которое обеспечивает высокое качество и хорошие эксплуатационные свойства пропускаемого прокатываемого изделия, а также имеет высокую производительность, и обеспечивает обработку последовательно изготавливаемого прокатываемого изделия, в частности, рельсов с длиной более 50 м, из прокатных станов с высокой производительностью с использованием прокатного нагрева и их термообработку.
Эта задача решена посредством устройства согласно изобретению, содержащего рольганг, средство для выправления в осевом направлении рельса, средство с опорой для транспортировки рельса в поперечном направлении, средство для закалки, систему манипуляторов и холодильник, при этом рольганг имеет средство для позиционирования рельса в продольном направлении, подаваемого в положении лежа, по меньшей мере, на одной зоне поперечного сечения и соответствующее направляющее средство, средство для закалки рельса образовано, по меньшей мере, из двух расположенных рядом друг с другом средств жидкостного охлаждения, продольное направление которых параллельно направляющему средству, с манипуляторами для перемещения рельса, причем рядом со средствами жидкостного охлаждения параллельно их продольному направлению расположена зона укладки холодильника, средство для транспортировки рельса в поперечном направлении имеет, по меньшей мере, два установленных с возможностью одновременного перемещения между роликами рольганга кронштейна с расположенными на концах опорами для рельса, при этом опоры установлены на кронштейнах с возможностью перемещения в поперечном направлении из средства для выправления положения в рольганге в зону укладки холодильника, подъема и опускания так, что все опоры превышают плоскость транспортирования рольганга.
Обеспечиваемые с помощью изобретения преимущества состоят, в частности, в том, что с помощью этого устройства простым образом обеспечивается возможность последовательного позиционирования и выравнивания в осевом направлении с высокой точностью прокатываемого изделия в зоне поперечной транспортировки рольганга, при этом с помощью опор для прокатываемого изделия средства поперечной транспортировки одновременно, то есть без влияния на регулировки и на процесс выравнивания в осевом направлении, выправленное перед этим и подаваемое прокатываемое изделие можно переносить в зоны опоры средства охлаждения или из них в зону укладки холодильника или с рольганга непосредственно на холодильник. При этом важно, чтобы только опоры для прокатываемого изделия перемещаемых между роликами рольганга кронштейнов средства поперечной транспортировки были установлены с возможностью поднимания над верхним уровнем роликов рольганга, соответственно, их плоскости транспортировки. При таком выполнении устройства можно расположить, по меньшей мере, два средства для закалки на одной стороне рольганга, так что холодильник предусмотрен только с одной стороны, что обеспечивает экономические преимущества. Расположенное на рольганге и выправленное по направлению оси прокатываемое изделие можно с помощью опор кронштейнов поднимать с рольганга и укладывать, например, в зоне опоры средства жидкостного охлаждения, которое выполнено в виде манипулятора. После этого средство поперечной транспортировки освобождается для транспортировки другого прокатываемого изделия, при этом манипулятор один и самостоятельно может выправлять уложенный прокатываемый металл относительно направления его поперечного сечения, вносить, по меньшей мере, частично, в охлаждающую среду, вынимать и передавать для транспортировки к холодильнику. Это разделение согласно изобретению поперечной транспортировки прокатываемого изделия также через занятые средства охлаждения с конечным укладыванием в холодильник и точное помещение прокатываемого изделия в охлаждающую среду улучшает манипулирование, а также обработку охлаждением и надежно обеспечивает получение закаленных прокатных изделий с постоянно высоким качеством. Предпочтительным и экономичным образом производительность и пропускная способность устройства удваивается при применении двух средств для закалки рядом друг с другом.
Когда устройство предусмотрено для прокатываемого изделия в виде ходового или железнодорожного рельса, две зоны поперечного сечения которого лежат на рольганге, и устройство позиционирования выполнено в виде электронно управляемого средства и/или имеет направляющую линейку или поперечный упор, можно предпочтительно уменьшать время пребывания рельса на рольганге, улучшить температурный режим и при необходимости повысить производительность установки. Кроме того, это положение особенно пригодно для так называемого вертикального расположения рельса "головой вниз" с помощью манипуляторов.
Когда, как предусмотрено в одном варианте выполнения изобретения, средства жидкостного охлаждения выполнены в виде резервуаров погружения, которые со стороны дна и при необходимости по бокам имеют горизонтально и вертикально установленные упоры для нивелирования и направления прокатываемого изделия, обеспечивается, в частности, при охлаждении участков поперечного сечения рельса, максимально постоянное по длине охлаждение и распределение прочности, что повышает качество изделия.
Для обеспечения постоянных и высоких рабочих характеристик является предпочтительным, когда предусмотрены средства для прижимания прокатываемого изделия, в частности, рельса, с помощью которых прокатываемый металл или рельс во время охлаждения прижимается к нивелировочным упорам в резервуаре для погружения, поскольку за счет этого эффективно предотвращается искривление, вызываемое охлаждением, и можно обеспечивать полностью одинаковое местное охлаждение поверхности.
Особенно экономичные преимущества обеспечиваются при применении указанного выше устройства для закалки, по меньшей мере, головки рельсов с длиной более 50 м и последующего охлаждения до комнатной температуры при превышающем частоту подачи времени прохождения рельса через установку закалки, поскольку с помощью относительно низкой стоимости установки возможно большое повышение производительности.
Ниже приводится подробное описание изобретения со ссылками на единственный чертеж, на котором показан один вариант выполнения.
На чертеже показано устройство согласно изобретению, содержащее средство 3 для закалки, состоящее из двух средств 31 и 32 жидкостного охлаждения, которые расположены между рольгангом 1 и холодильником 4. В приведенном в качестве примера схематичном виде, в одном из средств 31 жидкостного охлаждения показано прокатываемое изделие S в виде головки рельса в погруженном в охлаждающую жидкость 315 положении. За счет прижимающих средств 314 и нивелировочных упоров 313 рельс располагается в резервуаре 312 для погружения так, что осуществляется интенсивное охлаждение точно лишь головки. Однако можно также интенсивно охлаждать все поперечное сечение рельса за счет более глубокого расположения упоров 313 под поверхностью охлаждающей жидкости 315. Второе средство 32 жидкостного охлаждения находится в готовности.
Как показано также на фиг.1, приходящий с прокатного стана (не изображен) рельс S расположен на рольганге 1 и направляется вдоль оси с помощью направляющего средства 2, при необходимости с помощью направляющей линейки 21. Средство 5 поперечной транспортировки с кронштейном 51 и соответствующей опорой 52 для прокатываемого изделия расположено с возможностью обратного перемещения в зону рольганга 1. Однако такое средство 5 поперечной транспортировки может быть установлено также в зоне холодильника.
Для транспортировки в поперечном направлении происходит одновременное смещение кронштейнов 51 так, что расположенные на них опоры 52 для прокатываемого изделия при их поднимании поднимают прокатываемое изделие S с рольганга 1 с сохранением его осевого направления, переносят и могут перемещать в поперечном направлении в сторону холодильника 4. При этом для изобретения является существенным, что в ходе поперечной транспортировки опоры 52 для прокатываемого изделия средства 5 поперечной транспортировки, даже когда опоры 52 перемещаются в самую наружную противоположную зону, например, при укладывании прокатываемого изделия S в зоне 41 укладки холодильника 4, могут в вертикальном направлении преодолевать плоскость 11 транспортировки рольганга.
Позиционированное и выправленное в осевом направлении прокатываемое изделие S, две зоны поперечного сечения которого предпочтительно лежат на плоскости 11 транспортировки рольганга 1, затем в этом положении можно поднимать по вертикали с помощью опоры 52 для прокатываемого изделия и, по существу, горизонтально, соответственно, поперечно перемещать к находящемуся в готовности средству жидкостного охлаждения, обозначенному на фиг.1 позицией 32. Такое положение поперечного сечения прокатываемого изделия S на опорах 52 для прокатываемого изделия является благоприятным для его захвата и перевода в вертикальное положение "головой вниз" с помощью манипулятора 321, с помощью которого осуществляется также опускание или помещение головки рельса в охлаждающую жидкость 325. Во время нахождения рельса в охлаждающей жидкости 325 он может быть зажат с целью стабилизации с помощью прижимающего средства 324 и нивелировочных упоров 323.
Поскольку, согласно изобретению, как указывалось выше, опоры 52 для прокатываемого изделия могут быть приведены исключительно на уровень, лежащий над плоскостью 11 транспортировки рольганга 1, то несмотря на действия, связанные с поперечной транспортировкой, можно подавать с прокатного стана следующий рельс на рольганг 1 и на нем располагать и выправлять. Извлечение прокатываемого изделия S из средств 31, 32 жидкостного охлаждения с помощью манипуляторов 311, 312 и снятие их с помощью опор 52 для прокатываемого изделия можно выполнять по существу тем же образом, после чего осуществлять перемещение и укладку в зоне 41 укладки холодильника 4.
При большой производительности проката устройство 3 закалки можно выполнять также с более чем двумя средствами жидкостного охлаждения, при этом в любом случае предпочтительно использовать программируемый блок управления ходом изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ РЕЛЬСОВ | 2009 |
|
RU2388834C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННОГО ПРОКАТА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРОФИЛИРОВАННЫЙ ПРОКАТ | 1995 |
|
RU2101369C1 |
| Устройство для закалки рельсов | 1932 |
|
SU52001A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| СПОСОБ ЗАКАЛКИ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2226557C2 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2530429C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЛЬСОВ | 2002 |
|
RU2272080C2 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ РЕЛЬСОВ | 1927 |
|
SU27069A1 |
| Холодильник для слябов и листового проката | 1982 |
|
SU1058656A1 |
| Способ закалки концов рельсов с прокатного нагрева | 1989 |
|
SU1663035A1 |
Изобретение относится к устройству для термообработки с прокатного нагрева, по меньшей мере, участков поперечного сечения по длине последовательно изготавливаемого сортового проката. Техническим результатом изобретения является создание устройства, которое обеспечивает высокое качество и хорошие эксплуатационные свойства пропускаемого прокатываемого изделия, а также высокую производительность и обработку последовательно изготавливаемого сортового проката, в частности, рельсов с длиной более 50 м, из прокатных станов с высокой производительностью с использованием прокатного нагрева и их термообработку. Для обеспечения высокого качества и хороших рабочих характеристик прошедшего через устройство термообработки с использованием прокатного нагрева из прокатных станов с высокой производительностью, согласно изобретению предусмотрено, что рольганг имеет устройство для позиционирования в продольном направлении прокатываемого изделия и соответствующее направляющее средство, что устройство закалки образовано, по меньшей мере, из двух расположенных рядом друг с другом устройств жидкостного охлаждения с манипуляторами для перемещения прокатываемого изделия, что рядом с устройствами жидкостного охлаждения и параллельно их продольному направлению находится зона укладки холодильника, и что средство для поперечной транспортировки имеет, по меньшей мере, два установленных с возможностью одновременного перемещения между роликами рольганга кронштейна с расположенными на концах опорами для прокатываемого изделия. 2 н. и 4 з.п. ф-лы, 1 ил.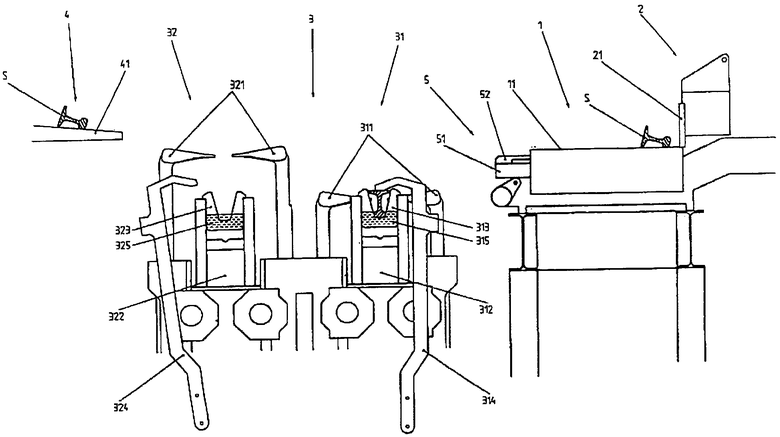
| ЕР 0441766 А1, 14.08.1991 | |||
| RU 2003705 C1, 30.11.1993 | |||
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННОГО ПРОКАТА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРОФИЛИРОВАННЫЙ ПРОКАТ | 1995 |
|
RU2101369C1 |

