(54)ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ПОЛОТНИЩ С ПЕРЕКРЕСТНЫМ НАБОРОМ РЕБЕР ЖЕСТКОСТИ | 1992 |
|
RU2089368C1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для изготовления сварных конструкций | 1974 |
|
SU504625A1 |
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |
| Самоходный полупортал для установки,приварки и набора на полотнище судовой секции | 1983 |
|
SU1165549A1 |
| Устройство для сборки под сварку двутавровой балки из стенки и двух полок | 1979 |
|
SU872140A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
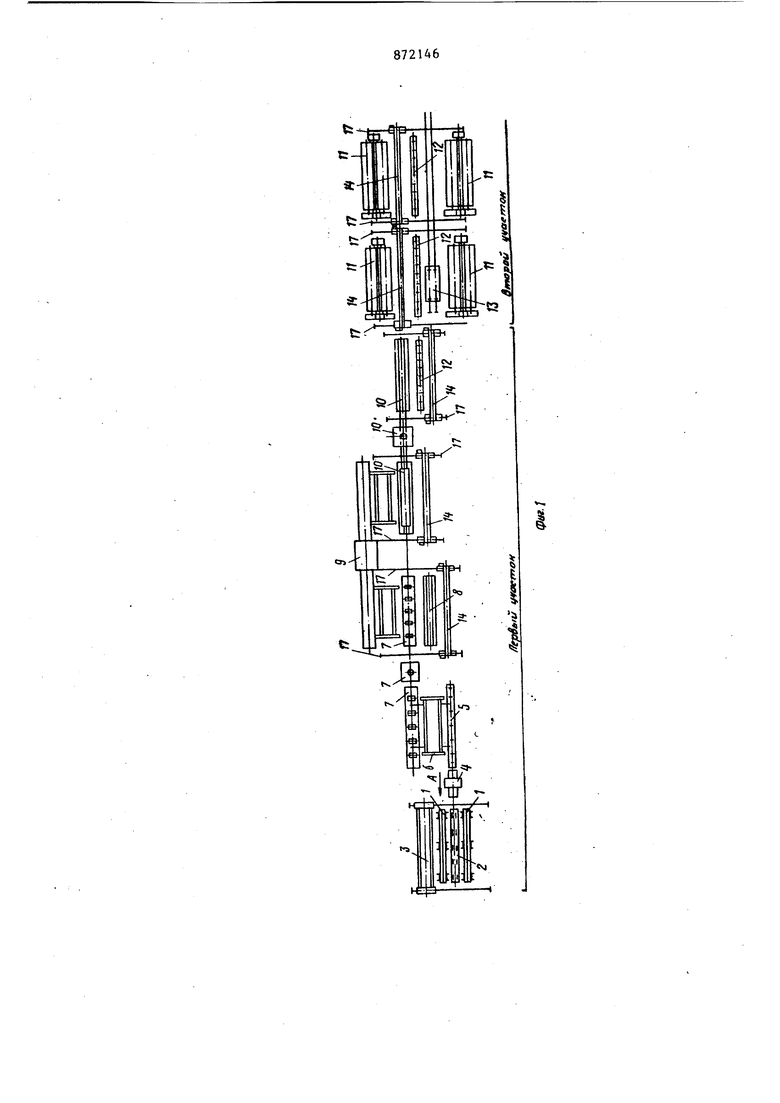
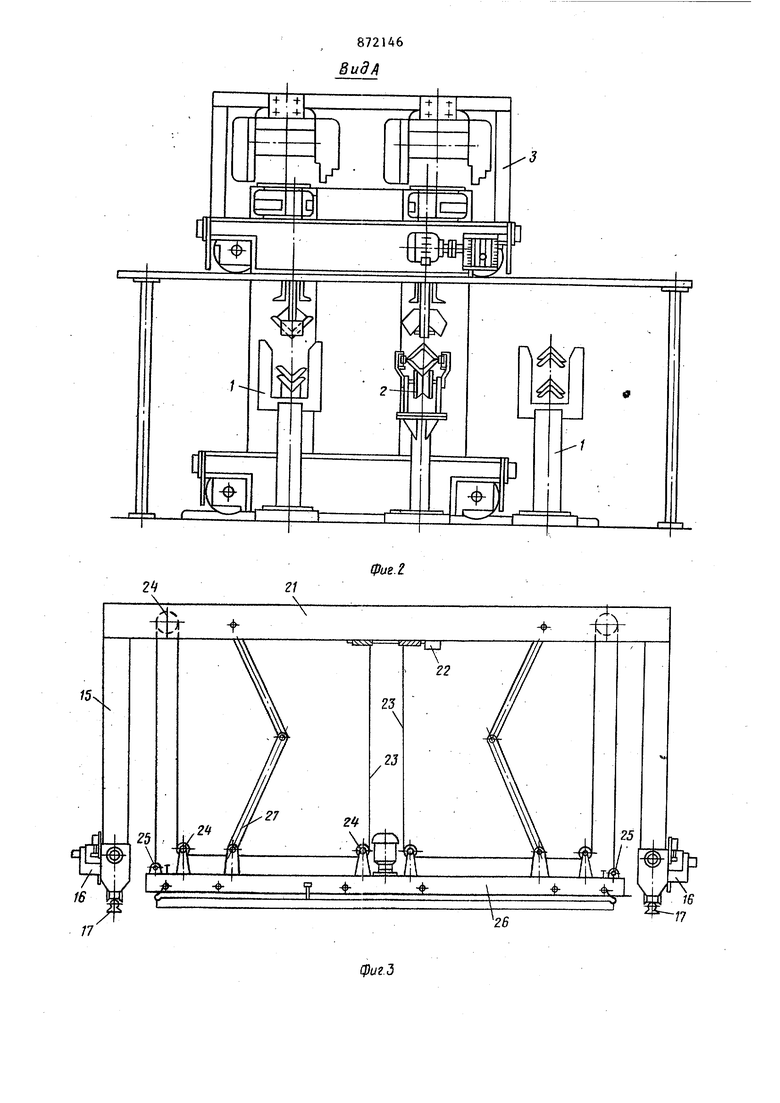
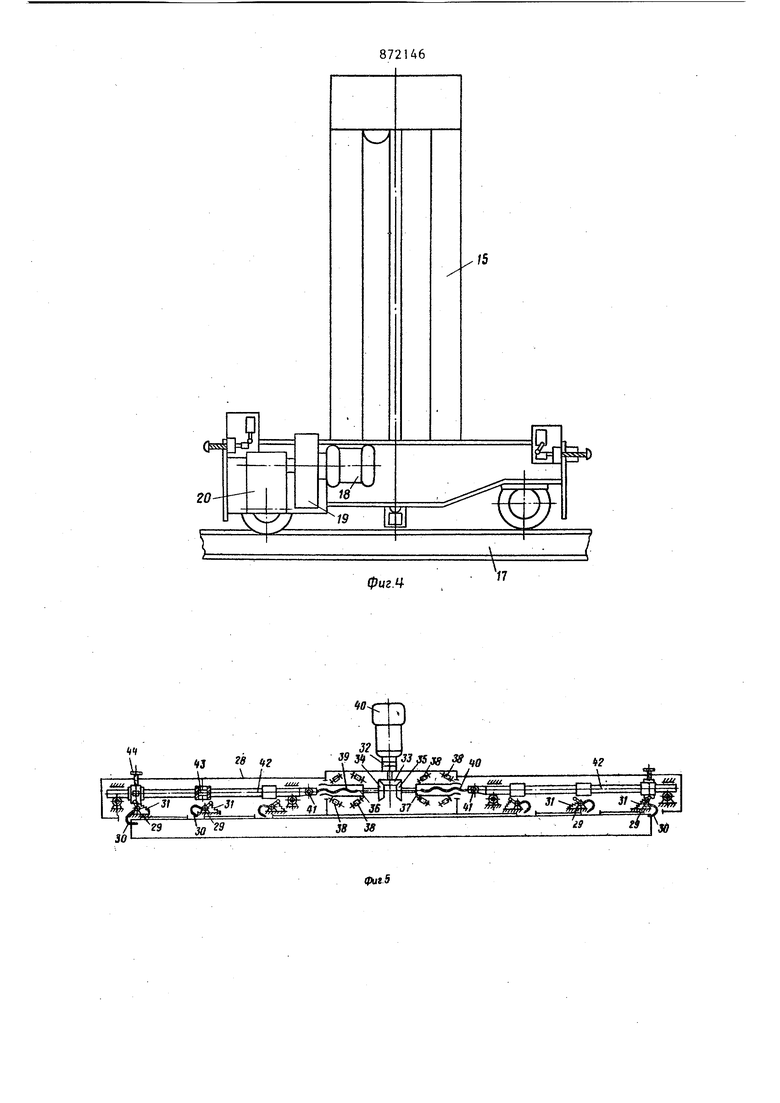
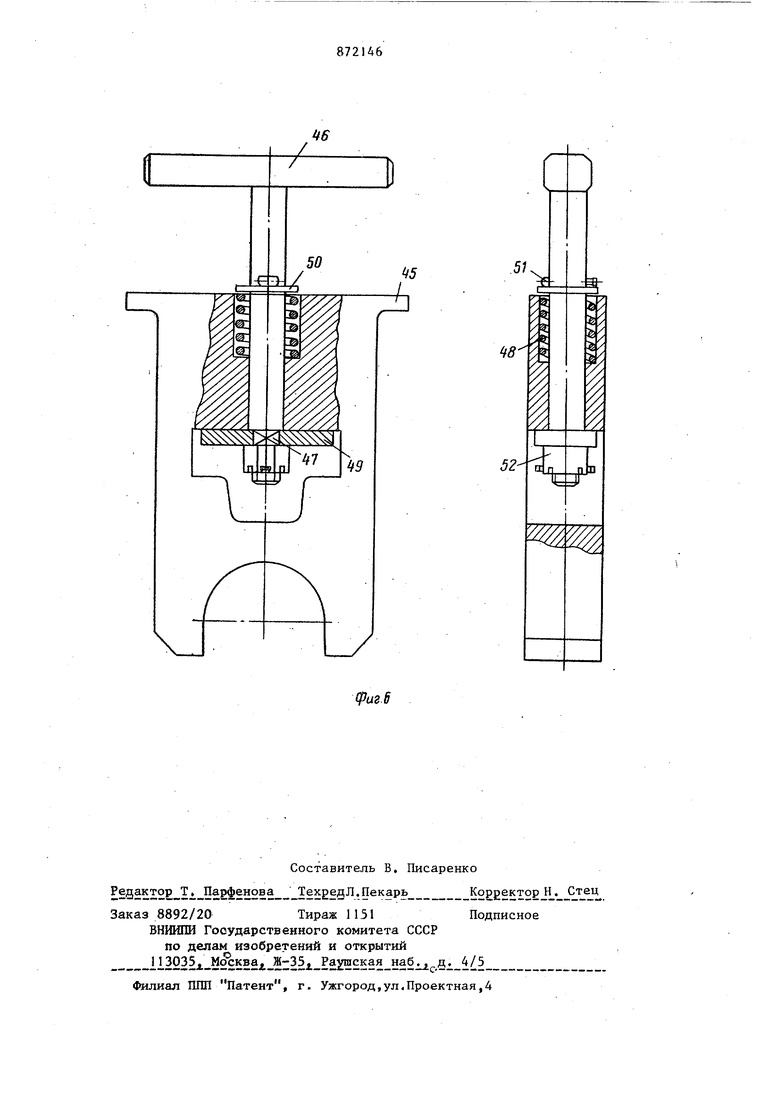
Изобретение относится к сварке,а именно к конструкции поточной линии для изготовления сварных изделий, преимущественно крупногабаритных балок, основным элементом которых являются динномерные балки коробчатого сечения. Известна поточная линия для изготовления сварнь к конструкций, содержа щая два параллельных потока, в каждом из которых последовательно установлено оборудование для газовой резки и сварки, соединенные между собой рольгангом, при этом оба потока соединены между собой транспортным средством, вьтолненным в виде, по меньшей мере, одной самоходной тележки, на верхней плоскости которой смонтирован дополнительный рольганг, размещенный парал лельно продольной оси поточной линии Однако на этой линии невозможно изготовление сварных изделий простран ственных конструкций. К тому же самоходной тележкой этой линии невозможно производить перегрузку балок в сварочные кондукторы. Известна поточная линия для изготовления сварных изделий, преимущественно крупногабаритных балок, содержащая размещенные в линию технологическое оборудование для сборки, сварки и обработки изделий, расположенные параллельно оборудованию транспортные средства, а также размещенные в линий устройства для подъема и транспортировки изделий в поперечном направлении f2. Недостатком такой линии является то, что она малопроизводительна,так как предназначена для изделий определенной длины или незначительно отличающихся по длине. Цель изобретения - создание такой конструкции поточной линии, которая позволила бы повысить производительность благодаря уменьшению времени на переналадку при подъеме и транспортировке изделий разных типоразмеров. Указанная цель в предлагаемой поточной линии для изготовления сварных изделий, преимущественно крупногабаритных -балок, содержащей размещенное в линию технологическое оборудование для сборки, сварки и обработки изде.лий, расположенные параллельно оборудованию транспортные средства, а также размещенные в линии устройства для подъема и транспортировки изделий в поперечном направлении, достигается тем, что каждое устройство для подъема и транспортировки изделий выполнено в виде приводного портала, снабженного подъемной траверсой, несущей попарно расположенные, шарнирно установленные и подпружиненные относитель но нее захваты в виде двуплечих подпружиненных: рычагов, два быстросъемных корпуса с фиксаторами, а также подвижные вдоль продольной оси травер сы от индивидуального привода штанги, при этом в каждой штанге выполнены гнезда и пазы для размещения в них и фиксации быстросъемных корпусов, взаимодейств5тощих при перемещении штанг с подпружиненными плечами захватов, а фиксатор быстросъемного корпуса вьтолнен в виде поворотной и под пружиненной относительно корпуса план ки, вза:имодейству1ощей с пазами штанги На фиг. 1 изображена поточная линия, вид сверху; на фиг. 2 - вид А на фиг. I; на фиг. 3 - подъемнотранспортный манипулятор, вид спереди; на фиг. .4 - то же, вид сбоку,-на фиг. 5 - схема траверсы для захвата груза; на фиг. 6 - быстросъемный корпус с фиксатором. Поточная линия состоит из двух сборочно-сварочных участков: первый участок для изготовления балки и пред варительной ее сборки-сварки, второй участок для окончательной сборкисварки изделия. На первом участке размещены стелла жи 1, механизм подачи 2, автоматический сборщик 3, двухшовный сварочный полуавтомат ,4 приемный рольганг 5,. механизированный стеллаж 6, установка 7 для правки балки, стенд 8 для сборки-прихватки к балкам кронштейнов, автоматическая установка 9 для привар ки кронштейнов, установка 10 для правки балки с кронштейном. На втором участке расположены четы ре сборочно-сварочных манипулятора 11 Транспортная система линии, помимо основного технологического оборудования, перемещающего балки, содержит приводной транспортер 12, двухосную самоходную тележку I3, расположенную параллельно линии оборудования и предназначенную для продольного перемещения балки изделия, устройство, выполненное в виде двухприводной портальной тележки 14 для поперечного, перемещения балки, сборки и транспбртировки изделия с позиции на позицию. Двухприводная портальная тележка 14 состоит их четырехколесной тележки 15, перемещаемой при помощи 2-х приводов 16 по рельсам 17 Каждый привод 16 содержит электровигатель 18, колодочный тормоз 19 и редуктор 20, посаженньш на ось ведущего кодеса, К продольному мосту 21 тележки 15 рикреплен механизм подъема 1 (лебедка электрическая или электроталь), на тросах 23 которого через блоки 24 на осях 25 подвешена траверса 26.Для предотвращения раскачивания во время передвижения траверса 26 шарнирно соединена с мостом 21 при помощи предохранительных рычагов 27. Траверса 26 представляет собой полую несущую балку 28, внутри которой на осях 29 смонтированы захваты 30, выполненные в виде подпружиненных двуплечих рычагов, находящихся внутри балки под действием пружин 31. На балке в средней части установлен привод (мотор-редуктор)32, на выходном валу которого установлена коническая шестерня 33 взаимодействующая с двумя другими коническими шестернями 34 и 35, выполненными за одно целое с гайками 36 с(левой)резьбой и 37 с(правой)резьбой и установленными в подшипниковых опорах 38. В гайки 36 и 37 .ввернуты ходовые винты 39 и 40, соединенные осями 4 со штангами 42., имеющими пазы 43, в один из которых на каждой штанге 42 вставлены быстросъемные корпуса 44. Корпус 44 имеет выступы 45, поворотную ручку 46 с квадратным хвостовиком 47, пружину 48, планку 49, шайбу 50, шплинт 51 и коническую гайку 52. Линия работает следующим образом. На первом участке изготовления балки и предварительной ее сборкисварки две пачки составных элементов балки из углового проката укладываются цеховой кран-балкой на стеллажи I расположенные по обе стороны механизма подачи 2. На одном стеллаже элементы уложены углами вверх на другом углами вниз. Автоматический сборщик, попеременно перемещаясь влево и вправо на одинаковое расстояние от механизма подачи 2, производит на нем сборку балки. Затем механизм подачи 2 подает собранные элементы к двухшов- ному сварочному полуавтомату 4, где производится сварка балки. После того как сваренная-балка выйдет на приемный рольганг 5, она снимается механизированным стеллажом 6, которым передается и укладьгеается на установку правки балки на подпружиненных роликах рольгангов 7. После правки балка снимается с установки 7 двухпроводной портальной тележкой 14, которая расположена на этом участке и укладывает ся на стенд 8 сборки-прихватки кронштейнов к балке. После прихватки переносится этой же портальной тележкой 1 на автоматическую установку 9 для при варки кронштейнов к балке, откуда.ее уже другой портальной тележкой 14,сто щей на выходе балки из автоматической установки 9 для приварки кронштейнов к балке, сйимают и укладьгоают на уста новку 10 для правки балок с кронштейнами. Пройдя через установки 10 ля прав ки балок с кронштейнами, выправленная балка снимается третьей двухприводной портальной тележкой 14 и укладывается на приводной транспортер 12, который транспортирует ее на второй участок окончательной сборки и сварки изделий Здесь балку снимает одна из двух портальных тележек 14 и укладывает в сборочно-сварочный манипулятор 11, где производится сборка с балками меньших размеров и другими элементами, сварка, зачистка, контроль и съем готового изделия этой же портальной тележкой 14 и укладка на двухосную самоходную тележку 13 для отправки изделия на склад. Двухприводная портальная тележка 14 для перегрузки изделий работает следующим образом Для сборки и перегрузки изделий включаются приводы 16 и двухприводная портальная тележка 14 по рельсам 17 перемещается до тех пор, пока ось тра версы 26 не совместится с осью балки, после чего механизмом подъема 22 траверсы 26 опускаются на балку и включается привод 32. От конической шее- терни 33 вращение .через шестерни 34 и 35 передается на гайки 36 к 37 а их вращение преобразуется в поступательное движение ходовых винтов 39 и 40 и связанных с ними штанг 42, которые, в свою очередь, через вставленные в пазы 43 корпуса 44 зажимают балку захватами 30 Затем механизмом подъема 22 траверса 26 поднимается на необходимую высоту, включаются приводы 16 и двухприводная портальная тележка 14 с балкой перемещается по рельсам 17 на следующую позицию до тех пор, пока не расположится над предназначенным ей местом в кондукторе сборочно-сварочного манипулятора -I. После этого механизмом подъема 22 траверса 26 опускается, укладывая . балку в кондуктор сборочно-сварочного манипулятора 11, включается привод 32 и, захваты 30, раздвигаясь, освобождают бапку. Двухприводная портальная тележка, подняв траверсу 26 на необходимую высоту, перемещается к месту складирования других элементов изделия (к балкам значительно меньшей длины), В этом случае в корпусе 44 при помощи поворотной ручки 46 разворачивают закрепленную на его квадратном хвостовике планку 49 на 90, устанавливают ее.в положение, параллельное пазу 43 в штанге 42 и корпус 44 за поворотную планку 46 вынимают из паза 43 и вставляют в другой паз 43, соответствующий дл1ше балки. Ручка 46 разворачивается в исходное положение и таким образом корпус 44 фиксируется в пазе 43 штанги 42. Дальнейший захват, перемещение и освобождение балки производится так же как при работе с длинной балкой. После сборки, сварки, зачистки и контроля изделие захватывается за торцы балки той же двухприводной портальной тележкой 14 с переставлениыми корпусами 44, транспортируется и укладывается на двухосную самоходную тележку 13, которой изделие передается на склад. Годовой экономический эффект от использования данной поточной линии предлагаемой конструкции составляет 332 тыс. р. кроме того, использование предполагаемого изобретения позволяет расширить технологические возможности и увеличить производительность линии. Формула изобретения 1. Поточная линия для изготовления сварных изделий, преимущественно круп,78 негабаритных балок, содержащая раз мещенное в линию технологическое оборудование для сборки, сварки и обработки изделий, расположенные параллельно обо зудованию транспортные сред ства, а также размещенные в линии устройства для подъема и транспортировки изделий в поперечном направлении, отличающаяся тем. что, с ЦЕЛЬЮ повьппения производительности путем уменьшения времени на переналадку при подъеме и транспортировке изделий разных типоразмеров, каждое устройство для ,подъема и транс портировки изделий выполнено в виде приводного портала, снабженного подъе ной траверсой, несущей попарно расположенные, шарнирно установленные и подпружиненные относительно нее зах ваты в виде двуплечих подпружиненных рычагов, два быстросъемных корпуса с 6 8 фиксаторами, а также подвижные вдоль продольной оси траверсы от индивидуального привода штанги, при этом в каждой штанге выполнены гнезда и пазы для размещения в них и фиксации быстросъемных корпусов, взаимодействующих при перемещении штанг с подпружиненными плечами захватов. 2. Линия ПОП.1, отличающаяся тем, что фиксатор быстросъемного корпуса выполнен в виде поворотной и подпружиненной относительно корпуса планки, взаимодействующей с пазами штанги. Источники информации, принятые во внимание при экспертизе . Авторское свидетельство СССР № 504625, кл. В 23 К 37/04, 30.09.74. 2. Авторское свидетельство СССР № 522932, кл. В 23 К 37/04, 23.05.73 (прототип).
t4l
sa
:
J
18
g IcjJ
Л
фцгЧ ASSSLf/ L -rj-nSN г-H-I . да да
51
/г
;i
I
52
