Изобретение относится к автоматизированным системам управления технологическими процессами и может быть использовано для управления приготовлением многокомпонентных шлакообразующих смесей (ШОС) на предприятиях металлургической промышленности.
Известна система управления процессом дозирования и смешивания сухих компонентов и связующего в ОАО "УКРГРАФИТ", которая функционально представлена двумя уровнями автоматизации. Уровень визуализации содержит логические функциональные блоки: блок заданий, блок технологического интерфейса и блок хранения данных процесса. Уровень управляющей подсистемы содержит логические функциональные блоки: блок входных сигналов, блок диагностики, блок контроля и сигнализации, блок межуровневого обмена, блок управления шнековым питателем бункера, блок управления питателем дозатора, блок управления смесителем, блок выходных сигналов (Автоматизированная система управления процессом дозирования и смешивания сухих компонентов и связующего в ОАО "УКРГРАФИТ" под редакцией В.В.Синячкова, А.И.Курочка, Металлург №2, 2002 г, с.32-33).
Недостатком данной системы является то, что в процессе дозирования компонентов смеси не учитывается химический состав каждого исходного компонента и химический состав готовой порции смеси после разгрузки сдозированных компонентов, в результате чего полученная смесь может не соответствовать заданному химическому составу. Важно также и то, что в случае непопадания в заданные интервалы процентного содержания составляющих смеси, коррекция готовой порции не представляется возможным. Все перечисленное снижает точность и надежность в процессе приготовления смеси.
Описанный выше аналог является наиболее близким по технической сущности и решаемой задаче и выбран заявителем за прототип.
Применение подобной системы для приготовления ШОС с достаточно узкими пределами колебаний химического состава по определяющим составляющим смеси ограничивает функциональные возможности при управлении приготовлением ШОС и повышает риск получения продукта с отклонениями от заданного качества.
Задачей предлагаемого изобретения является повышение эффективности управления процессом приготовления ШОС заданного химического состава путем повышения точности дозирования исходных компонентов смеси за счет автоматического управления основными операциями технологического процесса (загрузка весового дозатора по рецептам основного дозирования и коррекций, генерируемых в результате расчетов по оптимизационным алгоритмам, разгрузка весового дозатора и последующее смешивание сдозированных компонентов в смесителе), а также за счет обеспечения оперативного персонала информацией о параметрах технологического процесса, сбора, хранения информации и контроля за состоянием технологического оборудования.
Поставленная задача достигается тем, что в автоматизированной системе управления процессом приготовления шлакообразующих смесей, содержащей уровень визуализации, включающий последовательно соединенные блок заданий, блок технологического интерфейса, предназначенный для передачи информации и отображения состояния технологического процесса в режиме реального времени, блок хранения данных процесса и уровень управляющей подсистемы, включающий блок входных сигналов, блок диагностики, предназначенный для определения правильности и достоверности входных сигналов, блок контроля и сигнализации, предназначенный для контроля и формирования данных о предаварийных и аварийных состояниях механизмов и блок межуровневого обмена данными, блок управления шнековым питателем бункера, блок управления питателем дозатора, блок управления смесителем и блок выходных сигналов, согласно изобретению в уровень управляющей подсистемы введен блок координатора технологического процесса, предназначенный для формирования задания на управление текущим состоянием механизмов, а в уровень визуализации введен блок хранения и приема химического анализа проб смеси и исходных компонентов, блок расчета основного рецепта дозирования, предназначенный для расчета и сравнения полученного и заданного состава смеси, и блок расчета рецепта дозирования коррекций, причем второй выход блока заданий соединен с первым входом блока расчета основного рецепта дозирования, при этом блок заданий обеспечивает подачу настроечных параметров и задания для управления технологическим процессом в блок технологического интерфейса, ввод перед началом цикла приготовления партии шлакообразующей смеси ее веса и типа, ввод веса загруженных в исходные бункера материалов через блок технологического интерфейса и блок межуровневого обмена в блок координатора технологического процесса, ввод заданного химического состава для каждого типа шлакообразующей смеси в блок хранения и приема химического анализа проб смеси и исходных компонентов, а второй вход блока расчета основного рецепта дозирования соединен с первым выходом блока хранения и приема химического анализа проб смеси и исходных компонентов, второй выход которого соединен с блоком расчета рецепта дозирования коррекций, а второй выход блока технологического интерфейса, выход блока расчета основного рецепта дозирования и выход блока расчета рецепта дозирования коррекций соединены через блок межуровневого обмена с первым входом блока координатора технологического процесса, при этом данные об итоговом весе партии смеси, из которого через блок межуровневого обмена поступают в блок расчета рецепта дозирования коррекций, а первый выход блока координатора технологического процесса в свою очередь соединен через блок межуровневого обмена со вторым входом блока технологического интерфейса, а второй выход блока координатора технологического процесса последовательно соединен с блоком управления шнековым питателем бункера и блоком выходных сигналов, третий выход координатора технологического процесса последовательно соединен с блоком управления питателем дозатора и блоком выходных сигналов, четвертый выход координатора технологического процесса последовательно соединен с блоком управления смесителя и блоком выходных сигналов, пятый выход координатора технологического процесса последовательно соединен через блок контроля и сигнализации с блоком выходных сигналов, а второй выход блока контроля и сигнализации соединен со вторым входом координатора технологического процесса, при этом блок входных сигналов соединен через блок диагностики с третьим входом координатора технологического процесса.
Технический результат, который может быть получен от использования предлагаемого изобретения, заключается в том, что введение в уровень управляющей подсистемы блока координатора технологического процесса, предназначенного для формирования задания на управление текущим состоянием механизмов, позволило объединить сбор информации, повысить точность дозирования исходных компонентов, обеспечить контроль и осуществить скоординированное автоматическое управляющее воздействие на расходный бункер, дозатор и смеситель. Все это обеспечивает полное соблюдение требований технологии приготовления и дозирования ШОС, сокращает время технологического цикла и значительно снижает риск получения смеси с отклонениями от заданного химического состава. Введение в уровень визуализации блоков хранения и приема химического анализа проб смеси и исходных компонентов, блока расчета основного рецепта дозирования, предназначенного для расчета и сравнения полученного и заданного состава смеси, и блока расчета рецепта дозирования коррекций позволяет получать стабильный состав готовой ШОС.
Разработанные оптимизационные алгоритмы, заложенные в основу функционирования блока расчета основного рецепта дозирования и блока расчета рецепта дозирования коррекций, позволяют рассчитать, в зависимости от заданных пределов химического состава ШОС, рецепт основного дозирования и прогнозируемый химический состав смеси, а в случае отклонения химического состава полученной смеси от заданного рассчитать и рецепт коррекции.
На фиг.1 представлена функциональная блок-схема автоматизированной системы управления процессом приготовления шлакообразующих смесей.
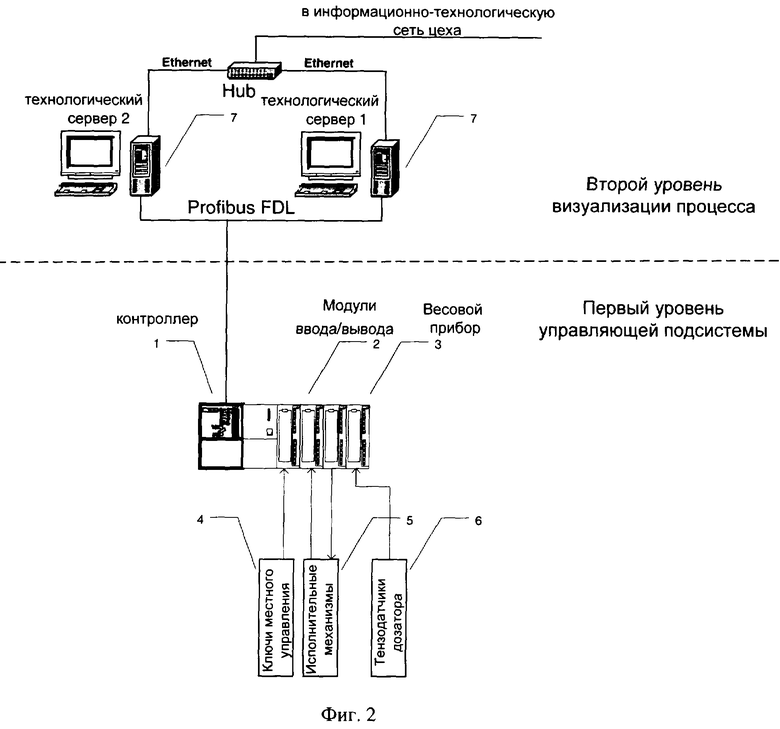
На фиг.2 изображена техническая структура автоматизированной системы управления процессом приготовления шлакообразующих смесей.
По функциональной структуре (фиг.1) система представляет собой двухуровневую систему: первый уровень - управляющая подсистема, второй уровень - уровень визуализации технологического процесса.
Управляющая подсистема содержит логические функциональные блоки: блок входных сигналов 1, блок координатора технологического процесса 2, предназначенный для формирования задания на управление текущим состоянием механизмов, блок управления шнековым питателем бункера 3, блок управления питателем дозатора 4, блок управления смесителем 5, блок диагностики 6, предназначенный для определения правильности и достоверности входных сигналов, блок контроля и сигнализации 7, предназначенный для контроля и формирования данных о предаварийных и аварийных состояниях механизмов, блок выходных сигналов 8, блок межуровневого обмена данными 9.
Уровень визуализации содержит логические функциональные блоки: блок заданий 10, блок технологического интерфейса 11, предназначенный для передачи информации и отображения состояния технологического процесса в режиме реального времени, блок хранения данных процесса 12, блок хранения и приема химического анализа проб смеси и исходных компонентов 13, блок расчета основного рецепта дозирования 14, предназначенный для расчета и сравнения полученного и заданного состава смеси, и блок расчета рецепта дозирования коррекций 15.
При этом блок заданий 10, блок технологического интерфейса 11, блок хранения данных процесса 12 последовательно соединены между собой, причем второй выход блока заданий 10 соединен с первым входом блока расчета основного рецепта дозирования 14, второй вход блока расчета основного рецепта дозирования 14 соединен с первым выходом блока хранения и приема химического анализа проб смеси и исходных компонентов 13, второй выход которого соединен с блоком расчета рецепта дозирования коррекций 15, второй выход блока технологического интерфейса 11, выход блока расчета основного рецепта дозирования 14 и выход блока расчета рецепта дозирования коррекций 15 соединены через блок межуровневого обмена 9 с первым входом блока координатора технологического процесса 2, первый выход которого в свою очередь соединен через блок межуровневого обмена 9 со вторым входом блока технологического интерфейса 11, а второй выход координатора технологического процесса 2 последовательно соединен с блоком управления шнековым питателем бункера 3 и блоком выходных сигналов 8, третий выход координатора технологического процесса 2 последовательно соединен с блоком управления питателем дозатора 4 и блоком выходных сигналов 8, четвертый выход координатора технологического процесса 2 последовательно соединен с блоком управления смесителя 5 и блоком выходных сигналов 8, пятый выход координатора технологического процесса 2 последовательно соединен с входом блока контроля и сигнализации 7 и блоком выходных сигналов 8, второй выход блока контроля и сигнализации 7 соединен со вторым входом координатора технологического процесса 2, а блок входных сигналов 1 соединен последовательно с блоком диагностики 6 и третьим входом координатора технологического процесса 2.
Система функционирует следующим образом.
Исходные компоненты ШОС поступают в саморазгружающихся контейнерах, мешках и загружаются в расходные бункера. Из каждого расходного бункера берется проба на химический анализ. Полученные из экспресс-лаборатории данные о химическом составе исходных компонентов поступают в блок хранения и приема химического анализа проб смеси и исходных компонентов 13. Перед началом цикла приготовления партии ШОС в блок заданий 10 вводят вес партии и тип ШОС, также заранее вводится заданный химический состав для каждого типа ШОС, который хранится в блоке хранения и приема химического анализа проб смеси и исходных компонентов 13. Затем в блок заданий 10 вводят вес загруженных материалов в расходные бункера, который через блоки 11 и 9, поступает в блок координатора технологического процесса 2. При этом блок заданий 10 обеспечивает подачу настроечных параметров и задания для управления технологическим процессом в блок технологического интерфейса 11, ввод веса загруженных материалов в исходные бункера через блок технологического интерфейса 11 и блок межуровневого обмена 9. Данные об итоговом весе партии смеси из блока координатора технологического процесса 2 через блок межуровневого обмена 9 поступают в блок расчета рецепта дозирования коррекций 15. Далее в блоке расчета основного рецепта дозирования 14 по специальному алгоритму (симплекс - метод с последующим сужением интервалов) рассчитывается основной рецепт дозирования, содержащий весовые и процентные доли каждого компонента от общего веса партии, точное дозирование которых необходимо для попадания в заданные пределы химического состава смеси. По окончании расчета основного рецепта дозирования формируется массив информации с заказанными компонентами и сигнал готовности, который через блок 9 поступает в блок координатора технологического процесса 2. Одновременно информация с весового прибора весового дозатора (масштабированное значение), исполнительных механизмов (входные дискретные сигналы) поступает в блок входных сигналов 1. Полученные сигналы с выхода блока входных сигналов 1 поступают на вход блока диагностики 6 системы, где проверяются аппаратно-программным способом на достоверность, правильность. Обработанная информация с выхода блока диагностики 6 передается в блок координатора технологического процесса 2 по ходу всего процесса приготовления ШОС. Координатор технологического процесса 2 на основе информации блока диагностики 6 и блока межуровневого обмена данными 9 определяет готовность механизмов к началу технологического цикла приготовления ШОС и выполняет проверку полученного рецепта основного дозирования на его реализуемость (наличие заказанных компонентов в расходных бункерах и соответствие по весу компонентов в рецепте с имеющимся в расходных бункерах). В случае соблюдения всех исходных технологических условий и положительной проверке рецепта координатор технологического процесса 2 выдает согласно порядку загрузки исходных компонентов в рецепте основного дозирования заказ включения питателя ("грубого" дозирования) соответствующего бункера в блок управления шнековым питателем бункера 3. Блок 3 с учетом технологических блокировок формирует управляющее воздействие и передает его в блок выходных сигналов 8. Дозирование компонента из расходного бункера в весовой дозатор ведется в двух режимах: грубом и точном. Координатор технологического процесса 2 рассчитывает вес "грубой" дозы для загрузки компонента и вес "точной" дозы:
Vd0=(Vt+Vz)-Vpred0,
где - Vd0 - вес "грубой" дозы материала;
- Vt - вес текущий дозатора в момент принятия задания на загрузку;
- Vz - вес задания материала на отдачу из расходного бункера;
- Vpred0 - вес предварения для перевода питателя расходного бункера в режим точного дозирования (на пониженную скорость);
Vd1=(Vt+Vz)-Vpred1,
где - Vd1 - вес "точной" дозы материала;
- Vt - вес текущий дозатора в момент принятия задания на загрузку;
- Vz - вес задания материала на отдачу из расходного бункера;
- Vpred1 - вес предварения для заблаговременного выключения питателя расходного бункера для учета самодосыпки материала в дозатор;
По достижении текущего веса материала в дозаторе значения Vd0 координатор технологического процесса 2 выдает заказ включения питателя ("точного" дозирования) для соответствующего бункера в блок управления шнековым питателем бункера 3. Блок 3 с учетом технологических блокировок формирует управляющее воздействие и передает его в блок выходных сигналов 8. Дозирование компонента из расходного бункера в весовой дозатор прекращается по достижении текущего веса материала в дозаторе значения Vd1. По окончании дозирования всех компонентов, указанных в рецепте основного дозирования согласно очередности, координатор технологического процесса 2 выдает заказ включения питателя весового дозатора в блок управления питателем дозатора 4 и заказ включения смесителя в блок управления смесителем 5. Блок 4 и блок 5 с учетом технологических блокировок формируют управляющие воздействия и передают их в блок выходных сигналов 8. По достижении "0" веса в весовом дозаторе, координатор технологического процесса 2 снимает заказ включения питателя весового дозатора и выдает в блок управления смесителем 5 время смешивания для заданного типа ШОС. По окончании времени смешивания координатор технологического процесса 2 снимает заказ включения смесителя и основное дозирование считается законченным. Далее из смесителя берется проба на химический анализ. Полученные из экспресс-лаборатории данные о химическом составе смеси поступают в блок хранения и приема химического анализа проб смеси и исходных компонентов 13. Далее в блоке расчета основного рецепта дозирования 14 выполняется сравнение полученного химического состава смеси и заданного. В случае попадания в заданные пределы химического состава смеси формируется признак готовности разгрузки смесителя, который через блок межуровневого обмена 9 поступает в блок координатора технологического процесса 2. В случае непопадания данные из блока хранения и приема химического анализа проб смеси и исходных компонентов 13 о полученном химическом составе смеси и итоговый вес партии смеси из блока координатора технологического процесса 2 через блок межуровневого обмена 9 поступают в блок расчета рецепта дозирования коррекций 15. Далее в блоке расчета рецепта дозирования коррекций 15 по специальному алгоритму (симплекс - метод с последующим сужением интервалов) рассчитывается рецепт дозирования коррекции, содержащий весовые и процентные доли довесок каждого компонента от общего веса партии, точное дозирование которых необходимо для попадания в заданные пределы химического состава смеси. После этого описанные выше операции дозирования и смешивания материалов в смесителе повторяются, по окончании которых из смесителя снова берется проба на химический анализ. Полученные из экспресс-лаборатории данные о химическом составе смеси поступают в блок хранения и приема химического анализа проб смеси и исходных компонентов 13. В случае непопадания в заданные пределы химического состава смеси возможно проведение повторной процедуры расчета и дозирования коррекции.
Перед началом цикла приготовления партии ШОС и во время его проведения обработанная информация с выхода блока диагностики 6 передается в блок координатора технологического процесса 2. Координатор технологического процесса 2 на основе информации блока диагностики 6 и блока межуровневого обмена данными 9 определяет текущее состояние механизмов. Обработанная и проанализированная информация координатором технологического процесса 2, поступает на вход блока контроля и сигнализации 7 для контроля и формирования данных предаварийных и аварийных состояниях механизмов. Сформированный массив сообщений с выхода блока контроля и сигнализации 7 поступает в координатор технологического процесса 2, который в свою очередь через блок межуровневого обмена данными 9 передает массив сообщений в систему визуализации в блок технологического интерфейса 11, а через второй выход блока контроля и сигнализации 7 поступает на четвертый вход блока выходных сигналов 8, где полученные данные об аварийных и предаварийных состояниях механизмов выводятся на пост управления в виде звуковой сигнализации. В случае возникновения предаварийной ситуации информация от блока контроля и сигнализации 7 поступает в координатор технологического процесса 2 и согласно алгоритму его работы формирует запрет работы того или иного механизма. Также технологические блокировки обрабатываются в блоке управления шнековым питателем бункера 3, в блоке управления питателем дозатора 4 и блоке управления смесителем 5.
Блок межуровневого обмена данными 9 организует двухсторонний обмен данными между управляющей подсистемой и уровнем визуализации процесса, что дает возможность обеспечивать оперативными данными блок технологического интерфейса 11, который в свою очередь получает настроечные параметры и задания для управления технологическим процессом от блока заданий 10, на основе которых блок технологического интерфейса 11 формирует динамические экраны для обеспечения отображения состояния процесса на технологических серверах в режиме реального времени.
Через блок технологического интерфейса 11 информация, необходимая технологическому персоналу для дальнейшего анализа, поступает в блок хранения данных процесса 12, где организованы долгосрочные архивы данных процесса.
Техническая структура (фиг.2) автоматизированной системы представлена следующим образом: функции управляющей подсистемы осуществляются с использованием программируемого устройства управления 1, состоящего из центрального модуля с управляющим процессором и программной памятью, через модули ввода/вывода 2 и весовой прибор 3, подключенного к исполнительным механизмам установки ШОС 5, ключам местного управления 4 и тензодатчикам дозатора 6 (Siemens AG 1989 г. Системный курс SIMATIC S5, Комплексная автоматизация производства. Каталог ST70 2003 г.). Посредством программируемого устройства управления 1 обеспечивается сбор, контроль и обработка данных с тензодатчиков дозатора 6, исполнительных механизмов установки ШОС 5 и ключей местного управления 4, а также обеспечивается физический обмен данными с уровнем визуализации.
Разработанное программное обеспечение управляющей подсистемы позволяет реализовать управляющие и информационные функции.
Управляющие функции, решаемые управляющей подсистемой:
- прием сигналов с тензодатчиков дозатора (обработка, калибровка весового прибора);
- скоординированное управление работой механизмов установки ШОС (шнековых питателей и вибраторов расходных бункеров, питателя весового бункера, смесителя).
Информационные функции, решаемые управляющей подсистемой:
- определение вида и измерение массы материалов для приготовления ШОС, нагруженных в дозатор;
- определение момента разгрузки материалов из дозатора в смеситель с целью формирования массива информации по подготовленным к смешиванию материалам для составления производственных отчетов;
- формирование диагностических данных о работе технологического оборудования и технического оборудования программируемого устройства управления для предоставления их в уровень визуализации с целью дальнейшего архивирования.
Функции уровня визуализации технологического процесса реализованы на персональном компьютере 7 (технологический сервер), подключенного к информационно-технологической сети цеха. Разработанное программное обеспечение решает следующие задачи:
- прием заданий и настроек от технологического персонала;
- индикация параметров технологического процесса в удобном для технологического персонала виде (текущее состояние основных механизмов в виде мнемосхем, цифровые значения, графики и др.);
- расчет рецептов дозирования материалов (основного и коррекций) по алгоритмам;
- архивирование результатов измерений, сообщений, регистрация технологических данных и параметров настройки конфигурации системы;
- передача в информационно-технологическую сеть цеха массива информации о процессе приготовления вида ШОС (выгруженных в смеситель видов и весов исходных компонентов, замеры химических анализов и др.) для составления производственного отчета и сертификата качества ШОС.
Связь логического свободно программируемого устройства управления 1 с технологическими серверами (уровень визуализации) осуществляется по сети PROFIBUS-FDL, а обмен между уровнем визуализации и информационно-технологической сети цеха по Ethernet.
Функционирование предлагаемой системы производится круглосуточно, в режиме реального времени.
Предлагаемая автоматизированная система управления процессом приготовления шлакообразующих смесей промышленно применима и может быть использована для эффективного управления дозировочно-смесильными процессами с оперативным предоставлением информации технологическому персоналу. Внедрение предлагаемой системы позволяет использовать для приготовления ШОС отходы различных производств, не требующих предварительной обработки, при этом обеспечивая необходимую точность и надежность в процессе приготовления смеси заданного качества. Кроме того, в случае изменения сортамента литья возможна быстрая оперативная корректировка заданных химических составов ШОС и дифференциация их для различных сечений заготовок и марок стали. Алгоритмы, заложенные в основу расчетов рецептов основного дозирования и коррекций, легко настраиваемы, и предлагаемая автоматизированная система может быть быстро адаптирована для производства любых смесей из неограниченного количества исходных компонентов при условии, что имеется возможность измерения химического состава компонентов и готовой смеси.
Изобретение относится к автоматизированным системам управления технологическими процессами и может быть использовано для управления приготовлением многокомпонентных шлакообразующих смесей (ШОС) на предприятиях металлургической промышленности. Технический результат заключается в повышении эффективности управления процессом приготовления ШОС заданного химического состава путем повышения точности дозирования исходных компонентов смеси за счет автоматического управления основными операциями технологического процесса. Автоматизированная система управления процессом приготовления шлакообразующих смесей содержит уровень визуализации, включающий последовательно соединенные блок заданий, блок технологического интерфейса и блок хранения данных процесса и уровень управляющей подсистемы, включающий блок входных сигналов, блок диагностики, блок контроля и сигнализации, блок межуровневого обмена данными, блок управления шнековым питателем бункера, блок управления питателем дозатора, блок управления смесителем, блок выходных сигналов. В уровень управляющей подсистемы введен блок координатора технологического процесса, а в уровень визуализации введен блок хранения и приема химического анализа проб смеси и исходных компонентов, блок расчета основного рецепта дозирования и блок расчета рецепта дозирования коррекций. 2 ил.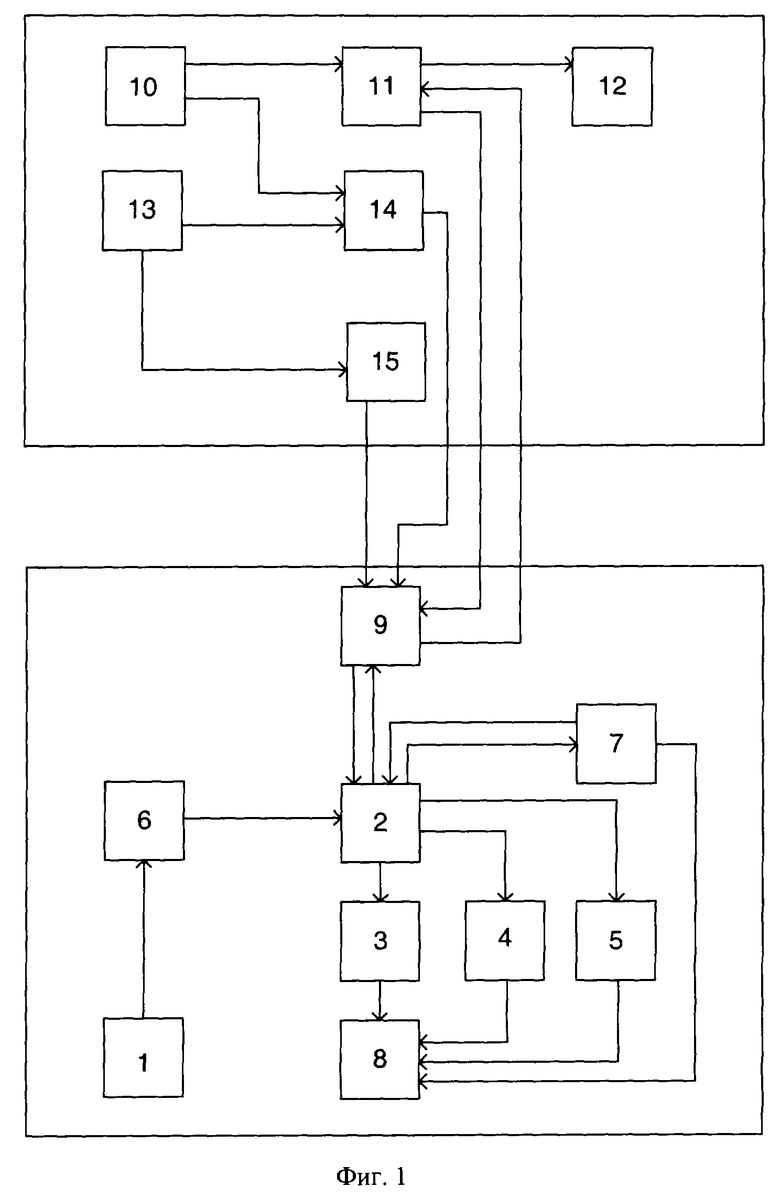
Автоматизированная система управления процессом приготовления шлакообразующих смесей, содержащая уровень визуализации, включающий последовательно соединенные блок заданий, блок технологического интерфейса, предназначенный для передачи информации и отображения состояния технологического процесса в режиме реального времени, блок хранения данных процесса и уровень управляющей подсистемы, включающий блок входных сигналов, блок диагностики, предназначенный для определения правильности и достоверности входных сигналов, блок контроля и сигнализации, предназначенный для контроля и формирования данных о предаварийных и аварийных состояниях механизмов, блок межуровневого обмена данными, блок управления шнековым питателем бункера, блок управления питателем дозатора, блок управления смесителем и блок выходных сигналов, отличающаяся тем, что в уровень управляющей подсистемы введен блок координатора технологического процесса, предназначенный для формирования задания на управление текущим состоянием механизмов, а в уровень визуализации введен блок хранения и приема химического анализа проб смеси и исходных компонентов, блок расчета основного рецепта дозирования, предназначенный для расчета и сравнения полученного и заданного состава смеси, и блок расчета рецепта дозирования коррекций, причем второй выход блока заданий соединен с первым входом блока расчета основного рецепта дозирования, при этом блок заданий обеспечивает подачу настроечных параметров и задания для управления технологическим процессом в блок технологического интерфейса, ввод перед началом цикла приготовления партии шлакообразующей смеси ее веса и типа, ввод веса загруженных в исходные бункера материалов через блок технологического интерфейса и блок межуровневого обмена в блок координатора технологического процесса, ввод заданного химического состава для каждого типа шлакообразующей смеси в блок хранения и приема химического анализа проб смеси и исходных компонентов, а второй вход блока расчета основного рецепта дозирования соединен с первым выходом блока хранения и приема химического анализа проб смеси и исходных компонентов, второй выход которого соединен с блоком расчета рецепта дозирования коррекций, а второй выход блока технологического интерфейса, выход блока расчета основного рецепта дозирования и выход блока расчета рецепта дозирования коррекций соединены через блок межуровневого обмена данными с первым входом блока координатора технологического процесса, при этом данные об итоговом весе партии смеси из которого через блок межуровневого обмена данными поступают в блок расчета рецепта дозирования коррекций, а первый выход блока координатора технологического процесса, в свою очередь, соединен через блок межуровневого обмена данными со вторым входом блока технологического интерфейса, а второй выход блока координатора технологического процесса последовательно соединен с блоком управления шнековым питателем бункера и блоком выходных сигналов, третий выход блока координатора технологического процесса последовательно соединен с блоком управления питателем дозатора и блоком выходных сигналов, четвертый выход блока координатора технологического процесса последовательно соединен с блоком управления смесителем и блоком выходных сигналов, пятый выход блока координатора технологического процесса последовательно соединен через блок контроля и сигнализации с блоком выходных сигналов, а второй выход блока контроля и сигнализации соединен со вторым входом блока координатора технологического процесса, при этом блок входных сигналов соединен через блок диагностики с третьим входом блока координатора технологического процесса.
| СИНЯЧКОВ В.В | |||
| и др | |||
| Автоматизированная система управления процессом дозирования и смешивания сухих компонентов и связующего в ОАО "УКРГРАФИТ" | |||
| Металлург, №2, 2002, с.32-33 | |||
| Измерительное устройство гидродинамического лага | 1988 |
|
SU1645904A2 |
| Радиоприемное устройство | 1929 |
|
SU19184A1 |
| УСТРОЙСТВО ПРОГРАММНОГО УПРАВЛЕНИЯ | 1999 |
|
RU2146064C1 |
| US 4949175 A, 19.04.1977. | |||

