Изобретение относится к технологии изготовления музыкальных инструментов, основой которых является деревянная трубка, в частности курая.
Изначально в качестве трубки для изготовления курая применяется сухой полый стебель растения:
"Из полого высушенного стебля вырезается трубка длиной 700-900 мм, с пятью отверстиями... Не менее десятка километров придется прошагать, прежде чем Вы найдете подходящее растение" (см. Т.М.Нуриев, А.Т.Нуриев "Учитесь играть на курае", СГПИ, г. Стерлитамак, 1997 г., стр.7, 8).
Недостатки изготовления трубки из растения:
- трудность получения точного музыкального строя вследствие разнообразия геометрических параметров трубки;
- низкая механическая прочность получаемого изделия;
- дефицит сырьевой базы: в результате хозяйственной деятельности человека все труднее становится найти стебли нужного растения.
В настоящее время в качестве исходного материала для изготовления трубки курая применяют самые различные материалы. Сейчас особой популярностью пользуются инструменты, изготовленные из дерева. Эта технология предложена музыкальным мастером В.Шугаюповым. Замена материала в духе времени, но не совсем равноценна - многие кураисты считают, что тембр (звучание) деревянного курая стал беднее и предпочитают инструмент из традиционного материала (см. Т.М.Нуриев, А.Т.Нуриев "Учитесь играть на курае", СГПИ, г. Стерлитамак, 1997 г., стр.7).
Деревянная трубка курая по технологии В. Шугаюпова (А.С. СССР №687461, МКИ2 G 10 В 3/08, 1979 г.) изготавливаются из строганного древесного шпона. Способ включает раскрой материала, склеивание заготовки по форме, снятие ее с формы, сушку, зачистку, лакировку.
Такая технология не позволяет получать прочные, с большой жесткостью, тонкостенные (толщиной не более 1 мм) трубки инструмента, что ведет к обеднению тембра. При существующей технологии толщина стенок трубки инструмента получается от 1.4 до 2 мм, за счет чего ухудшаются музыкальные характеристики изделия. Кроме того данные трубки склонны к растрескиванию вдоль волокон шпона, поскольку внутренняя поверхность стенки курая сильно увлажняется во время игры на инструменте, а при высыхании нарушается ее целостность.
Цель изобретения - устранение вышеперечисленных недостатков: создание тонкостенной, прочной трубки инструмента, что позволяет существенно улучшить его музыкальные свойства, повысив вибрационные способности стенок.
Данная цель достигается за счет того, что стенки трубки формируют из двух или трех слоев тонкого древесного шпона, склеенных между собой, причем шпон каждого слоя укладывается волокнами под углом друг к другу и оси трубки. В качестве материала используется шпон строганный толщиной 0,25-0,5 мм. Это позволяет получить трубку инструмента с толщиной стенок 0,5-1 мм, что необходимо для получения нужных жесткостных свойств. В этом случае трубка инструмента может иметь высокую прочность на разрыв и изгиб вдоль волокон.
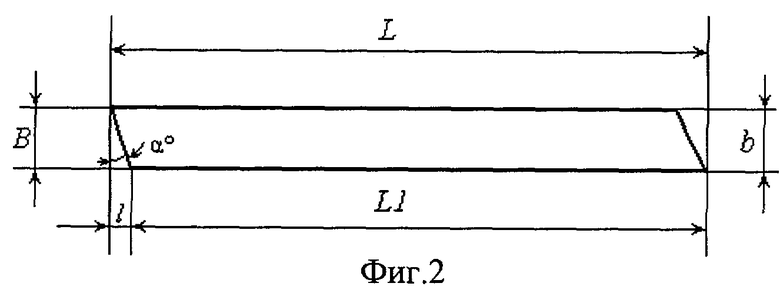
На фиг.1 изображено:
- оправка с заданными параметрами;
- шпоновая лента первого слоя;
- шпоновая лента второго слоя;
- шпоновая лента третьего слоя.
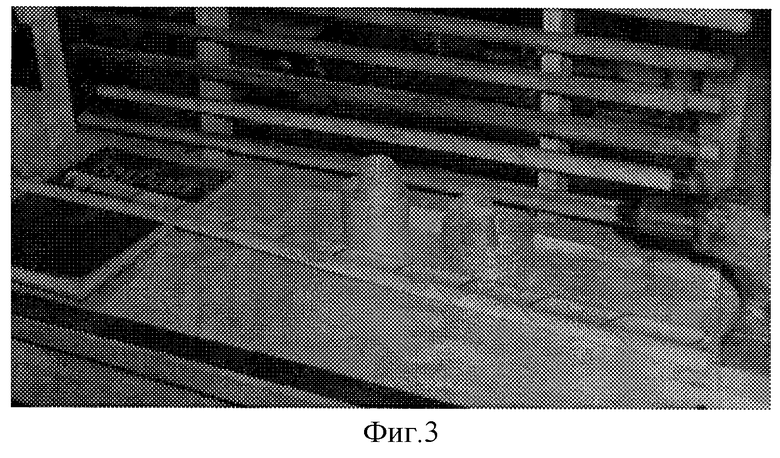
На фиг.2 изображена схема для расчета размеров шпоновой ленты в зависимости от заданных параметров трубки.
На фиг.3 изображены:
- заготовки из шпоновой ленты;
- оправки с заданными параметрами.
На фиг.4 изображен:
- процесс формирования стенок трубки из шпоновой ленты.
Формирование трубки курая производится на оправке 1 с заданными геометрическими параметрами (см. фиг.1) в следующем порядке.
В зависимости от заданного угла укладки α° рассчитывается и изготовляется лента шпона нужных размеров (см. фиг.2).
Укладывается (навивается) на оправку и закрепляется по концам (см. фиг.1, поз.1, 2).
Таким же способом изготавливается лента шпона для второго слоя и навивается на первый слой под заданным углом, но в противоположном направлении (поз.3). В процессе укладки 2-го слоя производится склеивание слоев между собой.
При необходимости таким же способом укладывается и склеивается третий слой шпона, но под углом, отличным от углов 1-го и 2-го слоев (поз.4).
Угол укладки шпоновой ленты, т.е. направление волокон относительно оси трубки определяют его прочностные и соответственно вибрационные свойства. Увеличение угла ведет к повышению жесткости на смятие, но снижается изгибная жесткость вдоль оси трубки, т.е. повышается эластичность вдоль оси трубки.
Диапазон углов укладки α° шпоновой ленты 20°÷60°.
Таким образом, путем изменения углов укладки шпоновой ленты, т.е. направления волокон относительно оси трубки можно влиять на вибрационную способность стенок курая и соответственно на тембр.
В сочетании с применением в каждом слое шпона различной толщины и различной плотности, т.е. различных пород древесины, данный способ изготовления трубок позволяет существенно расширить тембровые характеристики курая.
Методика расчета размеров шпоновой ленты производится в зависимости от заданных параметров трубки и угла укладки.
Трубка представляет собой усеченный конус с диаметрами оснований D и d, и высотой Н. Фиг.1.
Форма шпоновой ленты для формирования стенки трубки представлена на фиг.2.
Расчет размеров шпоновой ленты производится следующим образом:
1. Ширина ленты у диаметра D:
B=π·D·cosα°.
2. Ширина ленты у диаметра d:
b=π·d·cosα°.
3. Длина ленты:
L=L1+l=H/cosα°+πr·D·sinα°,
где L1=H/cosα°;
l=π·D·sinα°.
Для определения размеров шпоновой ленты для второго и третьего слоев необходимо учесть увеличение диаметров за счет толщины шпона предыдущих слоев.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ склеивания пластин в многослойной панели (варианты) | 2016 |
|
RU2627396C1 |
| АКУСТИЧЕСКИЙ МАТЕРИАЛ ДЛЯ РЕЗОНАНСНЫХ ДЕК МУЗЫКАЛЬНЫХ ИНСТРУМЕНТОВ | 2008 |
|
RU2357300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПОНА | 2005 |
|
RU2361730C2 |
| СЛОИСТОЕ ИЗДЕЛИЕ С АКУСТИЧЕСКИ АКТИВНЫМ СЛОЕМ | 2004 |
|
RU2291257C2 |
| Способ получения декоративно-отделочных панелей | 2016 |
|
RU2611073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩИТА НА ОСНОВЕ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2002 |
|
RU2228837C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСТРУННОЙ ДОМРЫ | 1996 |
|
RU2113736C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАНЕРЫ | 2014 |
|
RU2558220C1 |
| Способ изготовления строганого шпона | 1987 |
|
SU1498615A1 |
| Способ изготовления конструкционного материала | 2022 |
|
RU2783136C1 |
Способ изготовления трубки курая для повышения качества звучания заключается в том, что стенки трубки формируют из двух или трех слоев тонкого древесного шпона. 1 з.п. ф-лы, 4 ил.
| Способ изготовления народного музыкального духового инструмента | 1977 |
|
SU687461A1 |
| GB 1160838 А, 06.08.1969 | |||
| НОСИТЕЛЬ ИНФОРМАЦИИ | 2009 |
|
RU2558627C2 |
| Цифровой фазометр мгновенных значений | 1975 |
|
SU600472A1 |

