Изобретение относится к области обогащения руд флотацией, в частности к флотации молибденсодержащих и золотосодержащих руд.
При флотации руд применяют реагенты различного строения, например ксантогенаты и дитиофосфаты для флотации сульфидных руд, жирные кислоты и алкилсульфаты для флотации несульфидных руд, керосин, оксаль для флотации гидрофобных минералов (уголь, молибденит). (Шубов Л.Я., Иванков С.И., Щеглова Н.К. Флотационные реагенты в процессах обогащения минерального сырья. Кн.1. - 400 с.).
Недостатками известных собирателей являются их недостаточно высокие технологические показатели флотации, низкая селективность, дефицитность, токсичность и высокая стоимость.
Наиболее близким по технической сущности и достигаемому результату при флотации руд является кубовый остаток производства бутиловых спиртов методом оксосинтеза (КОБС) (А.с. СССР №169460, кл. В 03 D 1/02,1967)(прототип).
КОБС производится на ОАО «Салаватнефтеоргсинтез» в соответствии с требованиями ТУ 38.102167-85 и используется для флотации угля. КОБС имеет следующие физико-химические свойства:
температура начала кипения, 0°С, не ниже
температура конца кипения, 0°С, не выше
120
320
В состав КОБС входят,%: алифатические спирты 50, сложные эфиры 20, ацетали 19, альдегиды 10, углеводороды 1.
Недостатком этого реагента при флотации молебденита является низкая собирательная активность, обусловленная невысоким содержанием в нем высокомолекулярных фракций углеводородов и спиртов.
Технический результат изобретения - повышение технологических показателей обогащения руд.
Он достигается применением реагента для флотации руд, включающего кубовые остатки производства бутиловых спиртов методом оксосинтеза и дополнительно содержащего кубовые остатки производства масляных альдегидов, 2-этилгексанола, 2-этилгексановой кислоты, этилена-пропилена и этилбензола, имеющего следующий хроматографический состав, мас.%:
Заявляемый реагент выпускается ЗАО «Сибурхимпром» в соответствии с требованиями ТУ 38.48424318-03-2000 под торговой маркой «Кубовый остаток нефтехимии ("КОН-92") (углеводороды тяжелые или смола нефтяная тяжелая). КОН-92 получают из отходов производств бутиловых спиртов, масляных альдегидов, 2-этилгексанола, 2-этилгексановой кислоты, этилена-пропилена и этилбензола и применяют в качестве компонента топлива для стационарных котельных и технологических установок. Для флотации руд КОН-92 ранее не применялся.
Предлагаемый реагент представляет собой жидкость от светло-коричневого до темно-коричневого цвета с запахом органических растворителей и имеет следующие физико-химические показатели:
- температура начала кипения
- температура окончания кипения
97,5-99,0% вещества отгоняется в интервале
100-120
295-352
208-352
По степени воздействия на организм человека КОН-92 относится к веществам умеренно опасным (3 класс опасности). ПДК в воздухе рабочей зоны 10 мг/м3.
Повышение технологических показателей при использовании заявляемого реагента объясняется, по всей вероятности, благоприятным химическим составом и соотношением присутствующих в нем компонентов: насыщенных и ненасыщенных тяжелых углеводородов алифатического и ароматического строения, высших альдегидов, спиртов, жирных кислот, простых и сложных эфиров.
Во всех изученных процессах большая длина углеводородных радикалов компонентов смеси является причиной высоких собирательных свойств КОН-92, а наличие полярных сорбционно-активных группировок обеспечивает необходимую для флотации прочность закрепления молекул реагента на минералах.
При этом каждый из присутствующих компонентов в зависимости от типа флотируемой руды выполняет специфическую роль в процессе флотации. В соответствии с этим заявляемый реагент может использоваться как самостоятельный собиратель (при флотации молибденовых руд) и как дополнительный собиратель (при флотации золотосодержащих руд).
Данное изобретение иллюстрируется конкретными примерами его реализации.
Пример 1. Флотация молибденсодержащей руды
Для проведения опытов была использована проба молибденовой руды гранитного типа Южно-Шамейского месторождения, результаты химического анализа которой приведены в табл.1.
Результаты химического анализа пробы Мо-содержащей руды Южно-Шамейского месторождения
Руду измельчали до крупности 72-77%-0,074 мм, проводили основную и контрольную флотацию. Полученный концентрат подвергали двум перечисткам. В качестве собирателя применяли кубовые остатки производства бутилового спирта методом оксосинтеза (КОБС) (известный реагент) или КОН-92 (заявляемый реагент), в качестве пенообразователя -Т-80.
Расходы реагентов по операциям приведены в табл.2. Сравнительные показатели флотации молибденовой руды с применением заявляемого собирателя и известного реагента представлены в табл.3.
Расходы реагентов по операциям при флотации Мо
КОБС
Т-80
Жидкое стекло
КОН-92
Т-80
Жидкое стекло
Сравнительные показатели флотации молибденовой руды с применением заявляемого собирателя и известного реагента.
0,006 0,095
6,3
100,0
4,2
100,0
Наличие в заявляемом реагенте преимущественно тяжелых углеводородов, в отличие от реагента-прототипа, содержащего лишь 1% углеводородов, способствует повышенной избирательности флотации молибденсодержащей руды. Присутствие в КОН-92 алифатических спиртов более высокого молекулярного веса, чем в прототипе, благоприятно сказывается на свойствах пены при флотации. Сложные эфиры карбоновых кислот, входящие в состав КОН-92, обладают депрессирующим действием по отношению к пириту и способствуют повышению селективности разделения молебденита и пирита.
Технико-экономическим результатом применения заявляемого реагента является повышение извлечения Мо на 2,1% (95,8% для КОН-92 против 93,7% для КОБС) при снижении суммарного расхода собирателя в 1,53 раза (с 115 г/т до 75 г/т) и вспенивателя в 1,75 раз (с 35 г/т до 20 г/т).
Таким образом применение КОН-92 позволяет сократить затраты на собиратель и вспениватель и при этом обеспечить лучшие показатели флотации молибдена.
Таким образом применение КОН-92 позволяет сократить затраты на собиратель и вспениватель и при этом обеспечить лучшие показатели флотации молибдена.
Пример 2. Флотация золотосодержащей руды
Опыты проводили в открытом цикле на технологической пробе руды Нежданинского месторождения с содержанием золота - 3,0 г/т, серебра - 12.0 г/т, мышьяка - 1,2%, серы общей - 1,45%.
Руду измельчали до крупности 70-75%-0,074 мм 30% твердого, проводили основную и контрольную флотацию. Схема испытаний приведена на чертеже.
КОН-92 испытан как дополнительный собиратель к бутилксантогенату калия. Результаты по флотации благородных металлов и сульфидов бутилксантогенатом и сочетанием его с КОН-92 приведены в табл.4.
В результате флотации благородных металлов и сульфидов установлено, что добавление к бутилксантогенату небольшого количества КОН-92 (0,15 кг/т) позволяет:
- сократить время флотации с 40 до 25 мин;
- повысить извлечение золота на 4,9%, серебра на 3,5%, сульфидов на 10,7% без снижения качества товарных продуктов;
- снизить содержание в хвостах золота с 0,48 до 0,3 г/т, серебра с 1,9 до 1,4 г/т и сульфидов с 0,37 до 0,18%. При этом затраты на реагенты практически не изменяются.
Флотация благородных металлов и сульфидов бутилксантогенатом и сочетанием его с КОН-92,%.
Как следует из результатов испытаний, применение реагента КОН-92 позволяет улучшить технологические показатели флотации: повысить извлечение ценных компонентов, снизить их содержание в хвостах флотации, сократить время флотации и снизить расходы реагентов на ее осуществление.
Реагент является дешевым и доступным продуктом. Стоимость КОН-92 составляет 4.52 тыс.руб./т (с учетом НДС на апрель 2004 г.). Он производится отечественной промышленностью в объемах, значительно превышающих потребности флотации.
Реагент КОН-92 может быть рекомендован для промышленного применения на обогатительных фабриках для флотации руд.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФЛОТАЦИИ ПОЛИМЕТАЛЛИЧЕСКИХ ЗОЛОТОСОДЕРЖАЩИХ РУД | 2005 |
|
RU2280509C1 |
| СПОСОБ ФЛОТАЦИИ СУЛЬФИДНЫХ РУД ЦВЕТНЫХ МЕТАЛЛОВ | 2008 |
|
RU2379116C1 |
| СПОСОБ РАЗРУШЕНИЯ ВОДОНЕФТЯНЫХ ЭМУЛЬСИЙ | 2016 |
|
RU2621675C1 |
| Способ коллективной флотации полиметаллических руд на основе использования микроэмульсий | 2023 |
|
RU2821082C1 |
| РЕАГЕНТ - ВСПЕНИВАТЕЛЬ ДЛЯ ФЛОТАЦИИ УГЛЯ | 1996 |
|
RU2112601C1 |
| СПОСОБ ОБОГАЩЕНИЯ СПЛОШНЫХ СУЛЬФИДНЫХ МЕДНЫХ, И/ИЛИ МЕДНО-ЦИНКОВЫХ, И/ИЛИ ПИРИТНЫХ РУД | 2001 |
|
RU2192313C1 |
| КОМПОЗИЦИЯ ДЛЯ ФЛОТАЦИИ ПОЛЕЗНЫХ ИСКОПАЕМЫХ | 2004 |
|
RU2270725C1 |
| КОМПОЗИЦИЯ СОБИРАТЕЛЕЙ ДЛЯ ФЛОТАЦИИ РУД ЦВЕТНЫХ МЕТАЛЛОВ | 2020 |
|
RU2825807C2 |
| Композиция реагентов для флотации обогащения золотосодержащей сульфидной руды | 2023 |
|
RU2810376C1 |
| Реагент для флотации угля | 1982 |
|
SU1071320A1 |
Изобретение относится к области обогащения руд флотацией, в частности к флотации молибденсодержащих и золотосодержащих руд. В качестве реагента для флотации руд применяют кубовый остаток нефтехимии, полученный при производстве бутиловых спиртов, масляных альдегидов, 2-этилгексанола, 2-этилгексановой кислоты, этилена-пропилена и этилбензола. Повышение технологических показателей и удешевление процесса. 1 ил., 6 табл.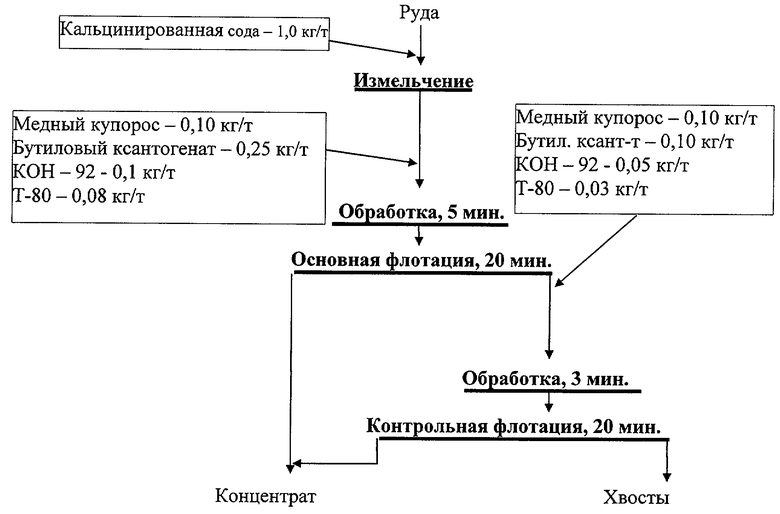
Реагент для флотации руд, включающий кубовые остатки производства бутиловых спиртов методом оксосинтеза, отличающийся тем, что он дополнительно содержит кубовые остатки производства масляных альдегидов, 2-этилгексанола, 2-этилгексановой кислоты, этилена-пропилена и этилбензола и имеет следующий хроматографический состав, мас. %:
| РЕАГЕНТ ДЛЯ ФЛОТАЦИИ УГОЛЬНЫХ ШЛАМОВ | 0 |
|
SU169460A1 |
| и др | |||
| Флотационные реагенты в процессах обогащения минерального сырья, кн | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - М.: Недра, 1990, с | |||
| Система механической тяги | 1919 |
|
SU158A1 |

