ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Изобретение в целом касается различительной маркировки объектов, изготовленных из электропроводных материалов с кристаллической структурой, в частности метода и устройства для создания различительной маркировки на различных объектах, сделанных из сталей и сплавов, содержащих углерод, таких как трубы, инструменты, запасные детали и другие конструкции, используемые в нефтяной, газовой, тяжелой, автомобильной промышленности и др.
ПРОТОТИП
Стальные трубы являются типичным примером вышеназванных объектов. Стальные трубы широко применяются в различных отраслях промышленности, таких как нефтяная и газовая. Далее в настоящем описании на стальную трубу будет делаться ссылка как на пример объекта, на который можно нанести различительную маркировку с использованием метода и устройства настоящего изобретения. Однако следует отметить, что настоящее изобретение не ограничивается стальными трубами, а может быть применено практически к любому типу объектов, изготовленных из электропроводного материала, имеющего кристаллическую структуру.
Известны различные методы создания различительной маркировки на стальных трубах и других конструкциях. К этим методам относятся: трафаретное окрашивание поверхности стального объекта, наклеивание кодовой этикетки на объект, имплантация электронного ответчика в объект, гравирование различительной маркировки при помощи лазерного луча на поверхности объекта и др. Эти известные методы имеют различные недостатки. Например, различительная маркировка, нанесенная путем окрашивания поверхности объекта или приклеивания этикетки к его поверхности, может случайно частично или полностью повредиться при небрежном обращении, которое может произойти на протяжении срока службы объекта. Электронные ответчики содержат чувствительные электронные схемы, которые могут быть повреждены или перестать нормально функционировать по другой причине на протяжении срока службы объекта. В патенте GB-A-2340640 описан метод сохранения двоичной информации на кристаллическом материале, таком как сплав запоминания формы. Лазерный или электронный луч облучает поверхность материала по заранее определенному профилю. Отдельные кристаллы нагреваются так, что в каждом из них происходят структурные изменения, а следовательно, измененные кристаллы отображают информацию, сохраненную в кристалле. Сохраненную информацию можно позже считать путем сканирования поверхности материала электронным или лазерным лучом, анализа отражения луча от поверхности и декодирования информации. Недостатком метода, описанного в патенте GB-A-2340640, является то, что структурная модификация материала ограничивается только отдельными кристаллами в поверхностном слое материала. Следовательно, если с материалом обращаются небрежно (например, при обычном обращении со стальными конструкциями, характерном для любой из вышеназванных отраслей промышленности), существует вероятность повреждения модифицированного поверхностного слоя, что сделает невозможным считывание информации, которая в нем хранится. Кроме того, тот факт, что модификация происходит для отдельных кристаллов, ограничивает область применения настоящего метода только определенными пригодными материалами, например, сплавами запоминания формы. Более того, для проведения чрезвычайно локализованного нагревания, предназначенного для изменения структуры отдельных кристаллов, необходимо применять современное высокоточное оборудование.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является улучшение различительной маркировки стальных конструкций и других объектов, изготовленных из электропроводного материала с кристаллической структурой. В частности, целью настоящего изобретения является создание различительной маркировки, которая характеризуется высоким качеством, длительным сроком службы и высокой стойкостью к воздействию внешних факторов, например, к абразивному износу. Более того, целью изобретения является создание гибкой различительной маркировки, позволяющей хранить различительную информацию, содержащую произвольные данные, в произвольном формате.
В общем аспекте сущность изобретения, направленного на достижение вышеназванных целей, заключается в следующем.
Различительную маркировку объекта можно представить как множество зон на его поверхности, причем структура материала этих зон меняется локально путем приложения электрических импульсов высокого напряжения между электродом и поверхностью объекта через рабочую текучую среду. Электрический импульс создает плазменный канал (поток сильно концентрированной энергии) в рабочей текучей среде, который входит в виде энергии в поверхностную зону объекта. Структура материала объекта локально меняется под воздействием этой энергии, причем модифицированные зоны укрепляются (становятся более твердыми) по сравнению с начальной структурой материала. Кроме того, химический состав и/или механические свойства модифицированных зон могут отличаться от свойств исходного материала.
Модифицированные зоны можно в дальнейшем идентифицировать при помощи известных измерительных устройств. Преимуществом настоящего метода является то, что различительную маркировку можно представить множеством модифицированных зон вместе с промежуточными немодифицированными участками, причем модифицированные зоны могут соответствовать первому типу цифры (например, логической 1) двоичного кода, тогда как немодифицированные зоны - противоположному типу двоичной цифры (например, логическому 0).
Вышеназванные цели достигаются при помощи метода и устройства согласно независимым пунктам формулы изобретения, которая прилагается. Другие цели, свойства и преимущества настоящего изобретения описаны в следующем детальном описании, в прилагаемых чертежах, а также в зависимых пунктах формулы изобретения.
Ниже приведено детальное описание преимущественного и альтернативных вариантов исполнения настоящего изобретения со ссылками на сопроводительные чертежи, где
На фиг.1 показано схематическое изображение устройства для создания различительной маркировки на объекте согласно преимущественному варианту выполнения настоящего изобретения.
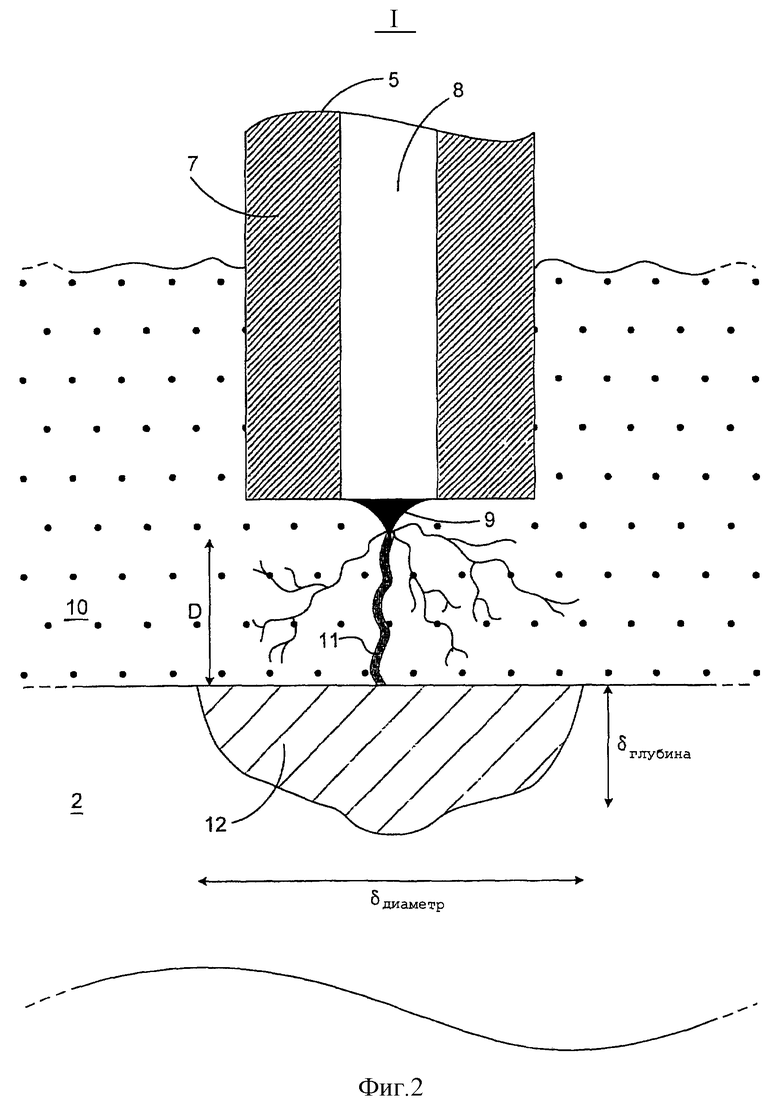
На фиг.2 показано увеличенное изображение части на фиг.1.
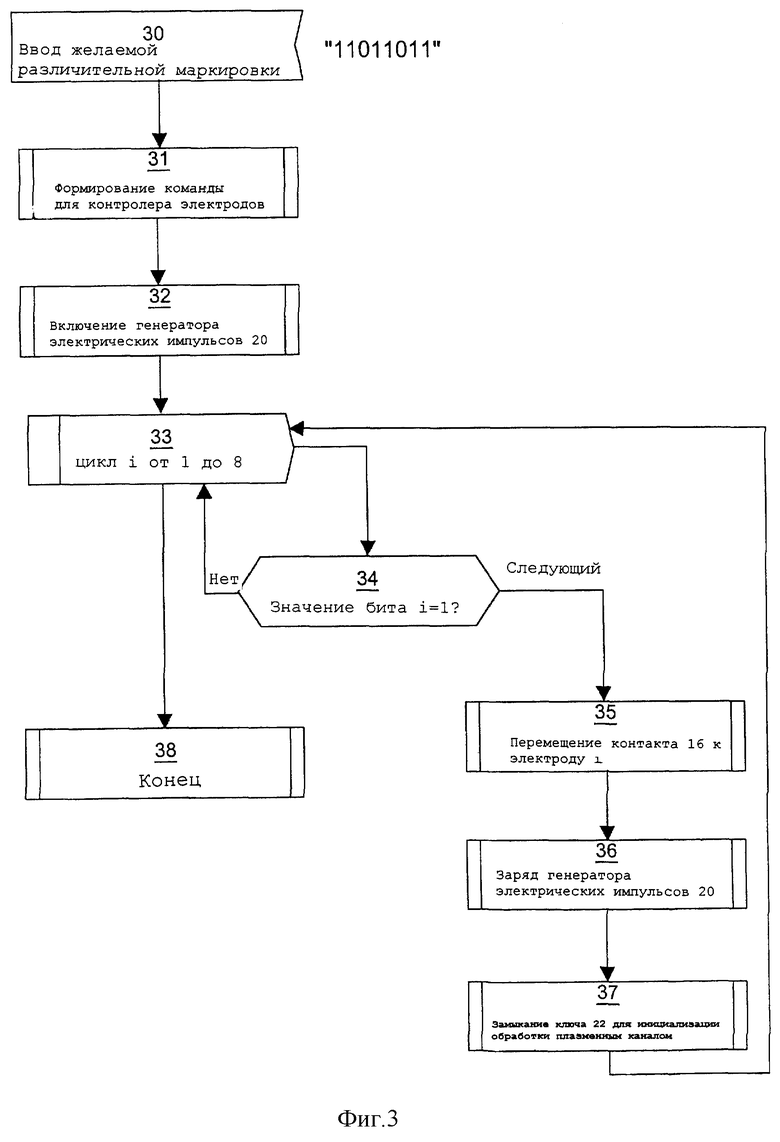
На фиг.3 показана блок-схема метода в соответствии с изобретением.
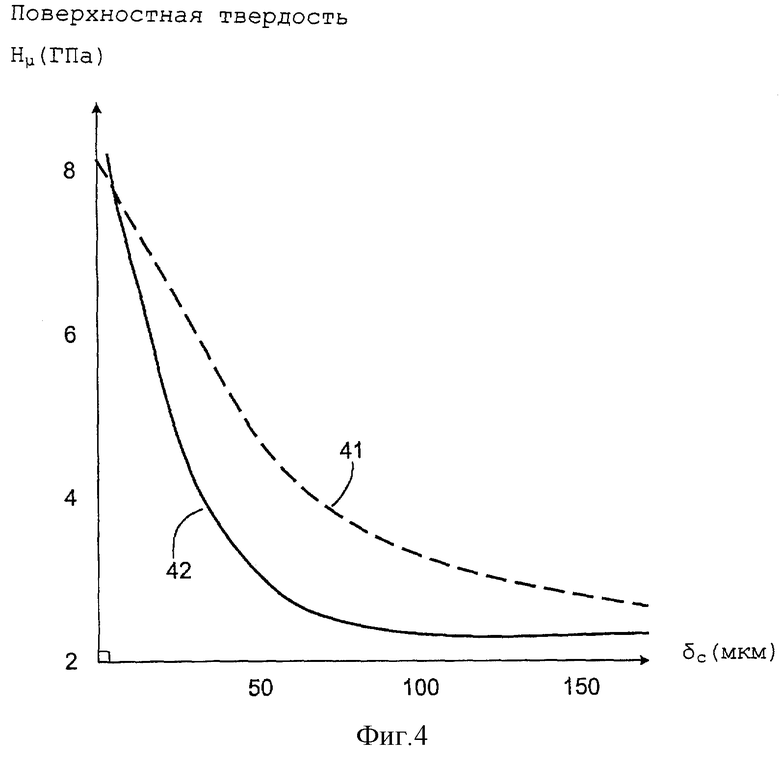
На фиг.4 показан график зависимости поверхностной твердости объекта с созданной на нем различительной маркировкой в соответствии с изобретением.
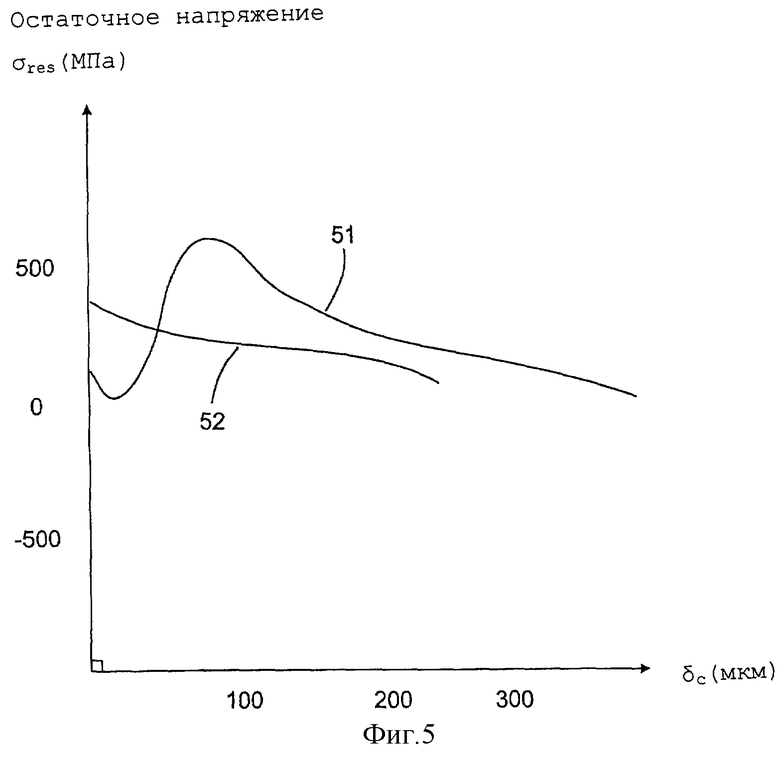
На фиг.5 показан график зависимости остаточного напряжения объекта с созданной на нем различительной маркировкой в соответствии с изобретением.
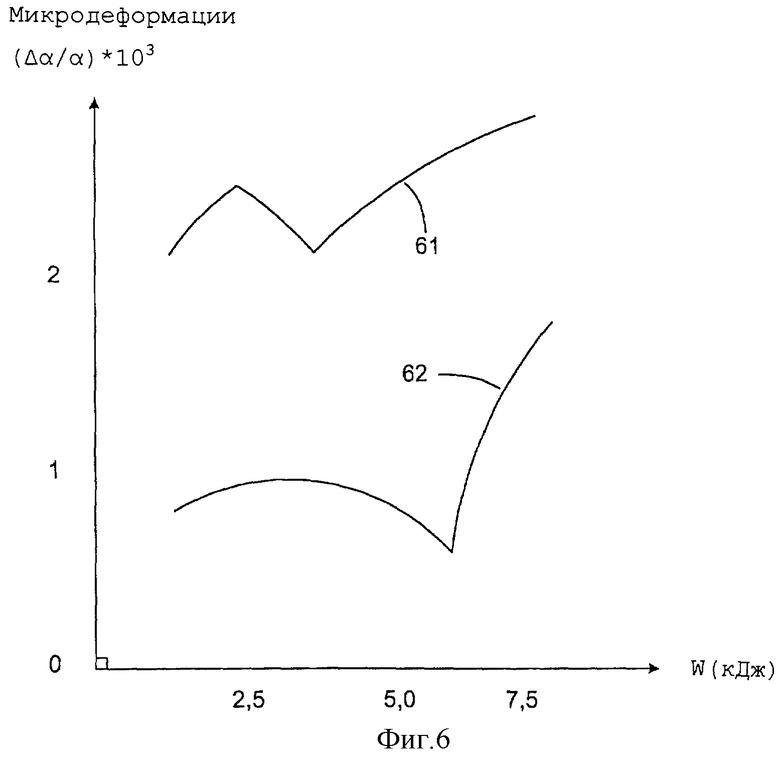
На фиг.6 показан график зависимости микродеформаций объекта с созданной на нем различительной маркировкой в соответствии с изобретением.
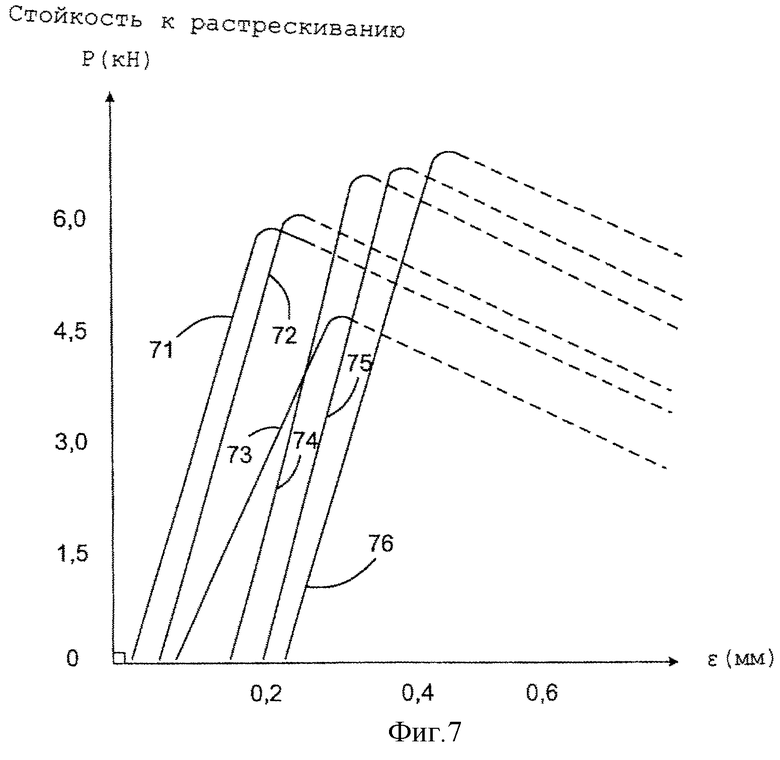
На фиг.7 показан график зависимости стойкости к растрескиванию объекта с созданной на нем различительной маркировкой в соответствии с изобретением.
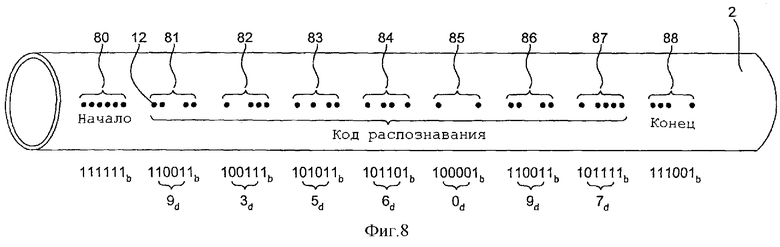
На фиг.8 показан пример двоичной различительной маркировки в соответствии с изобретением.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг.1 показано схематическое изображение устройства по преимущественному варианту выполнения изобретения, предназначенного для создания различительной маркировки на объекте 2. На фиг.1 объект 2 показан в виде стальной трубы. Однако, как уже было указано выше, изобретение в одинаковой мере может использоваться для различных других типов объектов, изготовленных из электропроводного материала с кристаллической структурой.
Стальная труба 2 кладется на опору 3, которая в свою очередь располагается на земле или на полу. Маркировочная камера 1 размещается сверху на стальной трубе 2 вдоль части ее внешней поверхности. Нижняя часть маркировочной камеры 1 выгнута в соответствии с изгибом поверхности стальной трубы 2, чтобы надежно сидеть на стальной трубе 2. Преимуществом также является то, что имеются в наличии внешние крепежные средства для прикрепления маркировочной камеры к стальной трубе 2.
Часть набора маркировочных электродов 5 вставляется внутрь маркировочной камеры 1 через соответствующие отверстия на верхней поверхности камеры 1. Как будет более подробно описано ниже, каждый электрод под действием электрических импульсов высокого напряжения создает плазменный канал в поверхностной зоне стальной трубы 2. Плазменный канал локально меняет структуру материала в модифицированной зоне 12 на фиг.2, и именно эти модифицированные зоны представляют собой различительную маркировку трубы.
Каждый электрод 5 имеет верхний конец 5а и нижний конец 5b, причем последний располагается на малом расстоянии от поверхности стальной трубы 2, как более подробно показано на фиг.2. Верхний конец 5а установлен так, чтобы обеспечить кратковременное электрическое соединение с подвижным контактом 16, установленным на линейной направляющей в точке 21 на фиг.1 таким образом, что он может скользить вдоль направляющей. В свою очередь подвижной контакт 16 подключен к генератору электрических импульсов 20. Под воздействием сигналов управления блока контроллера электродов, не показанного на чертежах, подвижной контакт 16 двигается в соответствии с запрограммированной последовательностью шагов между соответствующими верхними концами 5а различных электродов 5 для прикладывания соответствующих электрических импульсов к поверхностной зоне стальной трубы 2.
Генератор электрических импульсов 20 содержит элемент 23, а именно конденсатор, который может накапливать электрическую энергию, используемую в дальнейшем для генерации электрических импульсов при помощи электрода 5. Он также содержит разрядный ключ 22, который в открытом состоянии позволяет зарядить конденсатор 23 от внешнего источника питания, не показанного на чертеже. При замыкании разрядного ключа 22 конденсатор 23 быстро разряжается через подвижной контакт 16 на один из электродов 5, как будет более подробно описано ниже. При этом генератор электрических импульсов 20 выступает катодом через подвижной контакт 16 и электрод 5, тогда как поверхность стальной трубы 2 выступает как анод через корпус маркировочной камеры 1, электропроводку и другую обкладку конденсатора 23 в генераторе электрических импульсов. Генератор электрических импульсов 20 как таковой не является основным элементом настоящего изобретения. Для его реализации может быть использовано различное оборудование, имеющееся в продаже, и здесь не дается детального описания его составных частей.
Резервуар 18 и насос 17, введенные для подачи рабочей текучей среды 10 (см. фиг.2) по трубопроводам 19 в маркировочную камеру 1. Рабочая текучая среда предназначена для пропускания электрического импульса, созданного генератором электрических импульсов 20, из нижнего конца 5b электрода 5 к локальной поверхностной зоне 12 стальной трубы 2. Как будет более подробно описана ниже, рабочая текучая среда должна быть электропроводной, однако в качестве рабочей текучей среды можно использовать различные другие вещества. Обычная вода из водопровода, масло, инертный газ или солевой раствор представляют собой только небольшую часть примеров рабочих текучих сред. Количество рабочей текучей среды внутри маркировочной камеры 1 является не очень критическим, пока она целиком покрывает поверхность стальной трубы 2, а также нижние концы 5b электродов 5. После генерации электрического импульса к контакту между соответствующим электродом 5 и вершиной маркировочной камеры будет прикладываться значительная сила противодействия. Поэтому каждый электрод 5 надежно закреплен в соответствующем отверстии маркировочной камеры 1. Более того, все электроды 5 расположены на определенном минимальном расстоянии от внутренней стенки маркировочной камеры 1 с тем, чтобы электрический импульс не притягивался к внутренней стенке маркировочной камеры, а вместо этого направлялся к поверхностной зоне стальной трубы 2. Было установлено, что наиболее подходящее минимальное расстояние между внутренней стенкой маркировочной камеры и ближайшим электродом составляет около 4 см.
На фиг.2 более подробно показана нижняя часть 5b электрода 5 вместе с рабочей текучей средой 10 и поверхностной зоной стальной трубы 2. Электрод 5 имеет изолирующее покрытие 7 и электропроводный сердечник 8, переходящий в кончик электрода 9. Как видно из фиг.2, нижняя часть электрода 5 полностью окружена рабочей текучей средой 10. Кроме того, кончик 9 электрода 5 расположен на определенном расстоянии D от поверхности стальной трубы 2. Фактическое значение расстояния D определяется при учете нескольких параметров системы, таких как напряжение электрического импульса UO, свойство рабочей текучей среды 10 и материал стальной трубы 2. Для напряжения UO=40-50 кВ расстояние может составлять 80-100 мм. В данном случае площадь поверхности модифицированной зоны будет составлять 2-3 мм2. С другой стороны, если расстояние D между кончиком 9 электрода 5 и стальной трубой 2 значительно меньше, например D=5-10 мм, тогда площадь поверхности модифицированной зоны 12 будет составлять 2-2,5 см2.
Когда электрический импульс направляется от генератора 20 через электрод 5 от кончика 9, формируется канал электрической плазмы 11 сквозь рабочую текучую среду 10, который входит в виде энергии в поверхностную зону стальной трубы 2. В результате локальная зона стальной трубы 2 быстро нагревается плазменным каналом 11, после чего она так же быстро охлаждается благодаря наличию рабочей текучей среды 10. Скорость импульсного нагревания локальной поверхностной зоны стальной трубы 2, может составлять 50-1000×105 К/с, а скорость охлаждения - 20-1000×105 К/с. Плотность электрической энергии, передаваемой плазменным каналом 11 в локальную поверхностную зону стальной трубы 2, может составлять 40-1100×106 Вт/м2.
В локальной поверхностной зоне 12, где электрическая плазма 11 достигает стальной трубы 2, локально меняется структура материала. Диаметр δdiam и глубина проникновения δdepth модифицированной зоны 12 зависят, среди прочего, от типа и размера электрода 5, расстояния D, материала стальной трубы 2, а также от характеристик электрического импульса. Например, диаметр δdiam может быть от 5 до 20 мм, а глубина проникновения δdepth порядка 100 мкм - 1 см или даже больше.
Канал электрической плазмы, генерируемый в электропроводном материале в результате приложения электрического импульса, более подробно описан в патентах GB-1429464 ("Создание высокого давления в жидкостях"), US-3997468 ("Метод создания высокого и сверхвысокого давления и устройства расхода неметаллических материалов") и GB-1428253 ("Улучшение процедуры очистки труб"), и на все эти патенты делаются ссылки при описании данного изобретения. Следовательно, в данном изобретении использован новый подход к применению канала электрической плазмы в электропроводном материале, генерируемого при прикладывании электрического импульса. В общем аспекте настоящего изобретения процесс генерации плазменного канала можно разделить на три основных этапа. На этапе 1 электрическая энергия, превышающая пороговое значение энергии пробоя рабочей среды (рабочей текучей среды 10), накапливается на катоде и, в конечном счете, достигает своего максимального значения. Во время кратковременной задержки между катодом и анодом начинает протекать слабый электрический ток.
После этого на этапе 2 слабый ток, который начал протекать на этапе 1, начинает формировать канал между катодом и анодом. Пробой рабочей среды начинается, когда энергия достигает своего максимума, при этом начинает формироваться канал с высокой проводимостью. Энергия немного снижается, а электрический ток растет, причем проводимость канала также возрастает во время данного этапа.
Наконец, на этапе 3 вся накопленная энергия (кроме небольшой ее части, которая пошла на создание канала) передается из катода на анод в течение очень короткого интервала времени (приблизительно 10-100 мкс). Это происходит благодаря очень высокой проводимости канала. Температура материала канала повышается до (15-40)×103 К, а давление повышается до 300-1000 МПа. Канал растет радиально с очень большой скоростью благодаря повышенному внутреннему давлению. Рост канала вызывает сжатие рабочей среды, тем самым вызывая встречное давление в нем, что в свою очередь ограничивает радиальное увеличение канала. Локальное структурное изменение материала анода (т.е. локальной зоны 12 в поверхностной зоне стальной трубы 2) происходит в результате воздействия высокой энергии, передаваемой через плазменный канал в анод, как было описано выше. Как уже было сказано, локальное структурное изменение материала модифицированной зоны 12 представляет собой кодовый элемент в различительной маркировке стальной трубы 2.
Рассмотрим принцип действия оборудования, показанного на фиг.1 и 2, ссылаясь на фиг.3. Далее при описании допускается, что на стальной трубе 2 создается простая двоичная различительная маркировка, имеющая значение "11011011". На практике такая короткая различительная маркировка имеет ограниченное применение, поскольку с ее помощью можно представить только 256 различных кодовых комбинаций. В реальных приложениях для различительной маркировки используется значительно большее количество кодовых позиций (двоичных цифр), что не сложно реализовать для специалиста в этом деле. Обратимся теперь к фиг.3. На первом шаге 30 оператор оборудования для создания различительной маркировки вводит желаемую различительную маркировку (в данном примере "11011011") при помощи соответствующего устройства ввода, такого как клавиатура компьютера. После этого введенная различительная маркировка считывается контроллером электрода (не показанном на чертежах), генерирующем на шаге 31 команды управления отдельными электродами 5, которые необходимо активизировать для генерирования соответствующего двоичного значения в желаемой различительной маркировке. В данном примере двоичная "1" будет представлена модифицированной зоной 12 на стальной трубе 2, тогда как двоичный "0" - немодифицированной зоной. Следовательно, в данном случае контроллер электрода должен последовательно активизировать электроды № 1, 2, 4, 5, 7 и 8 для генерирования желаемой различительной маркировки "11011011".
В настоящем документе не дается детального описания реализации контроллера электрода, поскольку для данного изобретения может быть использован практически любой контроллер, имеющийся в продаже. Следовательно, считается, что выбор и программирование соответствующего контроллера с целью выполнения изобретения, описанного в настоящем документе, опытный специалист сможет осуществить.
В дальнейшем на шаге 32 оператор включает генератор электрических импульсов 20 путем, например, включения выключателя электропитания, не показанного на чертеже. После этого, как показано в блоках шагов 33-37, контроллер электрода выполняет цикл столько раз, сколько имеется двоичных цифр во введенной различительной маркировке. Таким образом, поскольку желаемая различительная маркировка в данном примере содержит 8 двоичных цифр, то произойдет 8 итераций цикла 33, как показано на чертеже 3.
На шаге 34 контроллер электрода определяет, равна ли 1 соответствующая битовая позиция 1-8 во введенной желаемой различительной маркировке. Если это так, то программа переходит на шаг 35, на котором подвижной контакт 16 передвигается вдоль линейной направляющей 15 к соответствующему электроду 5 для образования электрического контакта между электродом и генератором электрических импульсов 20. Потом на шаге 36 заряжается генератор электрических импульсов 20, а точнее - конденсатор 23, являющийся его составной частью. Когда конденсатор 23 полностью заряжается на шаге 36, на шаге 37 ключ 22 замыкается, чтобы приложить электрический импульс к соответствующему электроду 5, при этом происходит обработка поверхности плазменным каналом, как описано выше, и на стальной трубе 2 формируется локальная поверхностная зона 12 с измененной структурой материала, что и будет соответствовать конкретному значению бита i.
После завершения шага 37 программа возвращается на шаг 33 для проведения очередной итерации цикла, если i не достигло 8. Инкремент i происходит каждый раз после завершения шага 37, пока i не станет равным 9. После этого выполнение цикла 33-37 прекращается, и программа завершается на конечном шаге 38.
Если на шаге 34 соответствующее двоичное значение не равно 1 (т.е. равно 0), тогда шаги 35-37 не выполняются. Вместо этого сразу происходит возврат на начальный шаг 33 цикла. Следовательно, в данном случае на соответствующий отдельный электрод 5 не направляется электрический импульс, в результате соответствующая локальная поверхностная зона на стальной трубе 2 под соответствующим электродом 5 остается неизменной, что соответствует двоичному 0.
Для стальных конструкций изменение структуры материала, вызванное электрическим импульсом и плазменным каналом, сопровождается значительным упрочением (затвердением) локальной поверхностной зоны, к которой прикладывается электрический импульс. К тому же измененная структура материала может характеризоваться изменением химического состава и/или механических свойств вдобавок к изменению твердости, как подробнее будет описано ниже в настоящем разделе со ссылкой на большое количество результатов испытаний. Основной особенностью модифицированной зоны 12 с локально измененной структурой материала есть то, что она остается прочной и не вызывает повреждения помечаемого материала 2 или ухудшение его свойств.
Ниже в таблице показано три типа промышленно выпускаемых сталей, которые испытывались в связи с настоящим изобретением.
Типичное значение глубины проникновения δdepth зоны 12 с измененной структурой материала составляет от 90 до 200 мкм для стали 1, от 30 до 200 мкм для стали 2 и от 40 до 350 мкм - для стали 3. Однако дополнительные испытания показали, что в некоторых случаях изменение структуры материала происходит значительно глубже, чем до указанных значений. В конечном счете, как диаметр δdiam модифицированной зоны 12, так и ее глубина проникновения δdepth зависят от различных факторов: величины электрического импульса, типа и свойств стального материала, геометрии электрода и характеристик рабочей среды.
Были проведены различные испытания вышеназванных и других типов сталей, как описано в дальнейшем со ссылками на фиг.4-7.
1. Визуальный эффект
Наблюдатель на месте модифицированной зоны 12 видит круг. Вокруг модифицированной зоны можно заметить несколько концентрических переливающихся колец, которые выглядят так из-за изменения температуры нагревания вокруг плазменного канала. Для всех исследованных типов сталей шероховатость поверхности обработанной зоны составила Rz=60-100 мкм.
2. Поверхностная твердость (зернистая структура)
Исследования при помощи микроскопа показали, что на поверхностном уровне материала появляется аморфный или мелкозернистый "белый слой". Белый слой возникает в результате одновременного действия теплового и ударного импульсов. Типичное значение твердости белого слоя в 1,5-3,5 раза выше, чем значение твердости немодифицированного материала. Кроме того, под белым слоем есть дополнительный слой, в котором зерна меньше, чем в белом слое. На фиг.4 показана зависимость поверхностной твердости Нμ от глубины модифицированной зоны δс (что соответствует глубине проникновения δdepth на фиг.2) после обработки поверхности плазменным каналом для стали 1 (пунктирная линия 41) и стали 3 (сплошная линия 42).
Белый слой стали 1 толще этого слоя для стали 2, что можно объяснить большим процентным содержимым углерода в стали 1. Наличие никеля также способствует возникновению белого слоя, поскольку никель ускоряет процесс растворения карбидов в аустените. В сталях с низким содержанием углерода после их обработки плазменным каналом было найдено несколько зерен феррита. Этот факт подтверждает то, что превращение α⇔γ происходит без диффузии в результате очень быстрого нагревания и охлаждения. Что касается стали 3 (основной материал феррит-перлит), то исследования, проведенные при помощи электронного микроскопа, показали, что ее белый слой представляет собой мартенсит и остаточный аустенит, а также карбиды (Cr, Fe)23C6.
3. Остаточное напряжение
На фиг.5 показано остаточное напряжение σres для стали с 4% содержанием углерода и 1% содержанием хрома (кривая 51), а также для стали с 14% содержанием углерода и 17% содержанием хрома (кривая 52). Параметры электрического импульса, которые использовались для проведения настоящего испытания: UO=30 кВ и С=12 мкФ.
На фиг.5 показано остаточное напряжение поверхности при растягивании и остаточное напряжение при ее сжатии на глубине 400 мкм для кривой 51, которая находится ниже названного выше белого слоя. Остаточное напряжение при сжатии для кривой 52 начинается на глубине 200 мкм.
4. Микродеформации
На фиг.6 показаны результаты исследований микродеформаций в материале после его обработки плазменным каналом. Кривая 61 на фиг. 6 соответствует стали с 4% содержанием углерода и 1% содержанием хрома, а кривая 62 - стали 3 из вышеприведенной таблицы. Микродеформации определялись путем оценки распределения микронапряжений при измерении деформаций в различных слоях образца материала. Измерения проводились слой за слоем, после чего каждый слой удалялся травлением. Для измерения деформаций в слоях использовался тензодатчик. Остаточное напряжение на главной оси вычислялось на основании полученных значений деформации при следующих предположениях:
- Поверхностное напряжение образца материала не превышает условную границу текучести.
- Поверхностное напряжение образца материала имеет равномерное распределение.
- Поверхностные силы статически уравновешены.
- Краевой эффект распространяется на расстояние, которое не превышает ширину образца материала.
Для подсчета остаточного напряжения на главной оси использовалась следующая формула:
σres=-Bσ(dε/dδi)+∫Aδi-1(dε/dδi-1)dδi-1,
где Вσ Aδi-1 - коэффициенты, зависящие от толщины удаленного слоя, ε - деформация, δi - толщина удаленного слоя i, где i=1, 2, 3...
Толщина удаленного слоя δi определяется путем измерения потерь материала за единицу времени (скорость травления):
δi=R[1-(G1/G2)],
где R - ширина образца материала до травления, G1 - вес образца материала после травления, G2 - вес образца материала до травления.
Данные распределения остаточного напряжения представляют собой усредненные результаты измерений для трех и более образцов материала.
Микронапряжение также было исследовано с использованием радиографического метода, общеизвестного под названием метода Дебая-Шеррера. Остаточное напряжение в обозначенной зоне 12 является результатом локальных пластических деформаций, фазовых переходов и неравномерного нагревания и охлаждения материала. По существу, радиографический метод заключается в анализе остаточного напряжения путем измерения изменения Δϑ дифракционной картины. В простейшем случае нормальное напряжение связано с изменением дифракционной картины Δϑ следующим уравнением:
σ=E·(cosϑ/sinϑ)·(Δϑ/μ),
где Е - модуль упругости первого рода, μ - коэффициент Пуассона. Микронапряжения приводят к расширению дифракционных линий. Микронапряжения измерялись по изменениям и расширениям дифракционных линий в соответствии со стандартной процедурой.
Стойкость к растрескиваниям
На фиг.7 показаны результаты измерений стойкости к растрескиваниям, вычисленным по критическому коэффициенту интенсивности напряжений. Бруски с прямоугольным поперечным сечением (18 на 10 мм) сгибались под действием статической нагрузки со скоростью 0,6 мм/с. Появление трещин регистрировалось при помощи тензометров. Кривые 71, 72 и 73 соответствуют стали с 4% содержанием углерода и 1% содержанием хрома, которая не подвергалась обработке плазменным каналом. Соответственно кривые 74, 75 и 76 отображают образцы материала той же самой стали, однако обработанной плазменным каналом.
6. Износостойкость
Для проведения испытаний на износ использовалось оборудование, состоящее из вращающегося круга и неподвижного блока (оборудование общеизвестно как машина типа МИ-1М). Скорость круга - 0,89 м/с. К блоку прикладывалось усилие PF=0,3-0,4 МПа для испытания трением без использования смазки. Для проведения стандартного испытания трением с использованием абразивной смазки к стандартной промышленной смазке было добавлено 0,1% кварцевого песка. В данном случае скорость круга составляла 0,89 м/с, а прикладываемое усилие - PF=2,0-3,9 МПа. Износ определялся по потере веса каждым из образцов. Эксперименты показали, что плазменная обработка повышает износостойкость материала. В нижеприведенной таблице показаны потери веса (в мг) стали 2 при соприкосновении стального образца и чугуна при наличии трения без и с использованием смазки, до и после обработки плазменным каналом соответственно.
Исследования других типов сталей показали, что износостойкость после проведения обработки плазменным каналом возрастает в 1,5-2,5 раза.
Вдобавок к изменению структуры материала, о чем было сказано в предыдущих разделах, существует возможность в рамках настоящего изобретения изменить также химический состав материала. Например, в некоторых стальных материалах обрабатываемые зоны могут поглощать легирующие элементы из окружающей среды во время процесса плазменной обработки благодаря ускоренному процессу диффузии в материал и активному перенесению химических элементов в него. Такое изменение химического состава материала может повысить контрастность и долговечность различительной маркировки.
Для сталей с низким содержанием углерода одним из вариантов изменения химического состава является размещение перед электродом 5 очень маленького куска проволоки с очень высоким содержанием марганцевой или никель-хромистой стали или другого сплава. Это позволяет создать локальный процесс легирования в зоне 12. Тонкая проволока диаметром, например 0,05-0,15 мм, быстро испаряется под воздействием электрического импульса и переходит в плазменное состояние. Активные легирующие элементы из металлической плазмы после этого переносятся в стальную структуру во время контакта плазмы с ее поверхностью. Этот взрыв тонкой проволоки происходит в рабочей жидкости 10 и генерирует плазму с плотностью до 0,01 г/см2 и температурой около 20-35×103 К. Такая плазма имеет высокую степень ионизации, является очень активной и агрессивной при взаимодействии со стальным материалом.
В соответствии с другим вариантом изменение химического состава материала реализуется следующим образом. Тонкий слой (1 мкм) изотопов Fe55, Fe59 с OD 12 мм наносится на поверхность материала путем электрохимической реакции. Тонкий слой изотопов необходимо разместить на заранее определенных позициях в соответствии с желаемым рисунком различительной маркировки. Образцы с изотопами необходимо погрузить в воду. Два маркировочных электрода (анод и катод) располагаются над поверхностью образца и находятся один напротив другого во избежание непосредственного контакта между плазмой и слоем изотопов во время разряда. Расстояние от электродов до поверхности образца должно быть в 1,5 раза больше, чем расстояние между электродами.
После включения генератора электрических импульсов и генерации электрических импульсов между парой электродов необходимо по возможности медленно переместить их вперед-назад несколько раз вдоль зоны маркировки.
Слой за слоем была проанализирована остаточная интеграция изотопов в поверхностном слое образцов (с шагом 0,3-0,7 мкм). В результате было определено, что минимальная глубина интеграции радиоактивного изотопа Fe55+59 составляет приблизительно 20 мкм.
Такое перенесение массы не может быть результатом смешивания двух компонентов в твердом состоянии, иначе глубина интеграции в таком случае составляла бы только порядка 0,1 мкм. Считается, что наибольший вклад в развитие этого процесса делают межузловые атомы. Слабая радиоактивность каждой помечаемой зоны делает достаточно простым ее распознавание с использованием существующего стандартного оборудования. Вышесказанное подтверждает, что существует возможность превысить максимальную степень интеграции в твердом состоянии и добавить в материал легирующий элемент для создания нового сплава в локальной поверхностной зоне в соответствии с заранее определенными техническими условиями.
Ниже будет приведен еще один пример вышеописанных процессов. В результате супербыстрых термических циклов (нагревание и охлаждение) во время действия электрического импульса происходит интенсивное растирание начальной структуры. Это повышает количество кристаллических дефектов (на краях зерен и узлов) и плотность дислокации, которая содействует процессам диффузии. Электрический импульс создает ударное сжатие поверхности материала вдобавок к тепловому воздействию, которое приводит к активизации дислокационного движения. При этом возрастает также плотность дислокации. Таким образом, процесс диффузии ускоряется благодаря процессу дислокации в металлах. Во время действия электрического импульса электрическая плазма активизирует данный процесс. Следовательно, в результате процесса быстрой диффузии химический состав материала можно изменить в локальной поверхностной зоне, что будет являться частью различительной маркировки. Достичь этого можно путем переноса легирующих элементов в локальную зону из рабочей среды. Активный химический элемент в рабочей среде насыщает поверхностный слой материала. Для этого можно использовать соли легирующих металлов, растворенные в воде. Например, использование вместо обычной воды водного раствора хлорида хрома повышает содержание хрома в поверхностном слое образца из стали L-80 на 450%. Можно использовать и другие жидкости. Так, использование трансформаторного масла (макромолекулярного углеводорода) повышает содержание углерода в поверхностном слое образцов из стали L-80 на 400%.
Вероятно ювенильные поверхности, образовавшиеся под действием электрической плазмы, выступают в роли катализаторов для диффузионных атомов, двигающихся из рабочей среды в обрабатываемый материал. Результаты экспериментальных исследований подтверждают возможность применения вышеописанного метода электрических импульсов для легирования поверхности стали и для предварительного определения химических характеристик нового сплава путем манипуляций с рабочей средой.
На фиг.8 показан еще один более реалистичный пример различительной маркировки, создаваемой на стальной трубе 2 согласно данному изобретению. На фиг.8 сделано предположение о том, что оператор хочет маркировать стальную трубу 2 десятичным значением "9356097", которое может помечать, например, номер изделия или серийный номер стальной трубы 2, ее производителя, владельца и т.д. На фиг.8 каждая десятичная цифра в различительном коде представлена соответствующим набором из шести двоичных цифр 81-87, т.е. двоичных секстетов. Таким образом, общий различительный код (какой содержит семь десятичных цифр) формируется из семи двоичных секстетов 81-87, каждый из которых содержит шесть двоичных цифр, помечающих соответствующее десятичное значение. Каждая из этих двоичных цифр представляется локальной поверхностной зоной 12 с модифицированной структурой материала в случае, если соответствующая двоичная цифра равна 1, что было обстоятельно описано со ссылками на предыдущие чертежи. С другой стороны, если двоичная цифра равна 0, то соответствующая локальная поверхностная зона на стальной трубе 2 не подвергается действию плазменного канала а, следовательно, структура материала данной зоны остается неизменной.
Для облегчения дальнейшего считывания различительной маркировки 81-87, каждый двоичный секстет всегда начинается с двоичной 1 и аналогично всегда заканчивается двоичной 1. Поэтому, фактически, информация, представленная каждым двоичным секстетом, состоит из четырех промежуточных двоичных цифр между первой и последней двоичной 1, как показано на фиг.8. Например, первая десятичная цифра в различительной маркировке, т.е. 9, представлена двоичным секстетом 81 на фиг. 8, который начинается и заканчивается двоичной 1 и содержит посредине между ними двоичное значение "1001". Из техники хорошо известно, что двоичное значение "1001" соответствует десятичному значению 9.
Кроме того, для улучшения считывания различительной маркировки перед опознавательным кодом желательно записать отдельный начальный секстет 80, который всегда имеет двоичное значение "111111". Соответственно опознавательный код в данном случае всегда завершается конечным секстетом 88, который всегда имеет двоичное значение "111001".
Приведенные на фиг.3 и 8 примеры форматов различительной маркировки являются только двумя возможными примерами из практически неограниченного количества возможных форматов кода. Более того, даже когда двоичный формат опознавательного кода кажется практически целесообразным, во всяком случае, на сегодняшний день, данное изобретение предусматривает также использование форматов опознавательного кода, которые базируются на недвоичных системах счисления. Например, при использовании легирующего свойства, описанного выше для некоторых вариантов конструкций (в которых меняются не только структура материала, но и его химический состав), появляется возможность использования как основы системы счисления не только 2 (двоичная система), но и других основ для опознавательного кода. В данном случае первый тип химического состава в модифицированной зоне может соответствовать первой цифре в системе счисления, в то время как второй химический состав - второй цифре и т.д.
Что касается конструкции отдельных электродов 5, данное изобретение, конечно, не ограничивается вышеприведенными примерами. Количество, дистанция и конструкция набора электродов 5 может варьироваться без каких-либо ограничений в рамках настоящего изобретения в зависимости от конкретного применения. Например, вместо использования набора электродов 5 можно использовать всего только один электрод 5, перемещающийся между соответствующими позициями опознавательного кода для создания необходимого локальной маркировки.
Наконец, опять делается акцент на то, что данное изобретение ни в коем случае не ограничивается стальными материалами или трубами. Практически на любом объекте из электропроводного материала с кристаллической структурой можно в принципе создать опознавательную маркировку в соответствии с изобретением.
Данное изобретение было описано выше со ссылками на некоторые варианты исполнения. Однако также возможны и другие варианты исполнения в рамках настоящего изобретения, отличающиеся от тех, на которые ранее делались ссылки, которые описаны в прилагаемых независимых пунктах формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ МАРКИРОВКИ НА ПОВЕРХНОСТНЫЕ СЛОИ ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2016 |
|
RU2679114C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2541325C1 |
| Устройство для электроискрового вибрационного легирования металлов | 2020 |
|
RU2732260C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 1994 |
|
RU2086698C1 |
| МАРКИРОВАНИЕ АЛМАЗА | 1998 |
|
RU2199447C2 |
| Способ скрытого малоинвазивного маркирования объекта с целью его идентификации | 2016 |
|
RU2644121C2 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2009 |
|
RU2418074C1 |
| НОСИТЕЛЬ ДАННЫХ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2424909C2 |
| Способ поверхностного упрочнения детали из стали | 2018 |
|
RU2688009C1 |
| Способ обработки обожженных анодов для производства алюминия электролизом криолит-глиноземного расплава | 1987 |
|
SU1627090A3 |
Изобретение относится к различительной маркировке объектов. Его использование для маркировки, например, металлических труб позволяет получать стойкую маркировку с длительным сроком службы. Этот результат достигается тем, что для каждой зоны на объекте позиционируют электрод, подают электропроводящую рабочую жидкость между электродом и выбранной зоной и генерируют электрический импульс между электродом и выбранной зоной через рабочую среду, с напряжением и мощностью, достаточными для обеспечения пробоя рабочей жидкости и локального структурного изменения материала в каждой выбранной зоне, при этом различительной маркировкой объекта является взаимное расположение зон со структурным изменением материала. Для повышения качества маркировки между электродом и выбранной зоной устанавливают легирующий элемент. 2 н. и 21 з.п. ф-лы, 8 ил., 2 табл.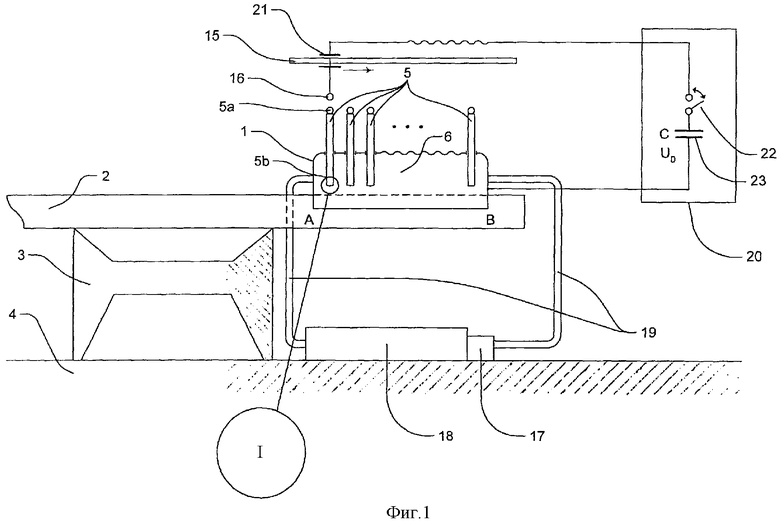
| КРАСНИКОВ В.Ф., ПЕТРИКОВСКИЙ Е.Л., Маркирование и клеймение, Москва, Машиностроение, 1973, с | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |

