Изобретение относится к области деревообработки, а именно изготовления дверных блоков, окон, мебели путем монтажа и соединения двух или нескольких элементов деревянной конструкции между собой посредством навесов открытого типа различной формы и размера, устанавливаемых в пазах соединяемых элементов и инструментов для изготовления пазов.
Из технического уровня известен фрезерный инструмент для выработки пазов, состоящий из двух дисков, между которыми резьбовыми элементами закреплены одинаковые режущие зубья клиновидной формы [А.С. 1832078, БИ №29, 7.08.93]. Указанный инструмент не пригоден для выборки пазов короткой длины и характеризуется сложностью конструкции.
Для работы но дереву, а именно обработки пазов, четвертей, шипов и сложных лекальных профилей, известна также фреза, состоящая из фигурного корпуса с пазами, в которых закреплены фигурные клинья и фигурные ножи [А.С. №1683496, БИ 37, 07.10.91]. Эта фреза предназначена для обработки пазов большой длины и не применима для изготовления пазов под открытые навесы. На практике при индивидуальных работах пазы проходят вручную с помощью стамески или механическим способом путем фрезерования, при этом паз составляют из двух отдельно выбранных половинок, состыковывая соединяемые изделия, что снижает его качество. В техническом уровне не выявлен прототип заявляемому способу и фрезе для его выполнения.
Задачей изобретения является выполнение прямоугольного паза в совмещенных элементах деревянной конструкции с помощью фрезерования и разработка фрезы для его реализации.
Техническими результатами, которые могут быть получены при реализации заявляемого изобретения, являются:
- повышение технологичности;
- одновременное изготовление прямоугольного паза в сопряженных элементах конструкции;
- одинаковая глубина и ширина прямоугольного паза;
- повышение качества и точности обработки;
- получение строго перпендикулярных стенок прямоугольного паза;
- сокращение времени изготовления паза;
- уменьшение трудозатрат.
Решение указанной задачи и достижение вышеперечисленных результатов стало возможным:
- для способа благодаря тому, что в способе выполнения прямоугольного паза для установки открытого навеса в соединяемых им элементах деревянной конструкции элементы деревянной конструкции предварительно соединяют встык и временно жестко скрепляют по месту соединения со стороны плоскости крепления открытого навеса, намечают длину под выборку паза, равную длине открытого навеса, прямоугольный паз выполняют одновременно в теле соединенных элементов деревянных конструкций путем последовательного сверления отверстий, в пределах отмеченной длины, фрезой, имеющей спиралевидную форму с заточкой ее режущих торцевых плоскостей под углом 120° с образованием двух равноугольных противолежащих зубцов, располагая центр фрезы при сверлении каждого следующего отверстия по линии соединения элементов деревянной конструкции, с последующим сглаживанием фрезой, путем ее продольной протяжки по длине паза, неровностей высверленных отверстий, при этом диаметр фрезы равен толщине открытого навеса, а фрезерование осуществляют на глубину, равную ширине его планки,
- для фрезы, имеющей рабочие боковые грани спиралевидной формы, образующие спиралевидный канал, и режущие торцевые плоскости, благодаря заточке ее режущих торцевых плоскостей под углом 120° с образованием двух равноугольных противолежащих зубцов, обеспечивающих возможность формирования фрезой, при сверлении цилиндрических отверстий, а при ее протяжке по длине паза вершинами равноугольных противолежащих зубцов, прямого угла в днище паза.
Древесина, используемая в производстве дверей, рам и других изделий народного хозяйства, имеет разное качество, а именно ей характерны сколы, сучковатость, неправильная волокнистость, рыхлость, повышенная смолистость. Все эти факторы напрямую влияют на ухудшение качества обрабатываемого паза.
Заявляемый способ за счет совокупности существенных признаков позволяет устранить влияние вышеуказанных факторов на качество изготовляемого прямоугольного паза, поскольку его изготовление фрезерованием обрабатываемых деревянных деталей происходит в состоянии жесткого соединения, например струбцинами, т.е. в напряженном состоянии древесины, что не позволяет древесине задираться, а сучкам вылетать, т.е. прямоугольные пазы выполняют так же качественно, как и из высококачественной древесины, это очень важно при работе со шпонированными изделиями. Заявляемая конструкция фрезы обеспечит за один проход строго прямоугольной формы паз заданных размеров, при этом разрушенную древесину в процессе выборки прямоугольного паза удаляют за счет рабочих боковых граней через образованный ими спиралевидный канал.
Изобретение иллюстрируют следующие фигуры:
Фиг.1 - фреза с заточенными рабочими плоскостями (вид сбоку),
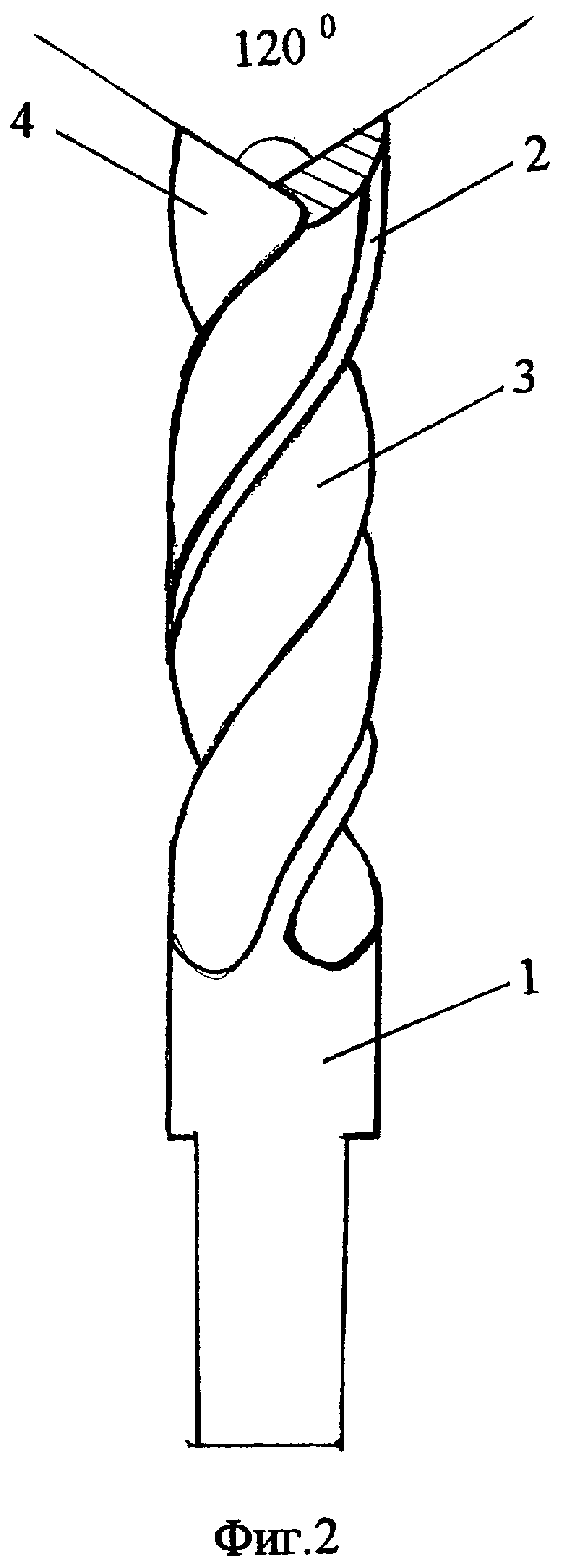
Фиг.2 - фреза с заточенными рабочими плоскостями (вид сбоку, развернутый на 90° по отношению к фиг.1);
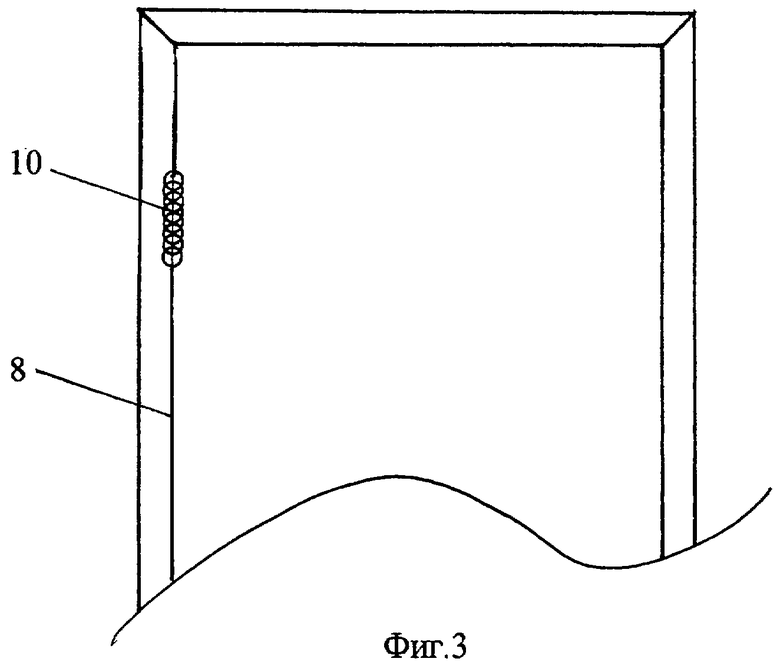
Фиг.3 - изготовление прямоугольного паза на стадии сверления отверстий;
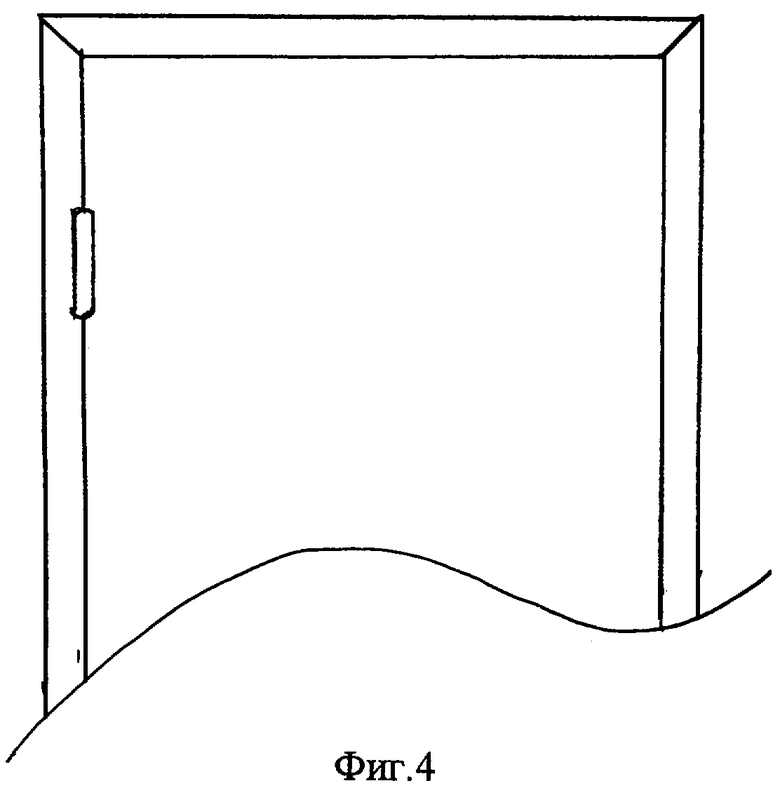
Фиг.4 - изготовление прямоугольного паза в стадии сглаживания неровностей;
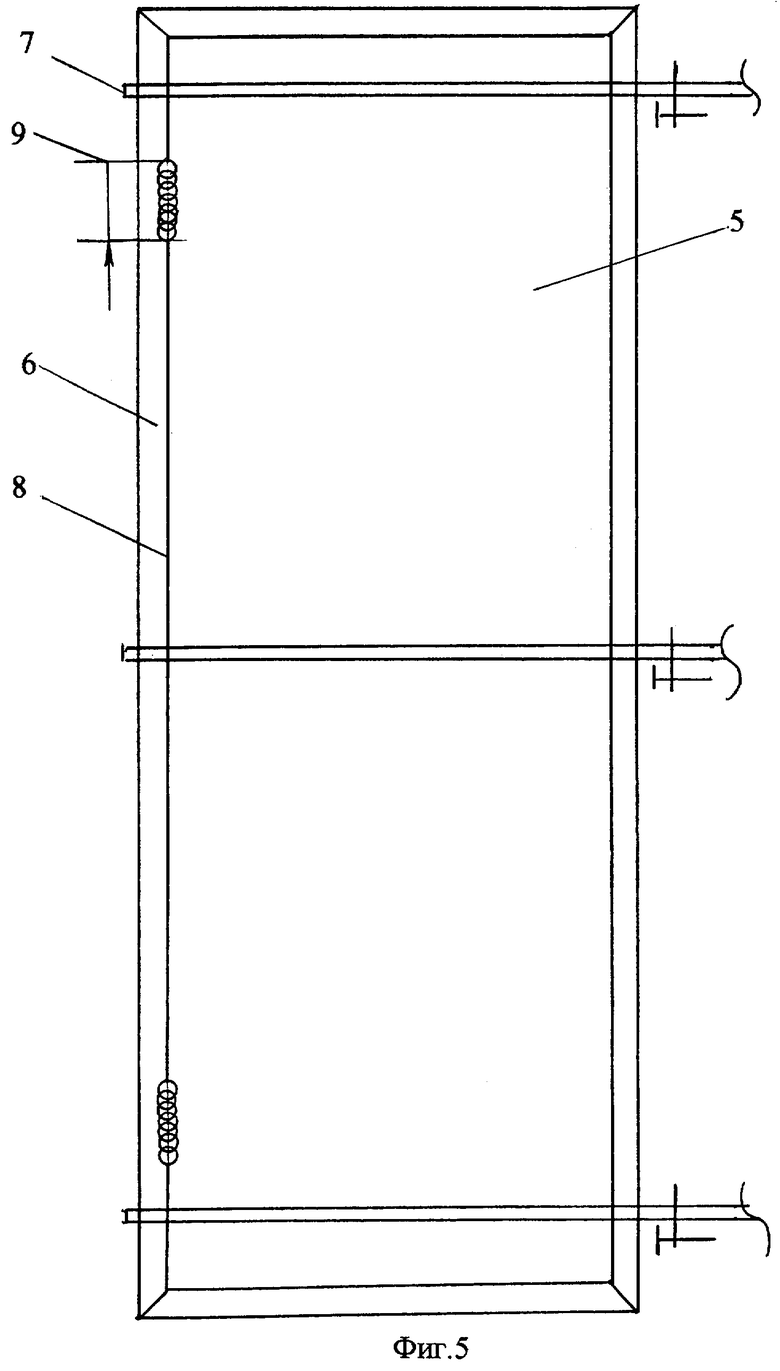
Фиг.5 - дверной блок на стадии изготовления двух прямоугольных пазов под открытые навесы;
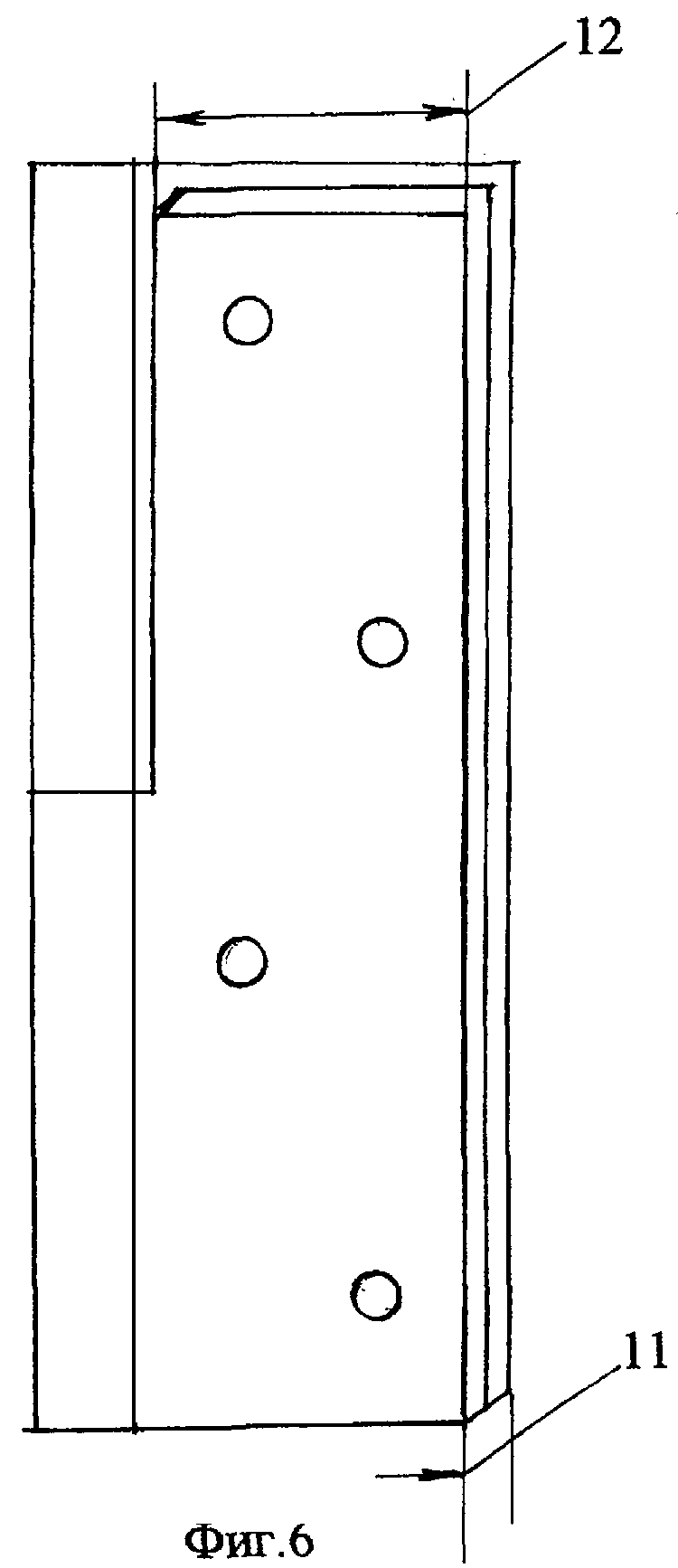
Фиг.6 - открытый навес.
Заявляемая фреза для выполнения прямоугольных пазов в деревянных конструкциях (фиг.1, 2) включает тело 1, рабочие боковые грани 2 спиралевидной формы, спиралевидный канал 3 между этими рабочими боковыми гранями 2, режущие торцевые плоскости (на фигурах не показаны) заточены под углом 120° с образованием двух равноугольных противолежащих зубцов 4 с возможностью изготовления прямоугольного паза.
Способ, реализуемый заявляемой фрезой, осуществляют следующим образом. Временно скрепляют два элемента 5 и 6 деревянной конструкции жестко, например, в случае работы с дверными блоками с помощью струбцин 7 (фиг.5), отмечают на линии соединения 8 элементов 5 и 6 деревянной конструкции длину 9 прямоугольного паза, выполняемого с помощью заявляемой фрезы, укрепленной в фрезере (на фигуре не показано).
В пределах отмеченной длины сверлят отверстия 10 цилиндрической формы, располагая при сверлении каждого следующего отверстия 10 центр фрезы по линии соединения 8 (фиг.3). Диаметр фрезы равен толщине 11 открытого навеса (фиг.6), а фрезерование осуществляют на глубину, равную ширине его планки 12 (фиг.6). После прохождения ряда отверстий 10 цилиндрической формы, например, частично перекрывающихся, образуются неровности, которые удаляют фрезой при ее протяжке по длине прямоугольного паза, при этом концы равноугольных противолежащих зубцов и обеспечивают строгую перпендикулярность днища, а удаление разрушенной древесины осуществляют через спиралевидный канал 3 между рабочими боковыми гранями 2.
Промышленную применимость заявляемого изобретения показывает пример конкретного исполнения.
Пример.
Заявляемый способ изготовления прямоугольных пазов для установки открытого навеса в соединяемых им элементах деревянной конструкции и фреза для выполнения прямоугольного паза применены при изготовлении дверного блока.
Коробку дверного полотна скрепляют саморезами по размеру дверного полотна с учетом зазоров, которые выставляют с помощью регулировочных фишек, плотно стягивают полученный дверной блок струбцинами, жестко соединяя торец двери и торец коробки дверного блока.
Отмечают длину открытого навеса с учетом, что расстояния от верхнего и нижнего торцов дверного полотна должны составлять полторы длины открытого навеса.
Выбирают фрезу для фрезерования с учетом, что ее диаметр должен быть равен толщине навеса, в конкретном примере составляет 6,5 мм.
Устанавливают выбранную фрезу с заточкой режущих торцевых плоскостей 120° во фрезер, фиксируют линейку фрезера таким образом, чтобы центр фрезы находился на линии соединения элементов деревянной конструкции дверного блока. Устанавливают на фрезере глубину фрезерования, равную ширине планки навеса, в конкретном случае она равна 30 мм. Для обоих намеченных прямоугольных пазов в пределах отмеченной длины сверлят отверстия с шагом 0,5 диаметра фрезы, располагая каждый раз центр фрезы по линии соединения. Затем путем продольного продвижения фрезы по длине паза сглаживают неровности высверленных отверстий. В результате получаются два паза, половинки которых пройдены за один проход фрезы и точно совмещены, что обычно не достигается при отдельной выборке половинок пазов. После снятия струбцин и удаления регулировочных фишек устанавливают в изготовленные прямоугольные пазы открытые навесы и прикручивают их. После закрепления открытых навесов зазоры остаются неизменными. При работе с дверными блоками и открытыми навесами одинакового размера и конструкции фрезер настраивают один раз на любое количество дверей.
Таким образом, заявляемая совокупность существенных признаков позволила решить поставленную задачу и достигнуть повышения технологичности процесса за счет одновременного изготовления фрезерованием двух половинок паза и их гарантированного совмещения, повышения качества прямоугольного паза за счет выполнения его стенок строго перпендикулярными днищу и отсутствия сколов, достижения выборки прямоугольного паза с одинаковой глубиной и шириной за счет установления параметров работы фрезера и соблюдения прохождения центра фрезы по линии соединения, сокращения времени и уменьшения трудозатрат за счет соблюдения последовательности заявляемой совокупности признаков и осуществления выборки паза при напряженном состоянии древесины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| МНОГОЦЕЛЕВОЙ СТАНОК ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 1995 |
|
RU2099179C1 |
| Малогабаритный деревообрабатывающий станок | 1991 |
|
SU1834798A3 |
| Способ фрезерования пазов в тонкостенных деталях | 2020 |
|
RU2740068C1 |
| ОХВАТЫВАЮЩИЙ ЗЕНКЕРНЫЙ ИНСТРУМЕНТ И СПОСОБ ВЫПОЛНЕНИЯ ДУГООБРАЗНЫХ ПАЗОВ | 1997 |
|
RU2189297C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОЙ КЛЕЕНОЙ ДЕРЕВЯННОЙ БАЛКИ | 2014 |
|
RU2555734C1 |
| Цилиндрическая сборная фреза | 1991 |
|
SU1813636A1 |
| СПОСОБ ВРЕЗКИ ПЕТЕЛЬ | 2014 |
|
RU2559547C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
Изобретение относится к области деревообработки, а именно изготовлению дверных блоков, окон, мебели путем монтажа или соединения двух или нескольких элементов деревянной конструкции посредством открытых навесов, устанавливаемых в пазах. Способ характеризуется тем, что элементы деревянной конструкции предварительно соединяют встык и временно жестко скрепляют, по месту соединения со стороны плоскости крепления открытого навеса намечают длину под выборку прямоугольного паза, равную длине открытого навеса, прямоугольный паз выполняют одновременно в теле соединенных элементов деревянной конструкции путем последовательного сверления отверстий в пределах отмеченной длины фрезой, имеющей спиралевидную форму с заточкой ее режущих торцевых плоскостей под углом 120° с образованием двух равноугольных противолежащих зубцов, располагая центр фрезы при сверлении каждого следующего отверстия по линии соединения элементов деревянной конструкции, с последующим сглаживанием фрезой путем ее продольной протяжки по длине паза неровностей высверленных отверстий, при этом диаметр фрезы равен толщине открытого навеса, а фрезерование осуществляют на глубину, равную ширине его планки. Фреза для выполнения прямоугольного паза имеет рабочие боковые грани спиралевидной формы, образующие спиралевидный канал, и режущие торцевые плоскости, заточку ее режущих торцевых плоскостей под углом 120° с образованием двух равноугольных противолежащих зубцов, обеспечивающих возможность формирования фрезой при сверлении цилиндрических отверстий, а при ее протяжке по длине паза вершинами равноугольных противолежащих зубцов прямого угла в днище паза. 2 н. п. ф-лы, 6 ил.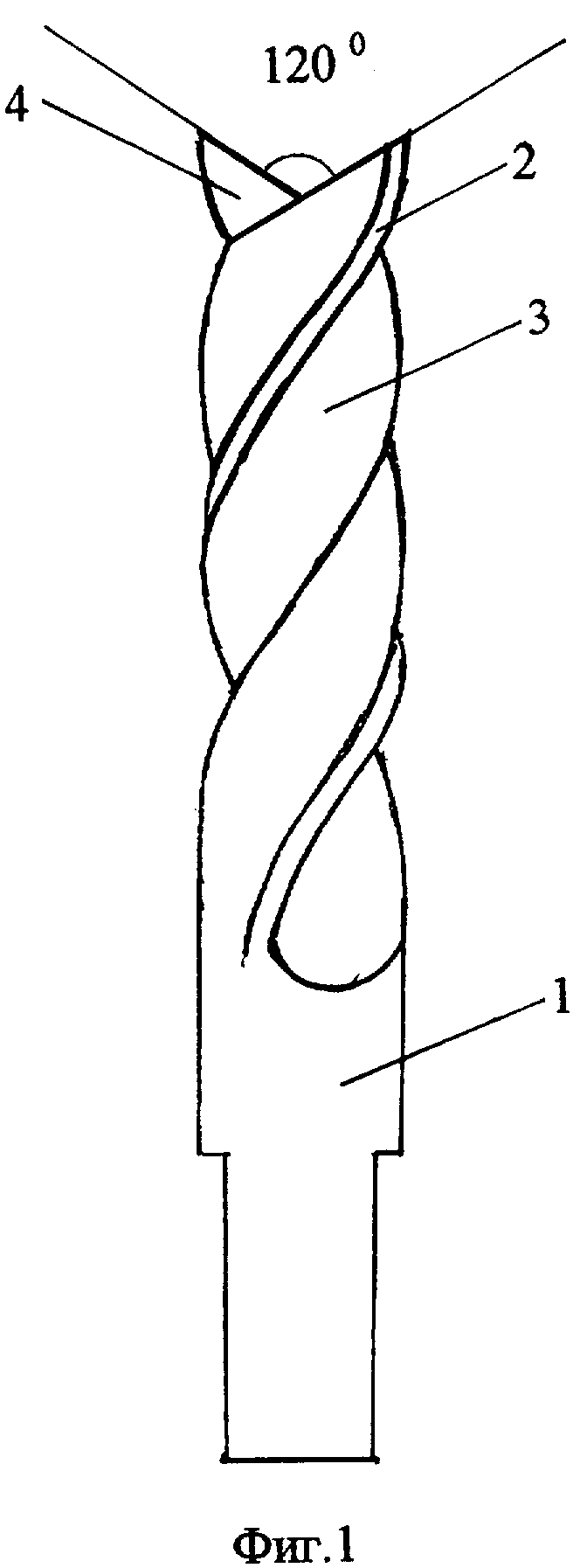
| SU 1683496 A3, 07.10.1991.SU 63889 A1, 16.04.1946.SU 1722710 A1, 30.03.1992.SU 1282988 A1, 15.01.1987.SU 133217 A1, 01.12.1960. |

