Изобретение относится к области обработки сквозных и глухих прямоугольных отверстий.
Для выбора оптимального, с точки зрения наиболее рационального и легко осуществляемого, способа финишной обработки заявитель провел анализ известных способов обработки, которые могли бы быть использованы при выполнении прямоугольных отверстий.
При использовании электрофизических способов обработки прямоугольных отверстий возникают следующие недостатки: рабочая площадь сечения торца электрода инструмента относительно мала и в межэлектродном промежутке не может быть реализована значительная мощность, производительность при этом снижается, хотя все четыре поверхности отверстия обрабатываются одновременно; при углублении электрода инструмента в обрабатываемую заготовку из-за ухудшения условий удаления продуктов эрозии и отвода тепла (в результате увеличения протяженности боковых зазоров между электродом и гранями окна) скорость съема металла уменьшается; относительно высока трудоемкость изготовления электрода, т.к. размеры его сечения должны точно соответствовать размерам обрабатываемого окна.
Для обработки резанием плоских поверхностей можно использовать различные процессы. Однако расположение обрабатываемых поверхностей, образующих замкнутый внутренний контур, накладывает определенную специфику.
Анализ использования способов фрезерования для финишной обработки прямоугольных отверстий так же не дал положительных результатов. Применение цилиндрического фрезерования не позволяет обработать часть плоскостей отверстий в зоне их углов, что приводит к появлению там переходных цилиндрических участков. А торцовое фрезерование требует, во-первых, разработки специальной фрезерной головки с габаритами, позволяющими размещать ее в обрабатываемом глубоком прямоугольном отверстии; во-вторых, при обработке поверхностей, образующих замкнутый внутренний контур, при переходе от обработки одной плоскости к другой требуется осуществление нового позиционирования либо инструмента (фрезерной головки), либо корпуса детали, что неизбежно понизит точность обработки, которая, учитывая значительную протяженность фрезерной головки и ограниченные размеры ее сечения, и без того не может ожидаться высокой.
Способу протягивания свойственно отсутствие гибкости в принятии решений при любом желании изменить форму и размеры обрабатываемого глубокого прямоугольного отверстия.
Долбление является широко распространенным процессом получистовой обработки поверхностей окон различной формы.
Обработку методом долбления можно разделить на два этапа. На первом (предварительном) этапе в границах контура окна выбирают основной металл с оставлением припуска по контуру (вскрытие окон). При этом стараются контуры окна приблизить к номинальным значениям, чтобы на втором (чистовом) этапе при долблении снять небольшой припуск, обеспечивая заданную точность обработки поверхностей окна (1).
Использование способа долбления затруднено отсутствием станков надлежащих габаритов с большой длиной штосселя, а использование вместо долбежного станка поперечно-строгального затруднено отсутствием ограничения по ходу штосселя.
Известна консольная расточная оправка, в полом корпусе которой установлен стержень с натягом по всей поверхности контакта, при этом поверхность контакта корпуса с установленным в нем стержнем выполнена конической (2).
Известна резцовая головка для строгания, содержащая оправку, предназначенную для установки в шпиндель станка, и державку с пазом под резец, снабженную салазками, установленными в направляющих, выполненных в оправке с возможностью установочного перемещения в направлении, перпендикулярном оси оправки, а державка установлена в салазках с возможностью поворота вокруг своей оси и фиксации в положении, при котором вершина установленного в пазу резца расположена в диаметральной плоскости оправки и со смещением от центра оправки в направлении передней поверхности резца (3).
Наиболее близким техническим решением к заявляемой консольной резцовой оправе является инструмент для обработки глубоких отверстий, выполненный в виде двух расположенных одна над другой труб, предварительно напрягаемых силами упругой крутильной деформации посредством винтовой пары, состоящей из коронки с резьбой и резьбовой втулки, снабженный фланцем, жестко связанным с наружной трубой, и тонкостенной втулкой, размещенной внутри резьбовой втулки и образующей совместно с фланцем и наружной трубой замкнутую полость под введенный в инструмент демпфирующий материал (4).
Известны широкие резцы, у которых лезвие повернуто на некоторый угол к направлению движения стола. Применение резцов с повернутой режущей кромкой к направлению движения при строгании стали на продольно-строгальных станках обеспечивает высокую чистоту поверхности. Получение удовлетворительной чистоты поверхности при обработке стальных деталей широкими резцами с повернутой режущей кромкой объясняется тем, что при повернутой режущей кромке резца получается малый угол резания с достаточно большим передним углом. Это обеспечивает легкость отделения стружки (5).
Но при чистовой обработке широких плоскостей стальных деталей на продольно-строгальных станках быстрорежущими широкими резцами в практике работы встречалось затруднение. Оно состояло в том, что стойкость быстрорежущего резца не позволяет произвести обработку за один проход, поэтому не обеспечивается необходимая параллельность плоскости, а следовательно, и чистота поверхности.
Задачей данного технического решения является обеспечение точностных требований к обработке прямоугольных отверстий в сложной крупногабаритной детали.
Обработка строганием представляет собой кинематически простой способ, основанный на сочетании двух прямоугольных движений: движение резания и поперечное ему движение подачи. Благодаря этому он очень хорошо подходит для формирования плоскостей и составленных из них сочетаний поверхностей, в том числе и замкнутых.
Предлагаемая конструкция резцовой оправки позволяет:
- реализовать заявляемый способ обработки глубоких прямоугольных отверстий;
- обеспечить максимальную жесткость резцовой оправки;
- устранить возможности "подрывания" резцом обрабатываемой поверхности.
Поставленная задача решается следующим образом.
В известном способе изготовления прямоугольных отверстий, заключающемся в предварительной обработке отверстия в пределах его контура и последующей финишной обработке прямоугольного отверстия, финишную обработку осуществляют методом тонкого строгания.
Кроме того, изготовление прямоугольных отверстий осуществляют на фрезерных станках с ЧПУ, при этом резцовую оправку закрепляют на корпусе шпиндельной головки.
Перед финишной обработкой уточняют положение обрабатываемого прямоугольного отверстия в системе координат станка, определяя нулевые точки.
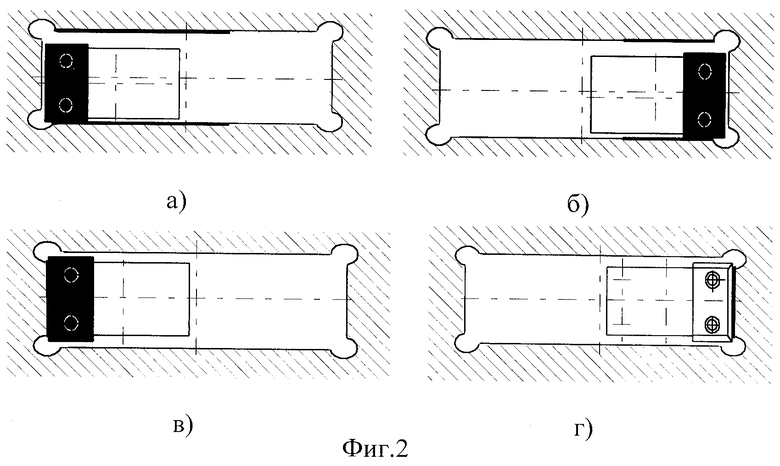
Метод тонкого строгания осуществляют по следующей схеме: сначала производят строгание левых частей нижней и верхней горизонтальных плоскостей отверстия; затем - строгание правых частей нижней и верхней горизонтальных плоскостей; после чего осуществляют строгание левой вертикальной стороны и заканчивают финишный процесс формообразования прямоугольных отверстий строганием правой вертикальной стороны.
Предварительную обработку прямоугольного отверстия начинают с выполнения отверстий в углах контура прямоугольного отверстия.
Предварительную обработку прямоугольного отверстия осуществляют путем сверления и рассверливания в пределах его контура и последующим фрезерованием контура отверстия.
Тонкое строгание осуществляют двумя двойными ходами - один ход с поперечной подачей, второй ход - без подачи.
При фрезеровании контура прямоугольного отверстия, не доходят до его границ 0,4-0,6 мм.
Финишную обработку начинают с обработки радиусов в горизонтальной плоскости.
Для осуществления заявляемого способа разработана консольная резцовая оправка, содержащая борштангу с фланцем и режущую часть с резцом в консольной части борштанги, при этом в центре торца режущей части предусмотрен паз для базирования и закрепления резцов в одном из двух крайних положений, с одной стороны торца борштанги смонтирована ось, а с другой - эксцентрик, с возможностью взаимодействия его эксцентричной части с режущей частью оправки, а борштанга выполнена в виде балки со следующим соотношением геометрических размеров
А:В:[2(С+Д)]=1:(1...1,2):(0,5...0,6),
где А - длина консольной части борштанги;
В - общая длина оправки;
2(С+Д) - периметр борштанги.
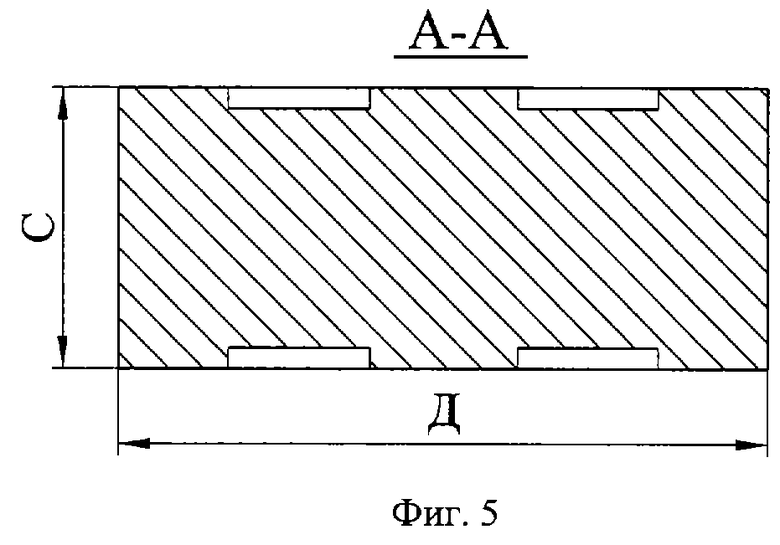
Вдоль борштанги предусмотрены симметричные открытые полости, сужающиеся в направлении к фланцу.
Для осуществления заявляемого способа разработаны также и резцы.
В известном резце, содержащем державку и головку с рабочей режущей частью в виде главной режущей кромкой, на головке предусмотрены две вспомогательные режущие кромки с двух сторон от главной режущей кромки, а державка выполнена в виде выступа на задней поверхности головки, при этом высота рабочей режущей части головки резца определяется из следующей зависимости:
а=(h•tgα)k, мм,
где h - высота резца;
α - задний угол;
k=0,9-1,1 - коэффициент, учитывающий технологические погрешности при изготовлении резца.
При этом высота головки резца может составлять (0,3-0,4) суммарной длины главных режущих кромок.
В известном резце, содержащем державку и головку с рабочей режущей частью в виде главной режущей кромкой, на головке предусмотрена вторая главная режущая кромка параллельно первой, а вспомогательная режущая кромка выполнена между главными режущими кромками, при этом высота рабочей режущей части головки резца определяется из следующей зависимости:
а=(h•tgα)k, мм,
где h - высота резца;
α - задний угол;
k=0,9-1,1 - коэффициент, учитывающий технологические погрешности при изготовлении резца.
При этом высота головки резца может составлять (0,3-0,4) длины главной режущей кромки.
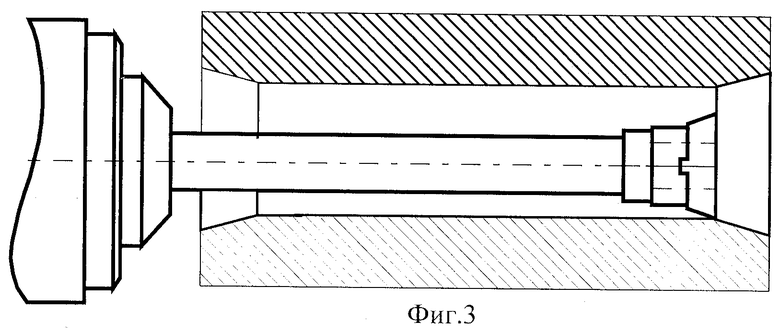
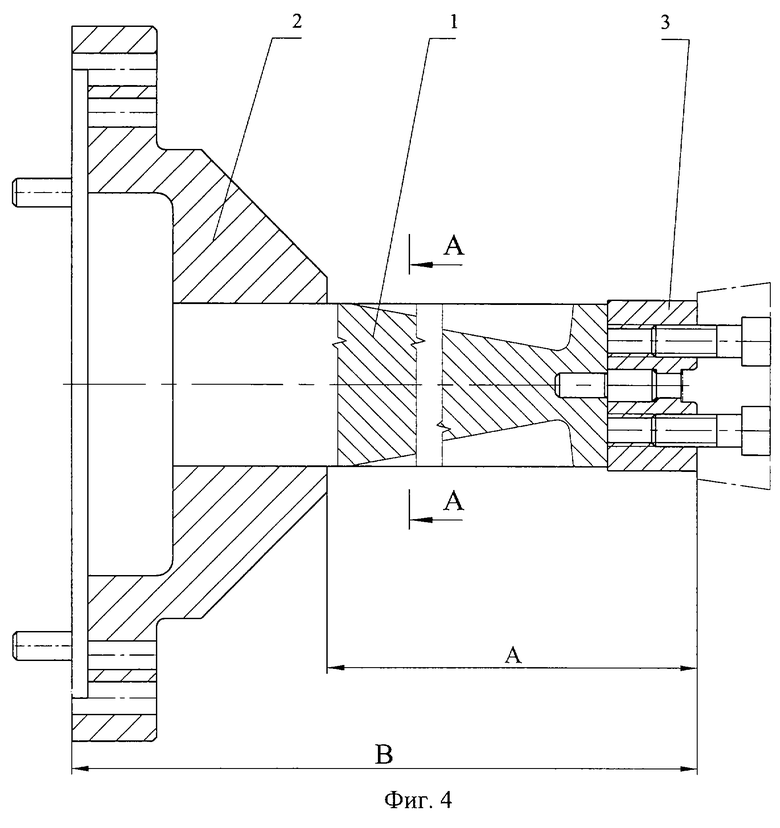
Заявляемое техническое решение поясняется чертежами, где на фиг.1 изображена последовательность обработки окон изделия: а) предварительное сверление отверстий в углах окон корпуса изделия; б) - сверление и рассверливание отверстий для выборки металла и ввода фрезы; в) предварительное фрезерование контура; г) фрезерование угловых скосов; на фиг.2 - схема строгания прямоугольного отверстия заявляемыми резцами: а) строгание левых частей (верхней и нижней) горизонтальных сторон; б) строгание правых частей (верхней и нижней) горизонтальных сторон; в) строгание левой вертикальной стороны; г) строгание правой вертикальной стороны; на фиг.3 - резцовая оправка в рабочем положении (при обработке нижней горизонтальной стороны); на фиг.4, 5, 6 - резцовая оправка; на фиг.7 - резец для обработки вертикальных сторон (вид сверху); на фиг. 8 - резец для обработки вертикальных сторон (разрез на виде сбоку); на фиг. 9 - резец для обработки вертикальных сторон (вид сзади); на фиг.10 - резец для обработки горизонтальных сторон (вид сверху); на фиг.11 - резец для обработки горизонтальных сторон (разрез на виде сбоку); на фиг.12 - резец для обработки горизонтальных сторон (вид сзади).
Предлагаемый способ изготовления прямоугольных отверстий осуществляется следующим образом.
Принципиального отличия в процессе строгания и долбления нет, но и в том и в другом случаях, практическое осуществление обработки глубоких окон сопряжено с рядом неудобств. Главное из них заключается в том, что все установочные перемещения резца относительно заготовки в глубоком окне осуществляются на ощупь, т.е. необходимо в случае, например, возникновения вибраций уменьшить подачу и знать, что это перемещение выполнено и с какой точностью. Такая работа в принципе возможна, если суппортная группа будет иметь соответствующую конструкцию, обеспечивающую возможность осуществления и измерения малых перемещений. Но в ограниченном пространстве это практически невозможно осуществить.
Обработка строганием, как и долблением, представляет собой кинематически простой метод, основанный на сочетании двух прямоугольных движений: движения резания и поперечного ему движения подачи. Благодаря этому он хорошо подходит для формирования плоскостей и составленных из них сочетаний поверхностей, в том числе и замкнутых.
Этап предварительной обработки прямоугольных отверстий включает следующие переходы: сверление, рассверливание и фрезерование.
Предварительно сверлят отверстия в углах контура будущего прямоугольного отверстия для обеспечения выхода инструмента при окончательной обработке сторон и снижения концентрации напряжений в углах прямоугольного отверстия.
Далее сверлят и рассверливают отверстия в пределах контура будущего прямоугольного отверстия для выборки металла и обеспечения возможности ввода фрезы.
Затем осуществляют фрезерование контура прямоугольного отверстия, не доходя до границ контура 0,4-0,6 мм. Данный припуск необходим для осуществления финишной обработки данных отверстий.
Заканчивается предварительный этап фрезерованием поверхностей на входе и выходе прямоугольного отверстия, наклоненных под углом 9-10o к оси отверстия, расширяющих прямоугольные отверстия к торцам корпуса детали.
К прямоугольным отверстиям, определяющим эксплуатационную пригодность изделий, используемых, например, в газодобывающей промышленности, предъявляются жесткие технические требования: выполнение линейных размеров, высоты и ширины отверстия, с допуском 0,2 мм; обеспечение шероховатости вертикальных и нижней горизонтальной плоскостей отверстия по Ra 6,3 мкм, верхней горизонтальной плоскости - по Ra 1,6 мкм; допуск на перпендикулярность вертикальных поверхностей относительно верхней горизонтальной плоскости составляет 0,1 мм, определяемые финишными процессами формообразования плоскостей таких видов отверстий.
Для создания удобных для универсальной работы условий необходимо наличие системы точной и быстрой регулировки положения инструмента относительно заготовки (или наоборот), т.е. системы дискретных, малых перемещений, в совокупности с системой отсчета. Такая система существует на программных станках.
Финишный процесс формообразования прямоугольных отверстий осуществляют тонким строганием на фрезерных станках с ЧПУ. Для главного движения резания используют винтовой привод стола станка (привод подачи).
Сначала осуществляют обмер заготовки для определения нулевых точек (точек, от которых происходит отсчет опорных точек управляющей программы для станка с ЧПУ) с целью уточнения положения обрабатываемого окна в системе координат станка.
Затем производят обработку радиусов, оставшихся после фрезерования, в горизонтальной плоскости.
Резец устанавливают до касания горизонтальной плоскости на начало радиуса и на рабочей подаче производят обработку радиуса в горизонтальной плоскости до касания вертикальной плоскости.
Резец возвращают в исходное положение, выводят до касания с противоположной горизонтальной плоскостью и производят обработку следующего радиуса до касания с вертикальной плоскостью. Оставшиеся радиусы обрабатываются аналогично первым симметрично относительно вертикальной оси.
Обработку четырех взаимно перпендикулярных плоскостей отверстия осуществляют с переориентацией режущего инструмента, т.е. схема обработки предусматривает четыре позиции: две для обработки вертикальных сторон и две для обработки горизонтальных.
Тонкое строгание выполняется по следующей схеме обработки:
- сначала производят строгание левых частей нижней и верхней горизонтальных плоскостей отверстия;
- затем - строгание правых частей нижней и верхней горизонтальных плоскостей;
- после чего осуществляют строгание левой вертикальной стороны
- и заканчивают финишный процесс формообразования строганием правой вертикальной стороны.
Для компенсации отжима оправки обработку производят двумя двойными ходами - один ход с поперечной подачей, второй ход - без подачи.
Все перечисленные этапы предварительной и финишной обработки для сквозных отверстий выполняют с двух его сторон.
После завершения финишной обработки осуществляют обмер заготовки для определения фактического размера изготовленного отверстия и сравнивают его с заданными размерами.
Способ тонкого строгания осуществляется широкими призматическими резцами с помощью специальной консольной резцовой оправки.
Консольная резцовая оправка для строгания состоит из следующих основных деталей: борштанги 1, на одном конце которой размещен фланец 2, а на другой - режущая часть 3.
Борштанга 1 представляет собой балку равного сопротивления изгибу с переменным сечением (для снижения веса оправки), например, вдоль борштанги предусмотрены четыре симметричные открытые полости, сужающиеся в направлении к фланцу, образующие их внутренние поверхности выполняют функцию ребер жесткости. Борштанга 1 жестко закреплена на фланце 2. С помощью фланца оправка закрепляется на корпусе шпиндельной головки (не показано). Конструкция фланца обеспечивает свободное вращение шпинделя станка (управление фрезерным станком от системы ЧПУ возможно только при вращающемся шпинделе).
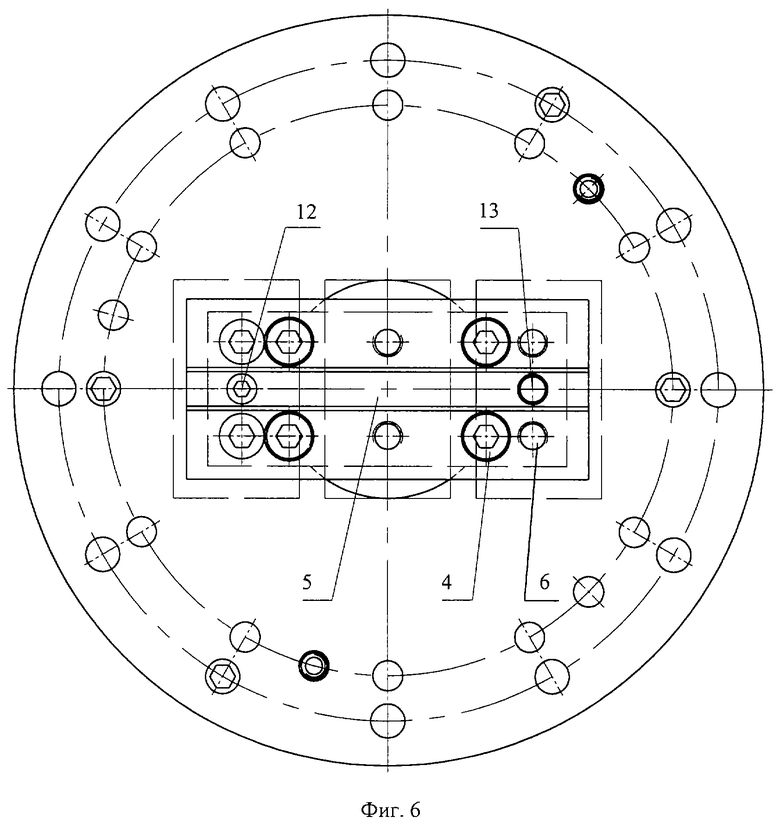
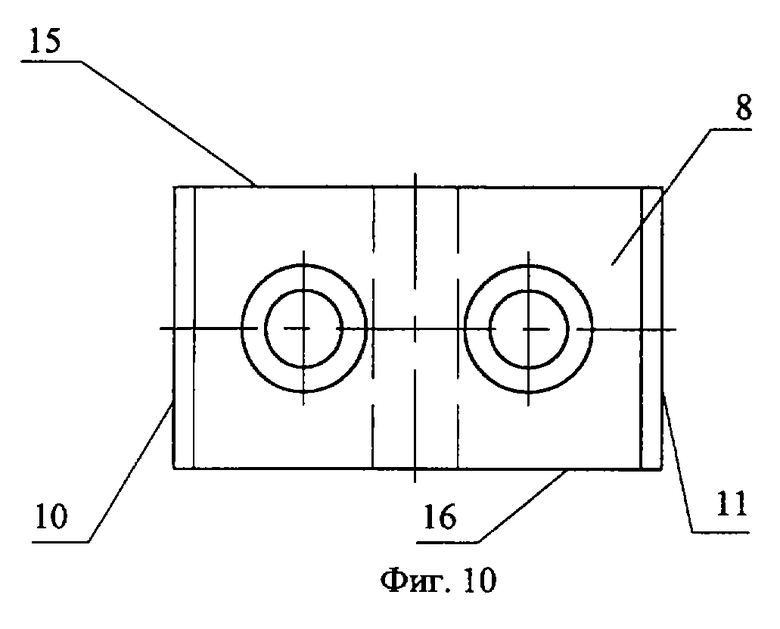
К торцу борштанги винтами 4 крепится режущая часть 3, служащая для установки и закрепления широких призматических резцов. В центре режущей части 3 со стороны торца выполнен паз 5 для точного базирования резцов и резьбовые отверстия 6 для их крепления. Резец 7 или 8 для обработки горизонтальных и вертикальных плоскостей прямоугольного отверстия, соответственно, может быть закреплен в одном из двух крайних положений, а измерительная головка (не показана) - в третьем, центральном положении. Измерительная головка предназначена для контроля заданных параметров финишной обработки.
На первой позиции (крайнее левое положение) устанавливаются резцы для обработки левых частей верхней и нижней горизонтальных поверхностей, а также для обработки левой вертикальной стороны отверстия. Вторая позиция (крайнее правое положение) предусмотрена для установки резцов при обработке правых частей горизонтальных поверхностей и правой вертикальной стороны отверстия.
Конструкция оправки предусматривает точную установку по горизонтальной и вертикальной плоскости обрабатываемого прямоугольного отверстия: режущей кромки 9 резца 7 (для вертикальной плоскости) и режущих кромок 10 и 11 резца 8 (для горизонтальной плоскости). Для этой цели с одной стороны паза режущей части 3 смонтирована ось 12, а с другой - эксцентрик 13, причем его эксцентричная часть взаимодействует с режущей частью 3. При вращении эксцентрика 13 осуществляют поворот режущей части 3 вокруг оси 12.
Поворот режущей части осуществляют при вращении эксцентрика 13, который взаимодействует своей эксцентричной частью с режущей частью оправки.
Для точной установки необходимо, последовательно ослабив крепление винтов 4, вращать ключом эксцентрик. Контроль установки проводят с помощью индикатора и стойки.
После необходимой регулировки винты 4 закрепляют.
Жесткость оправки достигается за счет оптимального соотношения геометрических размеров борштанги:
А:В:[2(С+Д)]=1:(1...1,2):(0,5...0,6),
где А - длина консольной части борштанги (выступающей части);
В - общая длина оправки;
2(С+Д) - периметр борштанги.
При обработке прямоугольных окон используют два резца разной геометрии.
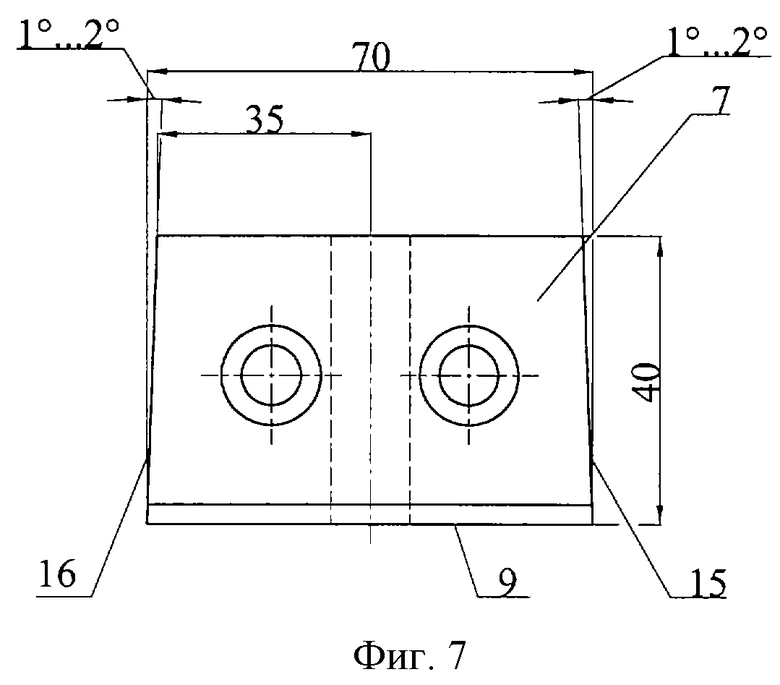
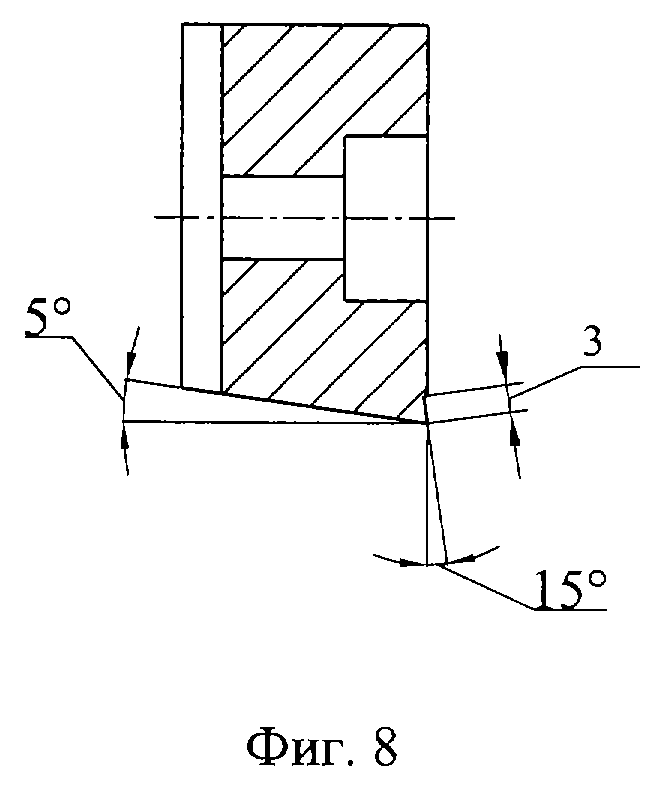
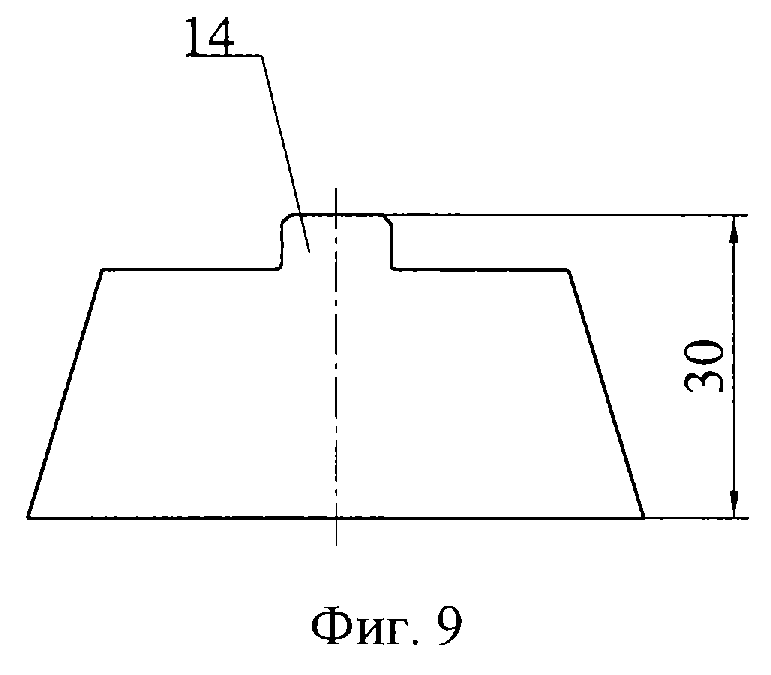
Резец 7 для строгания вертикальных поверхностей содержит державку 14 и головку с рабочей режущей частью в виде главной режущей кромки 9 и двух вспомогательных режущих кромок 16 под углом 1-2o к вертикальной оси симметрии с двух сторон от главной режущей кромки. Державка 14 выполнена в виде выступа на задней поверхности головки, причем выступ соответствует профилю паза 5 режущей части консольной резцовой оправки.
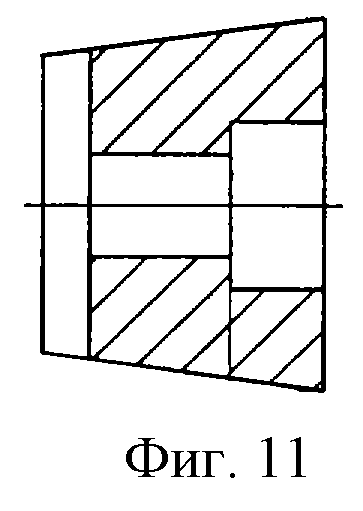
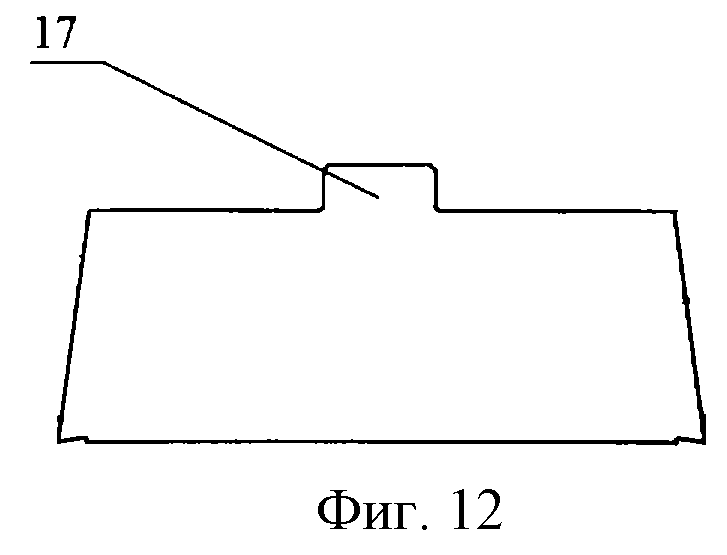
Резец 8 для строгания горизонтальных плоскостей также содержит державку 17 и головку с двумя параллельными главными режущими кромками 10, 11 и вспомогательных 15, 16 между ними. Державка выполнена в виде выступа на задней поверхности головки и параллельно вспомогательным режущим кромкам, причем выступ соответствует профилю паза 5 режущей части консольной резцовой оправки.
Геометрические параметры режущей части резцов выполнены таким образом, чтобы максимально уменьшить нагрузку от силы Ру, вызывающую изгиб борштанги и в то же время исключить ее вибрацию.
Рабочая режущая часть а (выступающая над оправкой) головки резцов 7 и 8 определяется из следующей зависимости
а=(h•tgα)k, мм,
где h - высота резца;
α - задний угол;
k= 0,9-1,1 - коэффициент, учитывающий технологические погрешности при изготовлении резца.
Работают резцы 7 и 8 по принципу строгания. Конструкция державки позволяет точно базировать резцы относительно консольной оправки. Крепятся резцы двумя винтами к режущей части оправки.
Оптимально подобранная высота головки - (0,3-0,4) длины главной режущей кромки резцов для строгания вертикальных поверхностей и (0,3-0,4) суммарной длины главных режущей кромок резцов для строгания горизонтальных поверхностей позволяют им воспринимать при работе большие нагрузки, возникающие в процессе резания от силы Pz.
Геометрические параметры главных и вспомогательных режущих кромок подобраны таким образом, чтобы максимально уменьшить силу Ру, вызывающую изгиб консольной оправки, и в то же время исключить ее вибрацию.
Предлагаемый способ изготовления прямоугольных отверстий и устройства для его осуществления (оправка резцовая и резец) реализованы на обрабатывающем центре ИР800ПМФ4 при изготовлении прямоугольных отверстий в превенторе (сложной крупногабаритной детали), определяющих эксплуатационную пригодность изделия (отверстия-направляющие под плашки).
Габариты и масса заготовки делают ее переустановку в процессе выполнения операций нежелательной, поэтому строгание осуществлялось при неизменном положении корпуса детали на оборудовании.
При этом использовались следующие режимы резания:
- скорость резания соответствовала скорости ускоренных ходов - 8 м/мин;
- величина подачи: обработка радиусов - 0,4 мм/ход, черновая обработка - 0,075 мм/ход, чистовая обработка - 0,025 мм/ход.
Резец для строгания вертикальных поверхностей имел следующую геометрию: длина главной режущей кромки - 70 мм, а вспомогательных - 40 мм, при этом передний угол по главной режущей составляет 14 -16o, задний угол - 4-6o, задний угол вспомогательной режущей кромки составляет 4-6o, а передний - 0o, ширина лезвия 2-4 мм.
Резец для строгания горизонтальных плоскостей имел следующую геометрию: передние углы по главным режущим кромкам составляют 14-16o, задние углы - 4-6o, передние углы по вспомогательной режущей кромке - 0o, а задние - 4-6o, ширина лезвия - 2-4 мм.
Применение обрабатывающего центра позволило оптимизировать процесс резания и решить проблему отскока режущего инструмента.
Источники информации
1. В.А. Аршинов, Г.А. Алексеев, "Резание металлов и режущий инструмент", стр.194-201.
2. Авторское свидетельство СССР 605696, приоритет от 01.10.76 г., МКИ В 23 В 29/03.
3. Авторское свидетельство СССР 1022781, МКИ В 23 D 11/00, опубл. 15.06.83 г., бюл. 22.
4. Авторское свидетельство СССР 990427, приоритет от 04.08.81 г., МКИ В 23 В 29/03.
5. В. М. Курочкин, "Чистовое строгание стали широкими резцами", М., "Государственное научно-техническое издательство машиностроительной литературы", 1951 г., с.4-5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки массивных сепараторов роликовых подшипников | 2015 |
|
RU2655532C2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЯ С ПРОДОЛЬНЫМИ ВНУТРЕННИМИ ПАЗАМИ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2015 |
|
RU2655535C2 |
| УСТРОЙСТВО ДЛЯ ОБТОЧКИ ЗАГОТОВКИ ИЗОЛЯТОРА | 1998 |
|
RU2170171C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| РЕЗЦОВАЯ ВСТАВКА | 2000 |
|
RU2197360C2 |
| Резец с изменяемым передним углом | 2020 |
|
RU2741397C1 |
| Резцовая головка для строгания | 1980 |
|
SU1022781A1 |
| Расточной резец | 2018 |
|
RU2692537C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
Изобретение относится к обработке материалов резанием, обработке сквозных и глухих отверстий. Способ включает предварительную обработку отверстия в пределах его контура и последующую финишную обработку. Для повышения точности обработки финишную обработку осуществляют тонким строганием, при этом обработку прямоугольного отверстия начинают с выполнения отверстий в углах его контура. Консольная резцовая оправка содержит борштангу с фланцем и режущую часть с резцом в консольной части борштанги. Для осуществления способа в центре торца режущей части выполнен паз для базирования и закрепления резца в одном из двух крайних положений, с одной стороны торца борштанги расположена ось, а с другой - эксцентрик с возможностью взаимодействия его эксцентричной части с режущей частью. При этом борштанга выполнена в виде балки с приведенным соотношением геометрических размеров. Резец содержит державку и головку с режущей частью, имеющей одну или две главные режущие кромки и две вспомогательные режущие кромки с двух сторон от главной режущей кромки. При этом державка выполнена в виде выступа на нижней поверхности головки. Для осуществления способа высота рабочей части головки резца определена по приведенной зависимости. 3 с. и 11 з.п.ф-лы, 12 ил.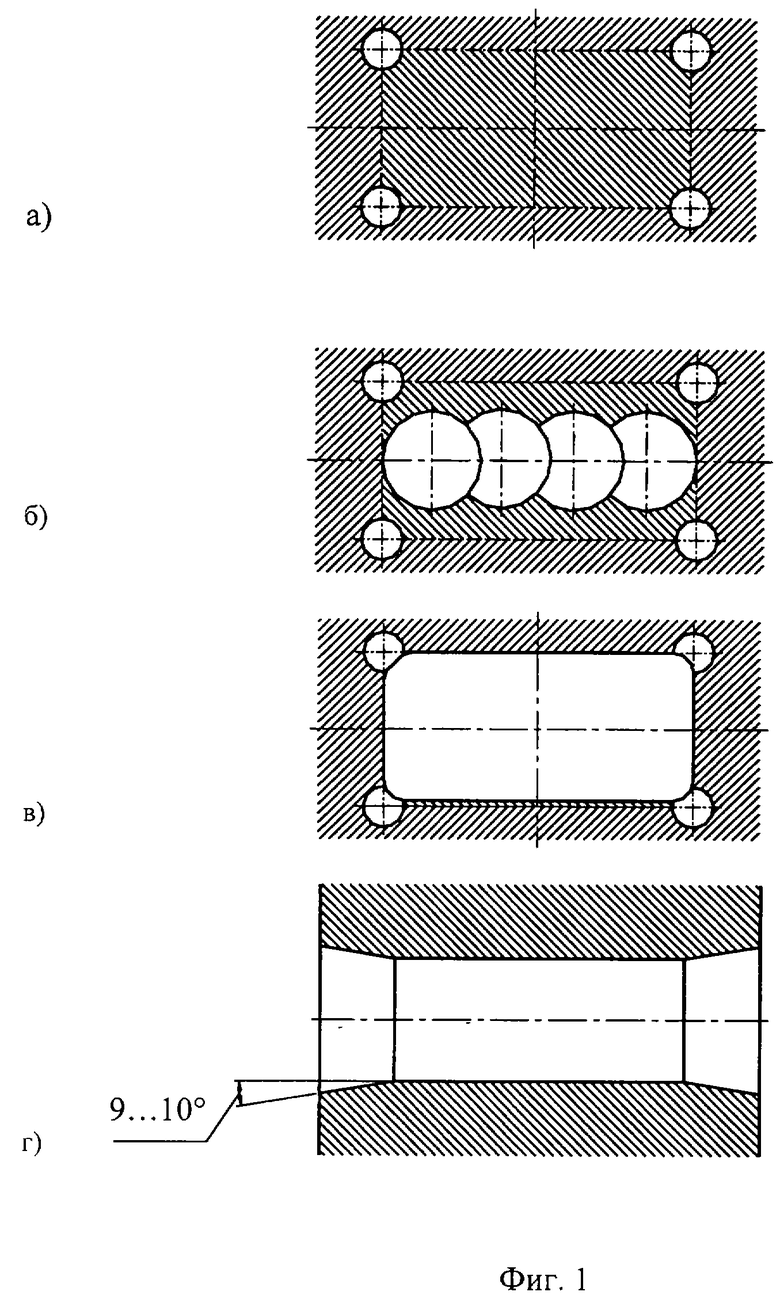
А: В: [2(С+Д)] = 1: (1-1,2): (0,5-0,6),
где А - длина консольной части борштанги;
В - общая длина оправки;
2(С+Д) - периметр борштанги.
а= (h • tgα)k, мм,
где h - высота резца;
α - задний угол резца;
k= 0,9-1,1 - коэффициент, учитывающий технологические погрешности при изготовлении резца.
а= (h•tgα)k, мм,
где h - высота резца;
α - задний угол резца;
k= 0,9-1,1 - коэффициент, учитывающий технологические погрешности при изготовлении резца.
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| Инструмент для обработки глубоких отверстий | 1981 |
|
SU990427A1 |
| US 3798725, 26.05.1974 | |||
| Долбежная головка для широкоуниверсального фрезерного станка | 1976 |
|
SU567561A1 |
| Резцовая головка для строгания | 1980 |
|
SU1022781A1 |
| МНОГОЗАПОРНЫЙ ПРЕВЕНТОР ПШЕНИЧНОГО | 1991 |
|
RU2013520C1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| СЕМЕНЧЕНКО И.И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| - М., Машгиз, 1962, с.173, 174. | |||

