Изобретение относится к области черной металлургии и может быть использовано при производстве стали в электросталеплавильных цехах.
Известен способ выплавки стали в дуговых сталеплавильных печах малой вместимости, который заключается в завалке шихты, ее расплавлении, проведении окислительного периода путем продувки ванны расплавленного металла кислородом, который подают под линию раздела металл-шлак кислородной трубкой, проведении восстановительного периода плавки и выпуска металла из печи (Каблуковский А.Ф., Молчанов О.Е., Каблуковская М.А. Краткий справочник электросталевара. Справочное издание. - М.: Металлургия, 1994, с.110).
К недостаткам способа следует отнести необходимость подавать трубку вглубь ванны с торца по мере ее расплавления из-за высокой температуры металла в зоне реакций окисления. Кроме того, при высокой температуре металла, близкой к точке кипения, идет его интенсивное испарение (угар).
Наиболее близким по технической сути к предлагаемому способу выплавки металла является способ выплавки стали в дуговой сталеплавильной печи (патент №2132394 6 С 21 С 5/52 от 02.06.98).
Способ заключается в завалке шихты, ее расплавлении, проведении окислительного периода путем продувки ванны металла кислородом, проведении восстановительного периода и выпуске металла из печи, причем продувку ванны металла кислородом ведут через две точки зеркала ванны, равноудаленные от вертикальной оси печи с центральным углом между ними не менее 90°, причем кислород подают попеременно через одну из точек продувки с интервалом 10-25 с и поддерживают его постоянный расход, а оси струй кислорода составляют с зеркалом ванны угол 80-90° и направлены в одну сторону.
Недостатки прототипа состоят в следующем. Фактически кислородом обдувают поверхность зеркала ванны, так как срез сопла фурмы располагается над зеркалом ванны на расстоянии 400-500 мм. При такой продувке область контакта кислородной струи с поверхностью металла быстро нагревается до точки кипения, что объясняет повышенный угар металла (достигающий на современных печах величины 15%). Кроме того, эффективность использования кислорода низка, так как струя его отражается от поверхности ванны и уносится с отходящими газами. Этим объясняется высокий удельный расход кислорода (достигающий величины 50 м3/т).
Таким образом, недостатками прототипа являются высокий угар металла и высокий удельный расход кислорода.
Задачей изобретения является снижение удельного расхода кислорода и сокращение угара металла при выплавке стали в дуговых сталеплавильных печах.
Поставленная задача решается за счет того, что в предлагаемом способе выплавки стали в дуговой сталеплавильной печи, включающем в себя завалку шихты, плавление, окислительный и восстановительный периоды плавки, продувку ванны кислородом осуществляют погружением сопел продувочной фурмы, оси которых составляют угол до 10° с вертикалью, под зеркало металла и они имеют возможность перемещаться на величину (0,2-0,5) глубины ванны и вокруг вертикальной оси.
Изобретение обладает новизной, что следует из сравнения с прототипом, изобретательским уровнем, так как явно не следует из существующего уровня техники, практически осуществимо на современных дуговых сталеплавильных печах.
Способ выплавки стали в дуговой сталеплавильной печи осуществляется следующим образом.
В дуговую сталеплавильную печь заваливают шихту и включают печь на расплавление. После расплавления шихты начинают продувку ванны кислородом погружением сопел продувочной фурмы, оси которых составляют угол до 10° с вертикалью, на глубину от 0,2 до 0,5 толщины слоя металла на подине печи и вращением их вокруг вертикальной оси.
В зоне контакта струи кислорода с поверхностью расплавленного металла его температура быстро достигает температуры (точки) кипения. Это происходит за счет интенсивного окисления всех элементов расплава с выделением такого количества тепла, которое не может быть усвоено всей массой металла из-за его низкой теплопроводности. Поэтому поверхностный слой металла в зоне контакта кипит, пары металла окисляются и уносятся с отходящими газами. Рассредоточение зоны контакта кислорода и расплава по объему ванны жидкого металла позволят снизить температуру в перемещающейся зоне контакта и, следовательно, снизить угар металла.
На чертеже показан поперечный разрез дуговой сталеплавильной печи, где
1 - кислородные сопла фурмы;
2 - зеркало ванны;
3 - шлак;
4 - зона перемещения сопел кислородной фурмы;
5 - зона реакций окисления элементов расплава.
После расплавления шихты неохлаждаемую часть сопел кислородной фурмы 1 погружают под зеркало ванны 2, покрытой слоем шлака 3. В течение периода продувки сопла непрерывно перемещают по глубине ванны и вокруг вертикальной оси. Зона контакта кислородной струи с металлом представляет собой объем 4, а всплывающие пузырьки кислорода увеличивают объем реакции до размеров, представленных позицией 5 чертежа.
Таким образом, эта зона из поверхностной превращается в объемную. Рассредоточение зоны контакта кислородной струи в объеме расплавленного металла позволяет интенсифицировать процесс обезуглероживания металла и увеличить скорость его нагрева за счет вынужденной конвекции. При этом сокращается длительность периода продувки металла кислородом. Указанные факторы позволяют снизить удельный расход кислорода и угар металла.
Погружение сопел кислородной фурмы под зеркало ванны более чем на половину ее глубины создаст опасность повреждения подины, приведет к ее ускоренному износу, так как температура металла в зоне реакции (около 3000°С) значительно выше температуры применения (огнеупорности) футеровочного материала, из которого выполнена кладка подины печи (около 1750°С).
Погружение сопел кислородной фурмы в металл менее чем на 0,2 ее глубины снижает эффективность использования кислорода продувки из-за уменьшения зоны реакций окисления элементов расплава (см. позиция 5) и увеличивает вынос пыли в рабочее пространство печи.
Увеличение угла между осями сопел кислородной фурмы и вертикалью более 10° приведет к наложению «горячих пятен» на поверхности расплава («горячие пятна» - области зеркала ванны под электродами, на которые приходится большая часть падающей от дуг лучистой энергии) на зону реакций окисления и, следовательно, приведет к интенсификации угара металла. Уменьшение этого угла (менее 10°) снижает эффективность предлагаемого способа выплавки стали.
Снижение удельного расхода кислорода при осуществлении предложенного способа выплавки стали на 10% и угара на 3% позволяет получить дополнительно 3 т металла на каждой плавке в дуговой печи вместимостью 100 т, что вместе с уменьшением удельного расхода кислорода на 5 м3/т обеспечивает экономический эффект около 70 руб. на тонну выплавленной стали. При годовом производстве 1 млн. т экономический эффект от внедрения предлагаемого способа плавки составит около 70 млн. руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343205C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2364631C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2015 |
|
RU2621208C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309182C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1998 |
|
RU2132394C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2011 |
|
RU2478719C1 |
| Способ производства стали | 1980 |
|
SU937520A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2004 |
|
RU2266337C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2001 |
|
RU2208051C1 |
| СПОСОБ ВЫПЛАВКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ МАРОК СТАЛИ | 2006 |
|
RU2336310C2 |
Изобретение относится к области черной металлургии и может быть использовано при производстве стали в электросталеплавильных цехах. Способ выплавки стали включает расплавление шихты, продувку ванны кислородом погружением сопел продувочной фурмы, оси которых составляют угол до 10° с вертикалью, на глубину от 0,2 до 0,5 толщины слоя металла на подине печи, при этом непрерывно вращают сопла вокруг вертикальной оси в течение всего периода продувки. При использовании изобретения обеспечивается снижение удельного расхода кислорода и угара металла при выплавке. 1 ил.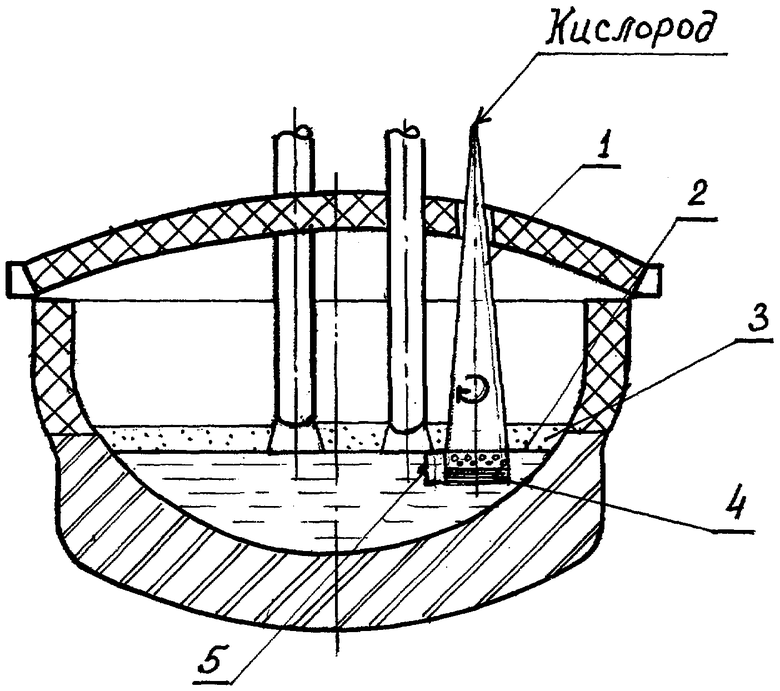
Способ выплавки стали в дуговой сталеплавильной печи, включающий в себя завалку шихты, ее расплавление, проведение окислительного периода плавки путем продувки ванны металла кислородом с помощью фурмы, проведение восстановительного периода и выпуск металла из печи, отличающийся тем, что продувку ванны кислородом осуществляют погружением под зеркало металла сопел фурмы, оси которых составляют угол до 10° с вертикалью, и непрерывно перемещают срез сопел в интервале (0,2-0,5) глубины ванны и вокруг вертикальной оси в течение всего периода продувки.
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1998 |
|
RU2132394C1 |
| Способ регулирования продувкой стали кислородом | 1987 |
|
SU1520110A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1995 |
|
RU2081181C1 |
| СПОСОБ ПРОДУВКИ МЕТАЛЛА КИСЛОРОДОМ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1992 |
|
RU2088673C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧАХ И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116356C1 |
| US 5377960 A, 03.01.1995 | |||
| JP 62107016 A, 18.05.1987. | |||

