Изобретение относится к области производства металлов и сплавов и может быть использовано при производстве широкого сортамента сталей в электродуговых сталеплавильных печах.
Известен способ интенсификации сталеплавильного производства в дуговых сталеплавильных печах путем продувки ванны через днище печи по технологии Danarc. В днище устанавливаются фурмы, через которые подается кислород (общий расход кислорода составляет 250-400 м3/ч) или инертный газ для перемешивания жидкой ванны (Лозин Г.А., Шумахер Э.А., Деревянко И.В. и др. «К вопросу о глубинной продувке сталеплавильной ванны кислородом». // Труды 7-го конгресса сталеплавильщиков, 2003).
Недостатком способа продувки ванны является его низкая эффективность и высокий удельный расход инертного газа.
Наиболее близким по технической сути к заявляемому способу выплавки металла является способ выплавки стали в дуговой сталеплавильной печи с продувкой металла инертным газом через пористое днище (Гуляев М.П., Филиппов В.В., Эндерс В.В. и др. Донная продувка металла инертными газами в дуговой сталеплавильной печи. // Электрометаллургия, 2000, №3, с.20-23).
К недостаткам указанного способа можно отнести следующее.
При продувке ванны металла нейтральным газом (Ar, N2) через пористое днище перемешиванию подвергается практически вся масса металла. Однако известно, что под электродами в период жидкой ванны формируются так называемые «горячие пятна», на поверхность которых приходится около 90% всей падающей от дуг лучистой энергии.
Размеры «горячих пятен» определяются диаметром электродов и длиной дуги. Вследствие высокой концентрации энергии в области «горячих пятен» их температура (поверхностных зон) равна температуре кипения металла, что приводит к интенсивному испарению металла, следовательно, угару именно с поверхности этих зон.
Указанный способ продувки жидкой ванны электросталеплавильной печи не решает проблему выравнивания температуры за счет снижения температуры «горячих пятен», что следует из практически неизменной величины угара металла.
Очевидно, что снижение температуры в зонах под электродами за счет интенсивного перемешивания расплавленной ванны усреднит температуру металла по объему печи, что, в свою очередь, снизит величину угара металла за счет ликвидации зон с температурой поверхности, равной температуре кипения металла, поскольку при tМе=tкип процессы испарения идут наиболее интенсивно.
Задачей изобретения является разработка способа выплавки стали в дуговой сталеплавильной печи, который обеспечивал бы снижение величины угара и сокращение удельного расхода инертного газа для перемешивания ванны металла.
Поставленная задача решается за счет того, что в предлагаемом способе выплавки стали в дуговой сталеплавильной печи, включающем в себя завалку, расплавление шихты, нагрев металла и выпуск, продувку ванны инертным газом осуществляют через отверстия в подине печи, оси которых совпадают с вертикальными осями электродов, т.е. являются их продолжением, и увеличивают интенсивность продувки от 0,13 до 0,35 м3/час·т перед выпуском стали.
Изобретение обладает новизной, что следует из сравнения с аналогом и прототипом, изобретательским уровнем, так как явно не следует из существующего уровня техники, не вызывает технических затруднений при реализации его в промышленности.
Минимальная величина удельного расхода инертного газа для продувки металла (0,13 м3/час·т) соответствует началу заметного увеличения коэффициента теплоотдачи конвекцией за счет перемещения перегретого слоя металла из-под электрода к откосам печи, где температура поверхности ванны значительно ниже температуры кипения. Размывание «горячих пятен» приводит к существенному снижению их температуры и снижает угар металла. Максимальная величина удельного расхода инертного газа (0,35 м3/час·т) лимитируется границей перехода пузырькового истечения инертного газа (аргона) в струйный режим, который приводит к размыванию шлака, оголяет дугу, что, в свою очередь, ухудшает условия службы футеровки печи и рафинировочную способность ванны расплава.
Способ выплавки стали в соответствии с предлагаемым решением осуществляется следующим образом.
В дуговую печь заваливают шихту и включают печь на расплавление. После образования жидкой фазы 1 на подине печи 2 начинают продувку металла инертным газом через отверстия 3 в подине, расположенные соосно с электродами. Интенсивность продувки составляет от 0,13 до 0,35 м3/час·т. Процесс продувки идет с момента образования жидкой фазы до выпуска металла из печи. При этом в отверстия 3 вводят продувочные фурмы или пористые пробки.
Поскольку в зонах под электродами 4 температура поверхностного слоя металла равна температуре его кипения, то, следовательно, именно с этих зон металл интенсивно испаряется. Пары металла, поднимаясь вверх, окисляются кислородом рабочего пространства и уносятся с уходящими газами. Доказательством этого служит дисперсный состав пыли, содержащейся в уходящих из печи газах, с размерами частиц 0,8-2 мкм (Поволоцкий Д.Я., Гудим Ю.А., Зинуров И.Ю. Устройство и работа сверхмощных дуговых сталеплавильных печей. - М.: Металлургия, 1990. - 176 с.).
Снизить температуру «горячих пятен» любым другим путем невозможно, так как величина падающего от дуги лучистого теплового потока существенно превышает тепловой поток, отводимый в глубь ванны, за счет теплопроводности и конвекции, поскольку значение коэффициента теплопроводности жидкой стали невелико (для различных марок стали эта величина находится в пределах λ=20-25 Вт/м·К), значение коэффициента теплоотдачи конвекцией при обычной технологии ведения плавки также невелико.
Увеличить отвод тепла от «горячих пятен» в глубь ванны можно только за счет интенсификации вынужденной конвекции, которая достигается за счет выделяющихся пузырьков оксида углерода (СО) 5, электродинамического воздействия дуг и дополнительного перемешивания металла продувкой снизу.
Так как интенсивное испарение металла имеет место только в области «горячих пятен», то и перемешивание жидкого металла в предлагаемом способе ведения плавки осуществляют соосно с вертикальными осями электродов.
При этом поверхностные слои «горячих пятен» размываются, уходят из-под электрода и будут отдавать тепло более холодным слоям ванны металла.
Таким образом, условия внутреннего теплообмена будут улучшаться, скорость и, главное, равномерность нагрева ванны увеличится, средняя температура поверхности жидкой ванны понизится, ее температура по всей поверхности зеркала ванны станет ниже температуры кипения металла и, следовательно, снизится угар металла.
Кроме того, расход инертного газа снизится за счет его подачи только через отверстия в подине печи, расположенные по одной оси с электродами, а эффективность использования инертного газа возрастет.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2004 |
|
RU2278900C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309182C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343205C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2011 |
|
RU2478719C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2001 |
|
RU2208051C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ В СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 2002 |
|
RU2214458C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2015 |
|
RU2621208C1 |
| СПОСОБ ВЫПЛАВКИ КОРРОЗИОННОСТОЙКОЙ СТАЛИ В ЭЛЕКТРОДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ ПОСТОЯННОГО ТОКА С ПОЛЫМ ГРАФИТОВЫМ ЭЛЕКТРОДОМ | 2022 |
|
RU2797319C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2364631C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1998 |
|
RU2132394C1 |
Изобретение относится к области металлургии и может быть использовано при производстве широкого сортамента сталей в электродуговых сталеплавильных печах. В способе после образования жидкой фазы на подине печи начинают продувку металла инертным газом через отверстия в подине, расположенные на одной вертикальной оси с электродами, и увеличивают ее интенсивность от 0,13 до 0,35 м3/час.т перед выпуском металла. Изобретение позволяет снизить величину угара и сократить удельный расход инертного газа для перемешивания ванны металла. 1 ил.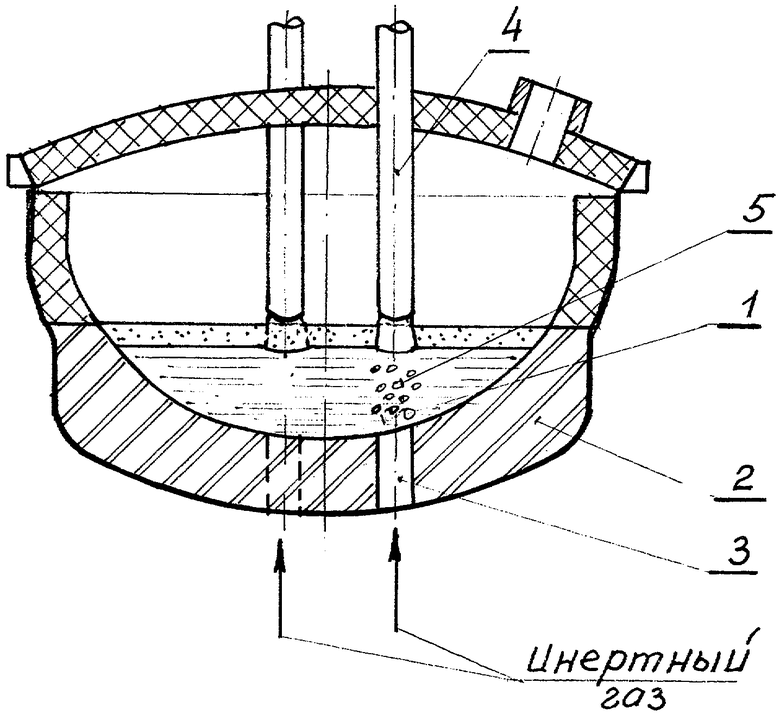
Способ выплавки стали в дуговой сталеплавильной печи, включающий завалку и расплавление шихты, нагрев металла и выпуск, отличающийся тем, что после образования жидкой фазы на подине печи начинают продувку металла инертным газом через отверстия в подине, расположенные на одной вертикальной оси с электродами, и увеличивают ее интенсивность от 0,13 до 0,35 м3/ч·т перед выпуском металла.
| ГУЛЯЕВ М.П | |||
| и др | |||
| Донная продувка металла инертными газами в дуговой сталеплавильной печи | |||
| Электрометаллургия | |||
| - М.: Металлургия, № 3, 2000, с.20-23 | |||
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ДЛЯ ВЕДЕНИЯ ПЛАВКИ | 1987 |
|
RU2025499C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2000 |
|
RU2197537C2 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ МЕТАЛЛУРГИЧЕСКОГО СЫРЬЯ | 1993 |
|
RU2105069C1 |
| US 3970446 A, 20.07.1976 | |||
| WO 9728285 A1, 07.08.1997 | |||
| Переключатель для перестройки антенного контура средне-волнового передатчика | 1957 |
|
SU116720A1 |

