Изобретение относится к области черной металлургии и может быть использовано при производстве стали в дуговых сталеплавильных печах.
Известен способ выплавки стали в дуговой сталеплавильной печи, включающий завалку шихты, ее расплавление, проведение окислительного периода путем продувки ванны металла кислородом, проведение восстановительного периода и выпуск металла из печи, причем продувку металла кислородом ведут через две точки зеркала ванны, равноудаленные от вертикальной оси печи с центральным углом между ними не менее 90°, причем кислород подают попеременно через каждую из точек продувки с интервалом 10-25 с и поддерживают его постоянный расход, а оси струй кислорода составляют с зеркалом ванны угол 80-90° и направлены в одну сторону (патент №21323394, 6 С21С 5/52 от 02.06.98).
К недостаткам способа следует отнести высокий угар металла вследствие того, что кислородом обдувают поверхность зеркала ванны расплавленного металла, так как срез сопла фурмы находится над зеркалом ванны на расстоянии 400-500 мм, при этом область контакта кислородной струи с поверхностью ванны быстро нагревается до точки кипения. Кроме того, струя кислорода отражается от поверхности ванны и уносится с отходящими газами, что приводит к повышенному расходу кислорода.
Наиболее близким по технической сути к предлагаемому способу является способ выплавки стали в дуговой сталеплавильной печи (патент №2278900, 6 С21С 5/52 от 27.06.06).
Способ заключается в завалке шихты, ее расплавлении, проведении окислительного периода плавки путем продувки ванны металла кислородом с помощью фурмы, проведении восстановительного периода и выпуска металла из печи, причем продувку ванны кислородом осуществляют погружением под зеркало металла сопел фурмы, оси которых составляют угол до 10° с вертикалью, и непрерывно перемещают срез сопел в интервале (0,2-0,5) глубины ванны и вокруг вертикальной оси в течение всего периода продувки.
Недостатки прототипа состоят в следующем. Пузыри кислорода, истекающие из среза сопла, растут до размеров, обеспечивающих отрыв от среза сопла и всплытие до поверхности раздела металл-шлак, после чего они рассыпаются на мелкие пузырьки и остаются в слое шлака. Эффективность использования кислорода снижается, что гарантирует удельный расход кислорода 30-40 м3/т. Высокий удельный расход кислорода вызывает угар металла за счет его испарения с поверхности зеркала ванны, где теперь находится реакционная зона взаимодействия металла с пузырьками всплывшего кислорода.
Таким образом, недостатками прототипа являются высокие угар металла и удельный расход кислорода.
Задачей изобретения является снижение удельного расхода кислорода и угара металла при выплавке стали в дуговой сталеплавильной печи.
Поставленный технический результат достигается тем, что в способе выплавки стали в дуговой сталеплавильной печи, включающем завалку шихты, ее расплавление, проведение окислительного периода плавки путем продувки ванны металла кислородом с помощью фурмы, введенной под зеркало ванны металла, проведение восстановительного периода и выпуск металла из печи, причем фурму вводят на глубину более 0,5 до 0,6 глубины ванны металла и при продувке поддерживают постоянный расход кислорода путем опускания фурмы по мере ее оплавления. Фурма для выплавки стали в дуговой сталеплавильной печи, содержащая внешнюю и внутреннюю оболочки, причем внутренняя оболочка выполнена алюминиевой, а внешняя оболочка выполнена стальной перфорированной, на которой выполнены отверстия диаметром не более 0,1 диаметра выходного отверстия фурмы, расположенные по одному в горизонтальных сечениях фурмы на расстоянии, равном калибру фурмы друг от друга, с центральным углом между осями отверстий 90°, при этом фурма имеет подвод кислорода через шарнирное соединение.
Изобретение обладает новизной, что следует из сравнения с прототипом, изобретательским уровнем, так как явно не следует из существующего уровня техники, практически осуществимо в имеющихся конструкциях дуговых сталеплавильных печей.
Сущность способа поясняется следующим.
В зоне контакта струи кислорода с металлом его температура быстро достигает точки кипения. Это происходит за счет интенсивного окисления всех элементов расплава с выделением значительного количества тепла, которое не может быть усвоено всей массой металла из-за его низкой теплопроводности. Испарение металла в зоне контакта с кислородом приводит к его уносу с отходящими газами. Рассредоточение зоны контакта кислорода и расплава по объему ванны жидкого металла позволит снизить среднюю температуру металла, сократить время продувки и снизить угар металла.
Пример осуществления способа выплавки стали в дуговой сталеплавильной печи емкостью 100 т.
По обычной технологии осуществляют заправку печи после выпуска предыдущей плавки. Проводят завалку шихты с помощью загрузочной корзины и включают печь на расплавление. После частичного расплавления шихты - первой корзины при необходимости проводят одну или две подвалки шихты в зависимости от ее насыпной плотности. После полного расплавления шихты начинают продувку ванны кислородом погружением фурмы диаметром 50 мм на глубину, равную 0,55 глубины ванны, и поддерживают постоянный расход кислорода, равный 2000 м3/ч, путем опускания фурмы по мере ее оплавления.
Погружение фурмы под зеркало ванны на глубину 0,5 и менее глубины ванны металла снижает эффективность использования кислорода, так как уменьшается расстояние всплытия пузыря от среза сопла фурмы до поверхности раздела металл-шлак и время взаимодействия кислорода с расплавленным металлом.
Погружение фурмы в металл более чем на 0,6 ее глубины может привести к разрушению подины печи, так как температура металла в зоне реакции (около 3000°С) значительно выше предельной температуры применения материала подины (около 1750°С).
Фурма составлена из стальной перфорированной внешней оболочки и внутренней алюминиевой. На внешней оболочке выполнены отверстия (dотв) диаметром не более 0,1 диаметра выходного отверстия фурмы, расположенные по одному в горизонтальных сечениях фурмы на расстоянии, равном калибру фурмы друг от друга, с центральным углом между осями отверстий 90°. При диаметре этих отверстий более 0,1 диаметра фурмы ухудшаются условия протекания реакций в месте контакта основной струи кислорода с расплавом: снижается скоростной напор струи, уменьшается площадь контакта.
Истечение кислорода через боковые отверстия фурмы приводит к отклонению вертикальной оси фурмы и расширению зоны контакта кислорода с металлом. Расстояние между соседними горизонтальными сечениями фурмы, равное калибру, обеспечивает расплавление одного бокового отверстия. Оплавление фурмы и ее движение вниз приводит к раскрытию бокового отверстия в другом сечении фурмы. Теперь малая струя направлена к прежней под углом 90° и, следовательно, фурма будет отклоняться под этим же углом в другую сторону. При любых углах, кроме 90°, происходит наложение локальных зон металла с повышенным тепловыделением за счет протекания реакций окисления примесей расплава, что ведет к росту угара металла за счет высоких температур в местах наложения.
На чертеже показан разрез дуговой сталеплавильной печи, где:
1 - кислородная фурма;
2 - зеркало ванны;
3 - шлак;
4 - ванна расплавленного металла;
5 - внутренняя оболочка фурмы;
6 - боковое отверстие;
7 - внешняя оболочка фурмы;
8 - шарнирное соединение.
После расплавления шихты кислородную фурму 1, имеющую внешний диаметр dФ, опускают под зеркало ванны 2, покрытой слоем шлака 3, на глубину h, составляющую более 0,5 до 0,6 глубины ванны металла. В зоне контакта кислорода с металлом 4 температура достигает точки кипения металла, что приводит к расплавлению внутренней алюминиевой оболочки фурмы 5 в месте отверстия 6 внешней стальной оболочки 7. Истечение кислорода через это отверстие влево ведет к отклонению фурмы вправо благодаря шарнирному соединению 8. Оплавление фурмы и ее опускание приводит к расплавлению алюминиевой оболочки через следующее отверстие в стальной оболочке, расположенное под углом 90° к исчезнувшему. При этом фурма отклонится под тем же углом в другую сторону.
Таким образом, происходит увеличение зоны протекания реакций окисления элементов расплава, что позволяет интенсифицировать процесс обезуглероживания металла, повысить скорость его нагрева за счет вынужденной конвекции. При этом сокращается длительность периода продувки металла кислородом на 20%. Указанные факторы позволяют снизить удельный расход кислорода на 10% и угар металла на 3%.
По окончании окислительного периода плавки прекращают подачу кислорода, проводят восстановительный период плавки и выпуск металла из печи в соответствии с обычной технологией выплавки стали в дуговой сталеплавильной печи.
Снижение удельного расхода кислорода при осуществлении предложенного способа выплавки стали на 10% и угара на 3% позволит получить дополнительно 3 т металла на каждой плавке в дуговой печи вместимостью 100 т, что вместе с уменьшением удельного расхода кислорода на 4 м3/т обеспечит экономический эффект около 80 руб. на тонну выплавленной стали. При годовом производстве 1 млн т экономический эффект составит около 80 млн руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2015 |
|
RU2621208C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2364631C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2004 |
|
RU2278900C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309182C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1998 |
|
RU2132394C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2004 |
|
RU2266337C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2001 |
|
RU2208051C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2011 |
|
RU2478719C1 |
| Способ производства стали | 1980 |
|
SU937520A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧАХ И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116356C1 |
Изобретение относится к области черной металлургии и может быть использовано при производстве стали в дуговых сталеплавильных печах. Способ включает продувку ванны кислородом через фурму после расплавления шихты. Фурму вводят под зеркало ванны на глубину 0,5-0,6 глубины ванны и поддерживают постоянный расход кислорода путем опускания фурмы по мере ее оплавления. Устройство представляет собой фурму, составленную из стальной перфорированной внешней оболочки и внутренней алюминиевой оболочки. На стальной перфорированной внешней оболочке выполнены отверстия диаметром не более 0,1 диаметра выходного отверстия фурмы. Отверстия расположены по одному в горизонтальных сечениях фурмы на расстоянии, равном калибру фурмы друг от друга, с центральным углом между осями отверстий 90°. При этом фурма соединена с подводом кислорода через шарнирное соединение. Использование изобретения позволяет снизить удельный расход кислорода и угар металла при выплавке стали в дуговой сталеплавильной печи. 2 н.п. ф-лы, 1 ил.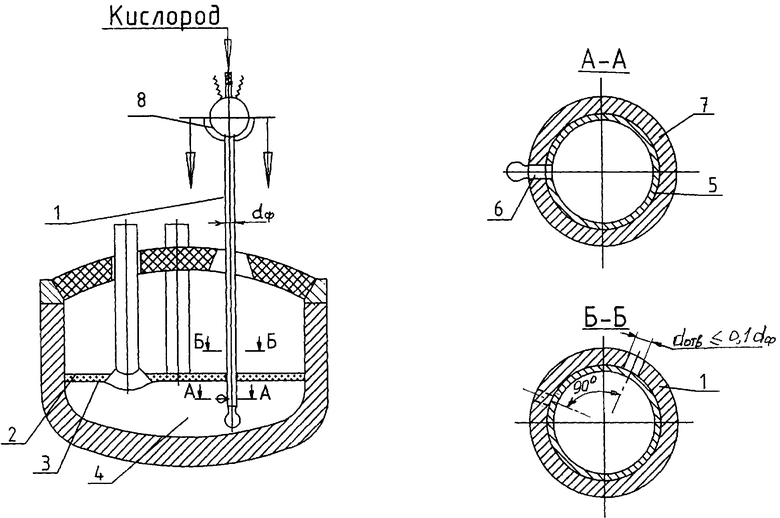
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2004 |
|
RU2278900C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧАХ И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116356C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 1998 |
|
RU2132394C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2006 |
|
RU2312901C1 |
| KR 20050002407, 07.01.2007. | |||

