Изобретение относится к области медицины, а именно к ортопедической стоматологии.
Известен способ (В.Н.Трезубов, М.З.Штейнгарт, М.М.Мишнев. Ортопедическая стоматология. Прикладное материаловедение. Санкт-Петербург. Изд-во “Специальная литература”, 1999, с.107) замены восковой конструкции базиса на пластмассовый, при котором формовка полимер-мономерной композиции проводится при жидкотекучем состоянии через систему литников под давлением, создаваемым специальным поршнем (принцип шприца). Такой способ замены воска на пластмассу получил название метода инжекционно-литьевого прессования. Плунжер инжектора во время полимеризации находится под сжимающим действием пружины, поэтому из него в полость гипсовой пресс-формы через литник поступает дополнительное количество формовочной массы, компенсирующее полимеризационную усадку (аналог способа).
Однако данный способ требует применения неразъемной кюветы, есть доля риска неполного заполнения труднодоступных мест формуемым материалом. Кроме того, пресс-форма, изготовленная из гипса, обладающего пористой структурой во время формования пластмассы в жидкотекучем состоянии под повышенным давлением поршня не препятствует проникновению мономера из полимер-мономерной композиции в поверхностные слои гипса, который там полимеризуется. На внутренней поверхности протезов образуется шероховатость, искажающая ее макро- и микрорельеф, что значительно снижает функциональную эффективность готовой конструкции.
Существует метод (Хорошилкина Ф.Я., Персин Л.С. Ортодонтия. Лечение зубочелюстно-лицевых аномалий современными ортодонтическими аппаратами. Клинические и технические этапы их изготовления. Москва, ООО “Ортодент-Инфо”, 1999 г., с. 58-59) полимеризации пластмассы под повышенным давлением, последовательность осуществления которого заключается в следующем:
1) гипсовую модель челюсти или кювету с пресс-формой помещают в полимеризатор, заполненный водой на 3/4 его емкости водой комнатной температуры;
2) герметически закрывают полимеризатор;
3) поднимают давление до 2,5-3 атмосфер;
4) протез выдерживают в полимеризаторе под давлением 45-50 мин;
5) постепенно снижают давление до атмосферного, снимают крышку;
6) извлекают протез, шлифуют, полируют.
В качестве полимеризатора используют герметически закрывающийся сосуд, в котором можно создать давление. Чаще применяют кастрюлю-скороварку, автоклав небольших размеров (прототип способа).
Однако данный способ, несмотря на сложность технологии, не обеспечивает высокого качества изготовления зубных протезов, т.к. при этом не решаются главные проблемы:
- Во время полимеризации давление накладывается из окружающей среды, только на внешнюю поверхность кюветы (в случае полимеризации в пресс-форме), а не целенаправленно на заформованную массу, эффект давления сжатого воздуха значительно снижен.
- В случае, когда отсутствует пресс-форма, в базис протеза проникает вода, причем незначительное отрицательное давление, возникающее за счет полимеризационной усадки, усиливает эти процессы. После устранения давления, воздух и вода выделяются наружу, нарушая плотность поверхностного слоя протеза.
- Полимеризация в водной среде, хотя и при повышенном давлении не снижает количество остаточного мономера в базисе протеза.
Для формовки методом литья под давлением пластмасс акриловой группы создан ряд приборов, выполненных в виде шприца и специальной кюветы. Шприц-пресс съемный, различных размеров, предназначен для изготовления как съемных, так и мостовидных протезов. В крышке кюветы имеются отверстия для установки шприца и ввода пластической массы. Внутри пресс-формы создаются литьевые каналы для подвода пластмассы к гнезду протеза. При помощи пружины, имеющейся в шприц-прессе, поршень постоянно давит на массу, следовательно, полимеризация ее проходит под постоянным давлением (В.Н.Копейкин, Л.М.Демнер. Зубопротезная техника. Изд-во “Триада-Х”, Москва, 1998 г., с. 114).
Давление на материал базиса во время его формования и полимеризации накладывается в разные промежутки времени и поочередно, поэтому вышеописанный способ не обеспечивает достаточно плотной структуры базиса протеза, не снижается в достаточной степени полимеризационная усадка. Наиболее близким техническим решением является US №5302104, опубликованное 12.04.94 “Устройство для формовки базисного пластмассового зубного протеза”.
1. Устройство для формовки базисного пластмассового зубного протеза путем ввода расплавленной пластмассы содержит:
- стол, способный подниматься и опускаться вдоль нескольких вертикальных направляющих стержней;
- подъемный механизм для подъема указанного стола;
- верхний поддерживающий элемент, проходящий горизонтально через каждый верхний конец указанных направляющих стержней и имеющий сквозное отверстие;
- секция для пружины, находящаяся в расположении указанного сквозного отверстия на верхней части указанного поддерживающего элемента;
- толкающая пружина, находящаяся в указанной секции для пружины;
- поршневой стержень, помещенный в указанное сквозное отверстие, направляемый книзу указанной толкающей пружиной и имеющий пластмассовый уплотняющий поршень в своей нижней части;
- кювета, содержащая форму базисного протеза, помещаемая на стол и имеющая отверстие для заполнения пластмассой в своей верхней части;
- цилиндр, имеющий проход для пластмассы, который соединяется с указанным отверстием для заполнения пластмассой на своей нижней стенке и расположенный ниже указанного поршня; и
- ломающийся давлением элемент, размещенный внутри указанного цилиндра, так, что ломающийся давлением элемент покрывает указанный проход для пластмассы; и
- в котором указанный поршневой стержень имеет упорную поверхность, которая упирается в фиксирующий элемент, когда указанный поршень толкается против эластичности пружины до полностью втянутого положения, указанный фиксирующий элемент закрепляется относительно верхнего поддерживающего элемента.
2. Устройство по п.1, в котором ломающийся давлением элемент выполнен в виде пластины из металла или пластика.
3. Устройство по п.1, в котором ломающийся давлением элемент выполнен в виде контейнера из металла или пластика.
4. Устройство по п.2, в котором указанная пластина выполнена из алюминия и имеет толщину 0,1-0,6 мм и ломается при силе давления примерно 500-5000 кг (102-1020 кг/см2).
5. Устройство по п.3, в котором по крайней мере нижняя часть указанного контейнера выполнена из алюминия и имеет толщину 0,1-0,6 мм и ломается при силе давления 500-5000 кг (102-1020 кг/см2).
6. Устройство по п.1, в котором указанная упорная поверхность является верхней поверхностью указанного уплотняющего поршня и указанный фиксирующий элемент является скользящей втулкой, которая проходит от нижней поверхности указанного верхнего поддерживающего элемента.
7. Устройство по п.1, в котором указанная пружина выполнена так, что в указанном полностью втянутом положении, когда фиксирующий элемент контактирует с указанной упорной поверхностью, пружина производит начальное наружное давление, которое меньше, чем давление, требуемое для слома ломающегося давлением элемента, и указанный ломающийся давлением элемент выполнен так, что дальнейшая сила давления, превышающая начальную достаточна, чтобы сломать элемент, дальнейшая сила давления обеспечивается дальнейшим подъемом стола с помощью подъемных механизмов.
В данном случае устройство для формования базисного пластмассового зубного протеза предназначено для введения термопластичной пластмассы, которая должна быть расплавлена перед введением в пресс-форму. Этой задачей обусловлена сложность устройства для формования, требующая значительных усилий для быстрого заполнения пресс-формы расплавленной термопластичной пластмассой: наличие поднимающегося стола, подъемного механизма для него, направляющих стержней, пружин, элементов, ломающихся под давлением и т.д. Несмотря на сложность устройства, давление на базисную пластмассу в итоге накладывается только по литьевым каналам изнутри пресс-формы и не решает главной проблемы: наложения одновременного давления на материал базиса изнутри пресс-формы через литьевые каналы и снаружи через пористый гипс пресс-формы.
Технический результат
Обеспечение точного соответствия внутренней поверхности базиса протеза микро- и макрорельефу протезного ложа, равномерной плотности базисного материала, снижение полимеризационной усадки, количества остаточного мономера, повышение функциональной эффективности лечения.
Достигается это за счет того, что при осуществлении способа изготовления базисов зубных протезов методом литья под давлением, шприц-пресс (инжектор) после формования не отсоединяется от кюветы, а давление на заформованную полимер-мономерную композицию с момента начала полимеризации начинает накладываться на базис будущего протеза одновременно: с одной стороны по литьевым каналам по типу литьевой допрессовки и с другой стороны - сжатым воздухом через пористый гипс пресс-формы через отверстие в кювете и выемку в гипсе пресс-формы.
При этом в отличие от прототипа способа, отпадает необходимость в применении герметичной емкости с водой, т.к. кювета имеет свой термоэлемент и полимеризация проводится по типу направленной. Сжатый воздух, поступая от компрессора, не имеет включений воды.
Давление, накладываемое непосредственно на материал базиса протеза с внешней его поверхности, сжатым воздухом через отверстие в кювете, выемку в гипсе пресс-формы и пористый гипс пресс-формы, препятствует проникновению мономера в поверхностные слои гипса, а одновременное давление на базисный материал со стороны литьевых каналов и сжатого воздуха извне обеспечивает необходимую плотность пластмассы, особенно в наружных слоях базиса, за счет постоянного давления со стороны поршня шприц-пресса (инжектора) дополняется количество пластмассы компенсируя полимеризационную усадку, гарантируется сохранение объемности и прочности базиса, ликвидируется пористость в труднодоступных для формования зонах. В связи с тем, что предлагаемое устройство предназначено для формования полимер-мономерной базисной композиции, а полимеризация базиса производится после формования, в устройство введен термоэлемент, обеспечивающий температурный режим формования и полимеризации пластмассы. Для выполнения всех перечисленных технологических этапов изготовления зубных протезов и обеспечения герметизма в кювете по линии разъема кюветы введен уплотнитель, а в верхнем основании кюветы имеется гнездо для соединения со шприц-прессом (инжектором) и отверстие с резьбой для заглушки, один торец которой имеет форму полусферы или клапана для подачи сжатого воздуха.
Благодаря применению направленной сухожаровой полимеризации, которую обеспечивает термоэлемент, снижается количество остаточного мономера в базисе протеза. Кювета для получения пресс-формы в предлагаемом способе применяется разъемная с уплотнителем по линии разъема, что обеспечивает необходимый герметизм внутри кюветы. При этом способе кардинально меняется принцип формования базиса протеза и последующей полимеризации базисной пластмассы, упрощается и удешевляется технология изготовления базиса.
Таким образом, изменяя основные технологические параметры формования и полимеризации базисной пластмассы: давление, температуру, место их приложения, можно управлять процессом усадки, плотности и получать базис протеза с размерами заданной точности. Предлагаемый способ также может быть применен при изготовлении несъемных конструкций протезов, в которых применяются акриловые полимеры, при ремонте протезов, изготовлении съемной ортодонтической аппаратуры.
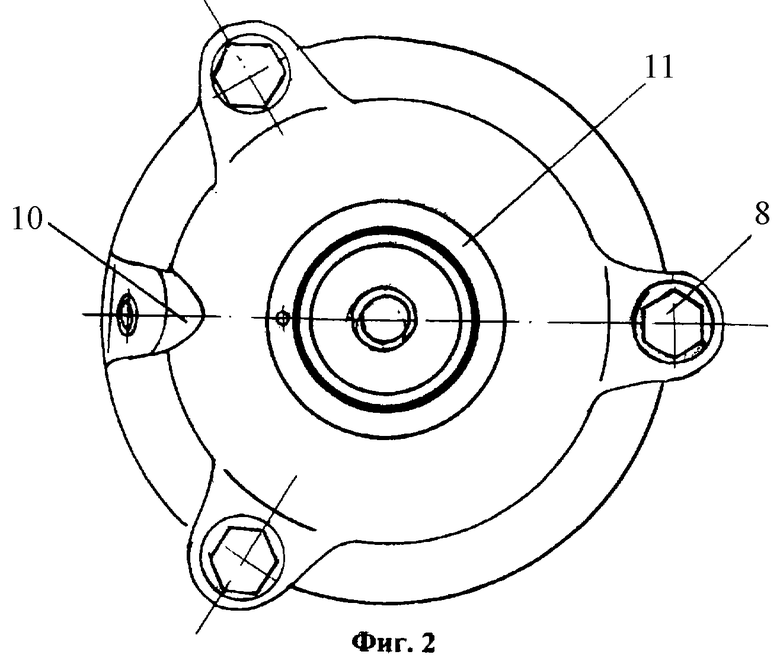
На фиг.1 и 2 изображены схема способа изготовления зубных протезов, устройство для его осуществления и вид сверху на верхнее основание модифицированной зуботехнической кюветы.
Устройство состоит из модифицированной разъемной зуботехнической кюветы для получения пресс-формы (12), содержащей верхнее (2) и нижнее (3) основания, между которыми располагается уплотнитель (4) для создания герметизма внутри кюветы. В верхнем основании кюветы имеется отверстие с резьбой (6) для заглушки, один торец которой имеет форму полусферы (7), которая устанавливается на период получения пресс-формы (12) для формирования выемки в гипсе пресс-формы (10). В последующем перед началом полимеризации в это отверстие вворачивается клапан для подачи сжатого воздуха (не указан). Верхнее и нижнее основания кюветы соединены тремя болтами (8). В верхнем основании кюветы имеется посадочное гнездо (11) для соединения с шприц-прессом (инжектором) (1), а нижнее основание кюветы соединено с термоэлементом для формования и полимеризации (9).
Формование базиса зубного протеза (5) пластмассой, на гипсовую модель челюсти (14) осуществляется при помощи шприц-пресса (инжектора) (1) через литниково-питающую систему (13) после выплавления восковой конструкции базиса зубного протеза и восковой литниково-питающей системы.
Пример конкретного выполнения
Восковую конструкцию базиса протеза (5) с установленной литниково-питающей системой (13) на гипсовой модели (14) гипсуют в нижнее основание кюветы (3), устанавливают уплотнитель (4), перед получением контрштампа в верхнее основание кюветы в отверстие с резьбой (6) вворачивают заглушку, один торец которой имеет форму полусферы (7), для формирования выемки в гипсе пресс-формы (10). После получения пресс-формы (12) удаляют воск из нее и литниково-питающей системы (13) методом выплавления, после чего проводят изоляцию литниковых каналов и внутренней поверхности пресс-формы с применением альгинатного лака. Верхнее (2) и нижнее (3) основания кюветы соединяют тремя болтами (8). На верхнее основание кюветы (2) в посадочное гнездо (11) устанавливают шприц-пресс (инжектор) (1).
Далее приготавливают формовочную полимер-мономерную композицию, заполняют ею загрузочную камеру шприц-пресса (инжектора) (1), производят формование базисной пластмассы в гипсовую пресс-форму (12). Выворачивают заглушку, один торец которой имеет форму полусферы (7), и которая играла формирующую роль при создании выемки в гипсе пресс-формы (10) для распределения сжатого воздуха и сохранения места для клапана (не указан), подсоединяют шланг для подачи сжатого воздуха через клапан, ввернутый в отверстие в верхнем основании кюветы (не указаны). С началом полимеризации накладывают давление на материал базиса зубного протеза (5) одновременно шприц-прессом (инжектором) (1) изнутри через литьевые каналы (13) и сжатым воздухом из компрессора снаружи через клапан (не указаны). Далее проводят направленную полимеризацию пластмассы при температуре 60°С в течение 75 мин. Литьевую допрессовку проводят во время полимеризации 2-3 раза с перерывом в 20 мин. После окончания полимеризации устройство медленно охлаждается на воздухе и дальнейшие этапы проводятся по известной методике обработки съемных протезов.
В предлагаемом способе сочетаются привычная традиционная технология и современные методы литьевого прессования, технология формования проводится совместно с процессом полимеризации базисной пластмассы.
Отличительным в технологии является также и то, что литьевая до-прессовка базисной пластмассы происходит на конечных этапах формования при повышенной температуре, что способствует лучшему заполнению формы, равномерной плотности материала базиса протеза, снижению внутренних напряжений, компенсации полимеризационной усадки.
Технико-экономический эффект
Параметры способа и устройства экспериментально подобраны, апробированы на практике. С применением предлагаемого способа изготовления зубных протезов и устройства для его осуществления с 2000 года изготовлено 35 съемных пластиночных зубных протезов с положительными результатами лечения, заключающимися в быстрой адаптации к зубным протезам и высокой функциональной эффективности, отсутствии осложнений.
Оформление заявки на изобретение одновременно на способ и устройство продиктованы необходимостью, т.к. в данном случае способ и устройство невыполнимы друг без друга.
Перечень наименований к фиг.1. и 2.
1. Шприц-пресс (инжектор).
2. Верхнее основание кюветы.
3. Нижнее основание кюветы.
4. Уплотнитель.
5. Базис зубного протеза.
6. Отверстие с резьбой в верхнем основании кюветы.
7. Заглушка, один торец которой имеет форму полусферы для формирования выемки в гипсе пресс-формы и сохранения места для клапана.
8. Болты для соединения верхнего и нижнего основания кюветы.
9. Термоэлемент для полимеризации базисной пластмассы.
10. Выемка в гипсе пресс-формы.
11. Посадочное гнездо в верхнем основании кюветы для соединения с шприц-прессом (инжектором).
12. Пресс-форма.
13. Литниково-питающая система.
14. Гипсовая модель челюсти.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 2005 |
|
RU2279260C1 |
| Устройство для изготовления зубных протезов | 2020 |
|
RU2722458C1 |
| Способ изготовления съемного зубного протеза | 2019 |
|
RU2721581C1 |
| Зуботехническая кювета | 2016 |
|
RU2648825C2 |
| Способ изготовления съемных зубных протезов с двухслойным базисом | 1990 |
|
SU1827217A1 |
| ЗУБОТЕХНИЧЕСКАЯ КЮВЕТА | 2007 |
|
RU2355355C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНОЧНОГО ПРОТЕЗА ПРИ ВЫРАЖЕННЫХ КОСТНЫХ ВЫСТУПАХ | 1996 |
|
RU2102031C1 |
| Способ изготовления пустотелого протеза-обтуратора | 2024 |
|
RU2833768C1 |
| Способ изготовления съемного зубного протеза на основе этилметакрилата холодного отверждения | 2024 |
|
RU2834812C1 |
| КЮВЕТА | 1999 |
|
RU2157142C1 |
Изобретение относится к области медицины, а именно к ортопедической стоматологии. Технический результат: обеспечение точного соответствия внутренней поверхности базиса протеза микро- и макрорельефу протезного ложа, равномерной плотности базисного материала, снижение полимеризационной усадки. Способ заключается в получении литейной формы с последующей заменой восковой конструкции протеза на пластмассу методом литьевого деформирования. Давление на базисную пластмассу с начала полимеризации накладывается одновременно с двух сторон: по литьевым каналам изнутри и сжатым воздухом через отверстие в кювете и выемку в гипсе пресс-формы через пористый гипс снаружи. Устройство состоит из модифицированной разъемной зуботехнической кюветы для получения пресс-формы, содержащей верхнее и нижнее основания, между которыми располагается уплотнитель для создания герметизма внутри кюветы. В верхнем основании кюветы имеется отверстие с резьбой для заглушки, один торец которой имеет форму полусферы, которая устанавливается на период получения пресс-формы для формирования выемки в гипсе пресс-формы. В последующем перед началом полимеризации в это отверстие вворачивается клапан для подачи сжатого воздуха (не указан). Верхнее и нижнее основания кюветы соединены тремя болтами. В верхнем основании кюветы имеется посадочное гнездо для соединения с шприц-прессом (инжектором), а нижнее основание кюветы соединено с термоэлементом для полимеризации пластмассы. Формование базиса зубного протеза пластмассой, на гипсовую модель челюсти осуществляется при помощи шприц-пресса (инжектора) через литниково-питающую систему после выплавления восковой конструкции базиса зубного протеза и восковой литниково-питающей системы. 2 н.п. ф-лы, 2 ил.

| US 5302104 А, 12.04.1994 | |||
| DE 3536320 А1, 16.04.1987 | |||
| КЮВЕТА | 1999 |
|
RU2157142C1 |
| ЗУБОТЕХНИЧЕСКАЯ КЮВЕТА | 2000 |
|
RU2195230C2 |

