Изобретение относится к технике нанесения покрытий в электростатическом поле и может быть использовано в устройствах электростатического промасливания в черной металлургии.
Функцию нанесения покрытия поверхности маслом в электростатическом поле использованием устройства электростатического промасливания, воплощающего технический результат в рассматриваемом изобретении, реализует система маслоснабжения, которая канализирует масло через корпус сопла и электростатическое поле устройства промасливания на поверхность покрытия в виде непрерывного потока во времени с момента поступления масла в корпус сопла и до момента соприкосновения заряженных частиц масла с поверхностью объекта покрытия.
Корпус сопла функционально содержит наиболее чувствительную к условиям эксплуатации главную часть в отношении способа канализации масла на этом участке системы маслоснабжения. Корпус состоит из двух металлических секций, конструкция которых содержит участок контура подогрева расходного масла, участок контура расходного масла, состоящий, по меньшей мере, из двух сообщающихся каналов для распределения масла вдоль длины балки и канала с узким заданным зазором, примыкающего к кромке распыления масла.
Электростатическое поле функционально чувствительно к расположению электродов, к состоянию их поверхности и к состоянию поверхности корпуса сопла, находящегося в процессе покрытия под высоким напряжением. Электростатическое поле характеризуется наличием в устройстве изоляторов (защита от электрического заряда), одноименно-заряженных электродов (эффект поляризации диэлектриков), электрического оборудования, включающего высоковольтную часть и блок управления.
Масло подогревают, уменьшая поверхностное натяжение в целях снижения высокого напряжения, повышая этим пожаробезопасность. Узкий зазор сопла, примыкающий к кромке распыления масла, выполняют в размер с заданной точностью. В каналах сопла образуется грязь, которая изменяет характер потока масла в системе маслоснабжения, что отражается на работе системы, отражается на качестве и на надежности покрытия. Доступным средством в условиях эксплуатации устройства грязь систематически удаляют.
В системе маслоснабжения отклонения от функционально-обоснованного размера узкого зазора сопла в результате отсутствия надлежащих технических решений выставки и юстировки зазора, недопустимые изменения в зазоре в процессе эксплуатации в результате загрязнения, нарушение заданного температурного режима расходного масла в результате пониженной теплопередачи от устройства подогрева масла к корпусу сопла, ненадлежащие условия обеспечения постоянства конфигурации электростатического поля в результате меняющегося потока заряженных частиц масла в процессе эксплуатации, вынужденные (вследствие порождаемых нарушений в работе системы маслоснабжения) недопустимые изменения величины рабочего напряжения на корпусе сопла - все эти существенные "признаки" в отдельности или в совокупности, достаточные, чтобы, по меньшей мере, снизить надежность работы системы маслоснабжения, что может приводить к резкому снижению эффекта электростатического промасливания. Способы электростатического промасливания, которые характеризуются снижением или исключением вероятности наступления в используемом устройстве электростатического промасливания подобного рода "признаков", являются предметом рассмотрения заявленного изобретения.
Известны результаты использования установки электростатического промасливания фирмы DUMA (DUMA, Theodor-Heuss-Straβe 99, D-47167 Duisburg, тел. 0203/589488, FAX 0203/584150) и технические решения в системе маслообеспечения из международной заявки на изобретение WO 84/01524, кл. В 05 B 5/02, опубл. 26.24.1984.
Общим недостатком названных устройств канализизации масла в системе маслоснабжения балки являются невысокая (в условиях пользователя) средняя наработка на отказ, низкая ремонтоспособность и сохраняемость.
На повышение эффективности работы устройств функционального характера в системе маслоснабжения устройства электростатического промасливания направлено предлагаемое изобретение. В изобретении рассматриваются:
- методы выставки и юстировки размера канала с узким заданным зазором;
- метод устранения деформаций металлических секций, поверхности которых образуют канал с узким заданным зазором, примыкающий к кромке распыления масла;
- метод повышения теплопередачи в корпусе сопла и точности измерения температуры расходного масла;
- методы повышения защиты от грязи в каналах расходного масла;
- метод снижения образования на поверхностях балки и изоляторов загрязнений в виде "ползучих следов", проводящих электричество.
В основу изобретения положена задача повышения надежности покрытия маслом поверхности ряда стальных профилей, производимых предприятиями черной металлургии-Решение задачи направлено на повышение надежности предлагаемыми в изобретении способами решений, которые могут привести к повышению показателей технического уровня и качества продукции черной металлургии - полосы, покрытой теоретически обоснованной толщиной масла при повышении экономического эффекта.
Достигается технический результат тем, что могут быть реализованы технические решения в системе маслоснабжения в обеспечении функций: повышение наработки на отказ, повышение ремонтоспособности и сохраняемости за счет, по меньшей мере, в условиях ремонтной службы пользователя, проведения планово-предупредительного ремонта.
Задача может быть решена тем, что способ нанесения покрытия маслом полосы устройством электростатического промасливания (Фиг.1-4), содержащим маслоулавливающую ванну 1, изоляторы 17, одноименно заряженные электроды 16, определяющие конфигурацию электростатического поля, электрическое оборудование, содержащее высоковольтную часть и блок управления (не показаны), балку для распыления расходного масла 2, имеющую сопло 3, корпус которого содержит участок контура подогрева расходного масла "А", участок контура расходного масла, состоящий, по меньшей мере, из двух сообщающихся каналов для распределения масла вдоль длины балки (например, канал "В" и "С" (Фиг.1, 2, 4)) и канала "К" с узким заданным зазором, примыкающего к кромке распыления масла "W", и состоит из двух металлических секций 11 и 12, закрепленных между собой рядами крепежных элементов "Q" (Фиг.2), включающими ряд крепежных элементов "I", содержащий средства выставки и юстировки (39 и 40, Фиг.3, 4) размера узкого заданного зазора канала "К", при этом средства выставки и юстировки заданного зазора содержат, по меньшей мере, одно отжимное устройство 39, опирающееся на опору 19, установленную в металлической секции (Фиг.2, 4), или между металлическими секциями размещена, по меньшей мере, одна деталь из мягкого металла 14 (Фиг.2) с возможностью выставки и юстировки размера узкого заданного зазора канала уменьшением толщины детали при пластической деформации воздействием средств выставки и юстировки, или корпус сопла содержит герметичный от просачивания масла участок контура подогрева расходного масла "А" (Фиг.1, 2), образованный металлическими секциями, или два сообщающихся канала ("В" и "С" (Фиг.1, 2, 4) либо "V" и "С" (Фиг.3)) для распределения масла вдоль длины балки отделены один от другого участком канала с узким зазором "Z" (Фиг.4), или на участке канала с узким заданным зазором, примыкающим к кромке распыления масла, выполнено, по меньшей мере, одно локализованное расширение канала "R" (Фиг.4) вдоль кромки распыления расходного масла в виде дополнительного канала с функцией канала дополнительного распределения расходного масла вдоль длины балки.
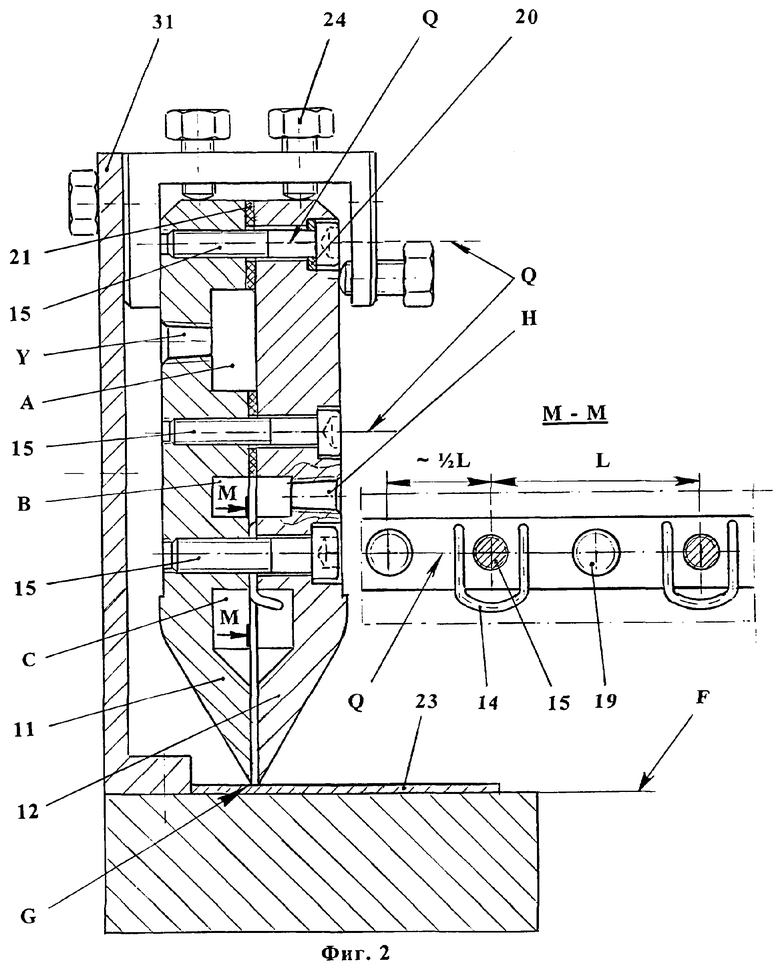
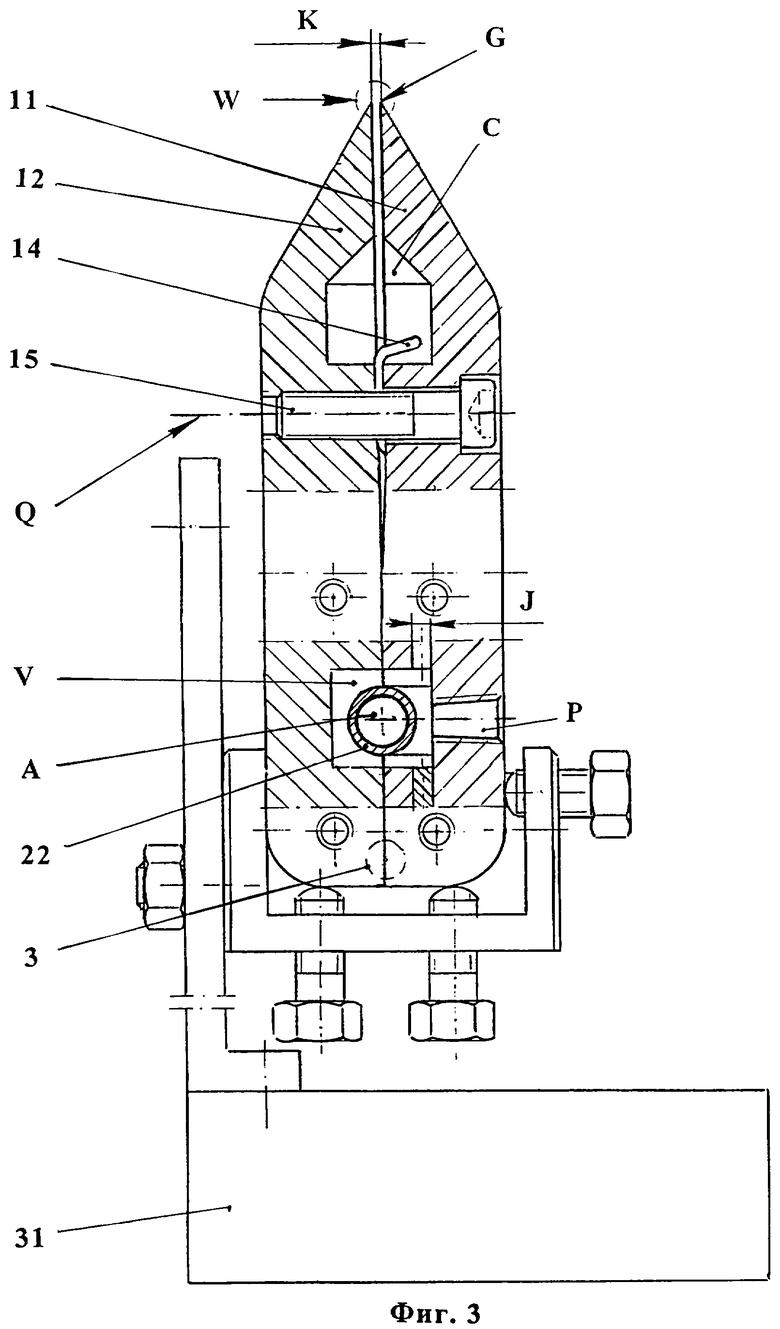
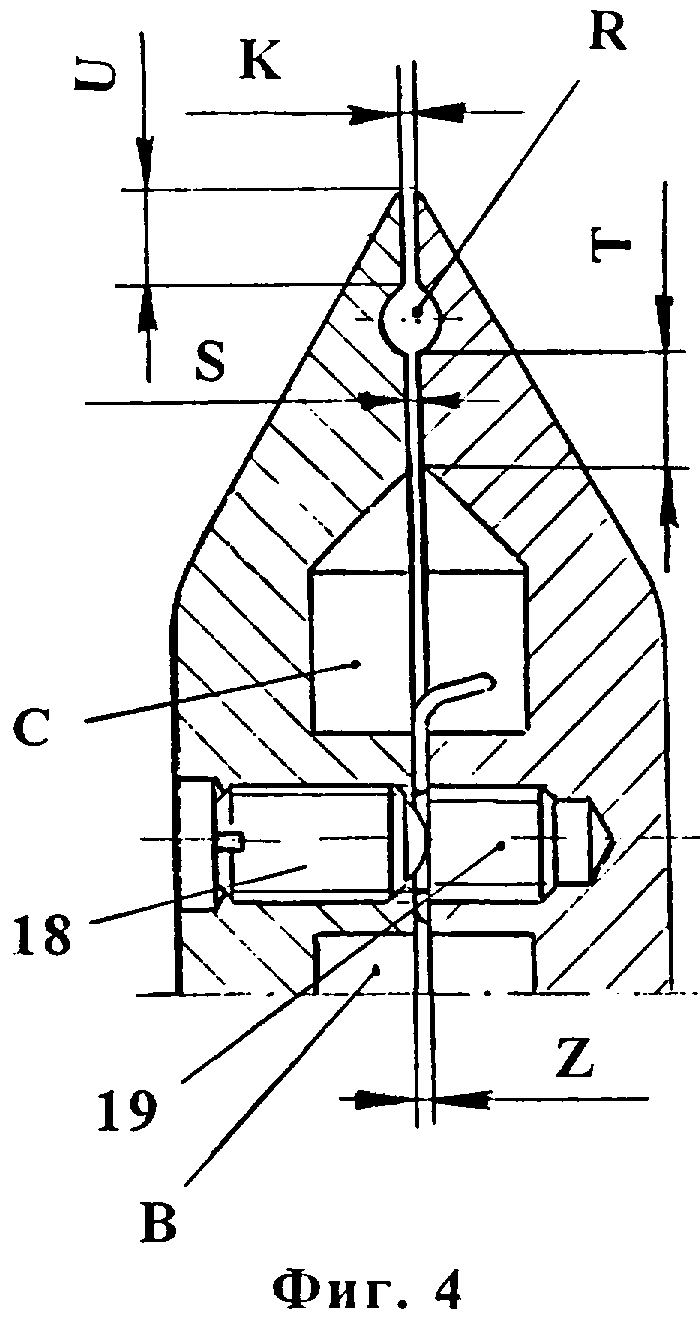
На фиг.1 показана схема нанесения покрытия на полосу («с одной стороны») в электростатическом поле; на фиг.2 показана схема выравнивания острых кромок "G" секций 11, 12; на фиг.3 показана схема выставки и юстировки размера узкого зазора канала "К"; на фиг.4 показана схема используемого устройства с локализованным расширением канала "R" и каналом с узким зазором "Z", отделяющим два канала для распределения масла вдоль длины балки ("В" и "С").
Устройство электростатического промасливания (фиг.1, 2, 3, 4) характеризуется тем, что содержит маслоулавливающую ванну 1, балку для распыления расходного масла 2, сопло 3, металлические секции сопла 11 и 12, экран электростатический 13, деталь из мягкого металла 14, крепежные элементы 15, 40, электроды 16, определяющие конфигурацию электростатического поля, изоляторы 17, отжимное устройство 18, опору 19, установленную в металлической секции, кольцо из мягкого металла 20, уплотнение 21, трубку участка контура подогрева 22, плоскую деталь из мягкого металла 23, болт 24, приспособление 31, средство выставки и юстировки размера узкого заданного зазора канала 39 и 40
На схеме фиг.1 устройство для нанесения покрытия в электростатическом поле масла на полосу «с одной стороны» содержит маслоулавливающую ванну 1, изоляторы 17, поддерживаемые маслоулавливающей ванной, одноименно заряженные электроды 16, определяющие конфигурацию электростатического поля, балку для распыления расходного масла 2, имеющую сопло 3, корпус которого содержит участок контура подогрева расходного масла "А", образованный металлическими секциями участок контура расходного масла, состоящий из двух сообщающихся каналов для распределения масла вдоль длины балки ("В" и "С") и канала "К" с узким заданным зазором, примыкающего к кромке распыления масла "W". Корпус состоит из двух металлических секций 11 и 12, закрепленных между собой рядами крепежных элементов, включающими ряд крепежных элементов "I", содержащий средства выставки и юстировки размера узкого заданного зазора канала "К". Между металлическими секциями размещена деталь из мягкого металла 14 с возможностью выставки и юстировки размера узкого заданного зазора канала уменьшением толщины детали при пластической деформации воздействием средством 40 выставки и юстировки.
Рассматриваемый в изобретении способ нанесения покрытия полосы («с двух сторон») устройством электростатического промасливания, обеспечивающий заданный технический результат, идентичен способу нанесения покрытия полосы «с одной стороны» (схема, фиг.1). Отличие лишь в том, что при обработке маслом полосы «с двух сторон» маслоулавливающая ванна содержит две балки, которые устанавливаются навстречу друг другу, обеспечивая направленность соответствующих от балок потоков аряженных частиц масла на соответствующие обрабатываемые маслом поверхности полосы, а при обработке маслом полосы (либо других профилей продукции черной металлургии) «с одной стороны» в маслоулавливающей ванне устанавливается одна балка.
На фиг.2 показано приспособление 31 для устранения деформаций металлических секций 11 и 12 в результате их механической обработки. Секции закреплены рядами "Q" крепежных элементов 15 с использованием колец из мягкого металла 20 без возможности их взаимного смещения после того, как усилием болтов 24 секции прижаты острыми кромками "G" к плоскости "F" через мягкую, например, отожженную медную деталь 23. Между секциями помещают, по меньшей мере, одну деталь из мягкого металла 14. На расстоянии "L" друг от друга в ряду "I", близрасположенном к кромке распыления расходного масла "W", установлены средства 40 выставки и юстировки. Между средствами выставки и юстировки установлены ˜1/2 L отжимные устройства 18 (фиг.4) с опорами 19. Канал "А" имеет сообщение с контуром подогрева расходного масла через отверстия "Y". Канал "В" имеет сообщение с контуром расходного масла через отверстие "Н".
На фиг.3 показано приспособление 31. Средства выставки и юстировки 39 и 40 установлены в ряду "I", близрасположенном к кромке распыления расходного масла "W". Приспособление может использоваться во всех случаях выставки и юстировки размера канала "К". Показан корпус сопла, содержащий участок "А" масляного контура подогрева расходного масла в виде трубки 22. Трубка омывается расходным маслом в распределительном канале "V" с входным отверстием для масла "Р". Канал сообщается с распределительным каналом "С" через отверстия "J". Трубка имеет вход и выход к контуру подогрева расходного масла (не показаны).
На фиг.4 показано сопло с локализованным расширением "R" на участке канала с узким заданным зазором, примыкающим к кромке распыления масла "W". Выполнено локализованное расширение вдоль кромки распыления расходного масла в виде дополнительного канала с функцией канала дополнительного распределения расходного масла вдоль длины балки. Канал сопла "К" расположен от кромки распыления масла до локализованного расширения. Зазор "S" на участке канала "Т" не выставляют и не юстируют, чем повышают точность выставки зазора"К" на участке "U". Канал сопла с узким зазором "Z" отделяет распределительный канал "В" от распределительного канала "С". Конструктивно допускается на длине канала Z" установка деталей 14 (фиг.2) и средств 40 выставки и юстировки зазора "К" (фиг.1).
Решение задачи покрытия с использованием устройства промасливания, содержащего среди средств выставки и юстировки размера узкого заданного зазора канала "К", по меньшей мере, одного отжимного устройства 18 с опорой 19, установленного в металлической секции, обосновано возможностью получить в системе маслоснабжения повышенную точность и равномерность заданного зазора за счет отсутствия пластических деформаций секции от средств выставки и юстировки зазора, что повышает ремонтоспособность системы маслоснабжения. Дополнительный технический результат в том, что обеспечивается возможность получить высокой точности уменьшенный размер канала "К". Необходимость в этом возникает, в частности, когда, например, снижена скорость перемещения поверхности покрываемого объекта.
Решение задачи покрытия с установкой между металлическими секциями, по меньшей мере, одной детали из мягкого металла с возможностью выставки и юстировки размера узкого заданного зазора канала уменьшением толщины детали при пластической деформации воздействием средств выставки и юстировки обосновано возможностью вне зависимости от степени деформации секции при механической обработке выставлять зазор "К" в любой заданный размер. Обеспечивается это тем, что величина зазора находится в линейной зависимости от величины деформации детали 14. Поэтому метод выставки зазора позволяет проводить планово-предупредительный ремонт балки (подвергать текущему ремонту) с разборкой корпуса сопла, что, например, резко снижает операции по удалению грязи металлическим щупом, обеспечивает повышенную сохраняемость, повышенную ремонтоспособность при повышении экономической эффективности. Собирают корпус сопла с установкой новой детали из мягкого металла 14, толщина которой (например, диаметр медного отожженного провода) может быть многократно больше номинального размера зазора "К".
Решение задачи покрытия с использованием корпуса сопла, содержащего герметичный от просачивания масла участок контура подогрева расходного масла, образованный металлическими секциями, обосновано возможностью улучшить теплообмен между теплоносителем на участке контура подогрева и корпусом сопла. Это приводит к снижению времени выхода на рабочий тепловой режим, к улучшению контроля за температурой расходного масла за счет снижения градиента температур между корпусом сопла и теплоносителем, повышению однородности покрытия. Становится возможным использование масел с вязкостью в широком диапазоне, отчего возможно снижение высокого напряжения, что повышает среднюю наработку на отказ, повышает пожаробезопасность. Сочетание величины размера зазора с величиной экспериментально установленной рабочей температурой масла приводит к возможности использования сортов масел с пониженными техническими характеристиками. Повышение скорости истечения масла (с уменьшением зазора канала "К") приводит к возможности снижения рабочего высокого напряжения, снижению требований к источникам высоковольтного питания. Повышаются надежность устройства, пожаробезопасность, экономический эффект. Герметичность от просачивания масла на участке контура подогрева обеспечивается установкой уплотнения 21 (Фиг.2).
Решение задачи покрытия с использованием корпуса сопла, содержащего два сообщающихся канала для распределения масла вдоль длины балки, отделенных один от другого участком канала с узким зазором, обосновано возможностью задержать частицы грязи в канале распределения масла, отдаленного от кромки распыления, снизить вероятность попадания частиц в распределительный канал, граничащий с узким заданным зазором канала сопла, что повышает безотказность работы установки, увеличивает период планово-предупредительного ремонта.
Решение задачи покрытия с использованием корпуса сопла, содержащего на участке канал с узким заданным зазором, примыкающим к кромке распыления масла, по меньшей мере, одного локализованного расширения канала вдоль кромки распыления расходного масла в виде дополнительного канала с функцией канала дополнительного распределения расходного масла вдоль длины балки, обосновано возможностью снизить неравномерность выхода масла из кромки распыления сопла в результате попадания в узкий заданный зазор грязи, что повышает безотказность работы установки, увеличивает период планово-предупредительного ремонта.
В частном случае (Фиг.2) используют способ устранения деформаций металлических секций в результате их механической обработки. Используют приспособление для деформирования каждой секции от нагрузки, создаваемой приспособлением, с опорой острой кромки на плоскую деталь из металла, более мягкого, чем металл секций, с последующим закреплением секций одна с другой крепежными элементами без возможности их взаимного смещения с применением для этой цели, например, колец из мягкого металла 20.
Деформируют секции болтами 24 с опорой (например, на тонкостенную деталь 23, установленную на плоскость "F" приспособления) острой кромки "G" на плоскую деталь из более мягкого металла, чем металл секций. Далее, закрепляют секции между собой рядами "Q" крепежных элементов 15 без возможного взаимного смещения кромок "G" секций в зоне кромки распыления "W".
В частном случае используют способ тем, что балка или корпус сопла поддерживают экран электростатический из немагнитного материала (на чертеже не показано), функционально снижающий неоднородности электростатического поля на поверхностях балки и изоляторов, поддерживаемых маслоулавливающей ванной. На поверхности корпуса сопла и на поверхности пластины изолятора снижается образование локальных мест загрязнения и следов загрязнения от "ползучих токов". Экран снижает неоднородность электростатического поля от повреждений на корпусе сопла (от установки крепежа), снижает образование мест загрязнения, проводящих электричество, что повышает среднюю наработку на отказ, особенно в тех случаях, когда для отдельных режимов работы, например при использовании сорта масла с большим поверхностным натяжением, устанавливают повышенное напряжение.
В частном случае (Фиг.1) используют способ тем, что одноименно заряженные электроды 16 имеют возможность изменять положение друг относительно друга и/или, по меньшей мере, получать оптимального качества пучок заряженных частиц масла. Минимальное расстояние "N" между электродами способствует большей защите от возможности повреждения сопла со стороны объекта промасливания, устанавливаемого в зоне "D".
Дополнительным применением способа покрытия может быть покрытие поверхностей другого проката, например трубы, уголка и подобных им профилей. Этот способ менее эффективно решает задачу, чем способ покрытия полосы, поскольку с использованием способа для обработки других профилей - продукции черной металлургии, в канализируемом неоднородном потоке заряженных частиц электростатическое поле не может достигнуть оптимальной однородности поля, как это может быть достигнуто при обработке плоской поверхности полосы. Задача в этом случае покрытия поверхности проката «теоретически обоснованной толщиной масла» не имеет решения. Технический результат покрытия конкретного профиля может быть достигнут по установленному заказчиком образцу покрытия ценой снижения экономического эффекта (завышения толщины покрытия на отдельных поверхностях профиля). Надежность поддержания установленного заказчиком технического результата "по образцу" обеспечивается в равной степени, как для полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОСТАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ДИЭЛЕКТРИЧЕСКИХ ЖИДКОСТЕЙ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ | 2002 |
|
RU2254932C2 |
| АГРЕГАТ ПОПЕРЕЧНОЙ РЕЗКИ ПОЛОСЫ | 2002 |
|
RU2240900C2 |
| ПРОМАСЛИВАЮЩАЯ МАШИНА | 2002 |
|
RU2233722C1 |
| Способ промасливания металлических полос | 1957 |
|
SU109008A1 |
| СПОСОБ ПОДАЧИ МАСЛА В МЕЖРОТОРНЫЙ ПОДШИПНИК ОПОРЫ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2613964C1 |
| Устройство для распыления жидких продуктов | 1985 |
|
SU1549574A1 |
| РАСПЫЛИТЕЛЬ ДЛЯ НАНЕСЕНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2004 |
|
RU2269383C2 |
| ЭЛЕКТРОСТАТИЧЕСКИЙ РАСПЫЛИТЕЛЬ ЖИДКОСТЕЙ | 1990 |
|
RU2070099C1 |
| Устройство для электростатического распыления жидкостей | 1986 |
|
SU1528331A3 |
| Головка для нанесения покрывающего продукта на поверхность, подлежащую нанесению покрытия, и система нанесения покрывающего продукта, содержащая такую головку для нанесения покрывающего продукта | 2017 |
|
RU2752590C2 |
Способ может быть использован в устройствах электростатического промасливания в черной металлургии. Технический результат состоит в повышении надежности устройства электростатического промасливания и получении обоснованной толщины масла на стальных профилях, что приводит к экономическому эффекту и повышению показателей технического уровня и качества продукции черной металлургии - полосы. Согласно способу покрытие осуществляют устройством электростатического промасливания, содержащим маслоулавливающую ванну, изоляторы, одноименно заряженные электроды, определяющие конфигурацию электрического поля, электрическое оборудование с высоковольтной частью и блоком управления и балку для распыления расходного масла, имеющую сопло. Корпус сопла имеет герметичный от просачивания масла участок контура подогрева расходного масла, участок контура расходного масла, состоящий, по меньшей мере, из двух сообщающих каналов для распределения масла вдоль длины балки и канала с узким заданным зазором, примыкающего к кромке распыления масла. Корпус сопла состоит из двух металлических секций, закрепленных между собой рядами крепежных элементов, включающими ряд крепежных элементов, содержащий средства выставки и юстировки заданного зазора канала. При этом средства выставки и юстировки заданного зазора содержат, по меньшей мере, одно отжимное устройство, опирающееся на опору, установленную в металлической секции, или между металлическими секциями размещена, по меньшей мере, одна деталь из мягкого металла с возможностью выставки и юстировки размера узкого заданного зазора канала уменьшением толщины детали при пластической деформации воздействием средств выставки и юстировки, или герметичный от просачивания участок контура подогрева расходного масла образован металлическими секциями, или два сообщающихся канала для распределения масла вдоль длины балки отделены один от другого участком канала с узким зазором, или на участке канала с узким заданным зазором, примыкающего к кромке распыления масла, выполнено, по меньшей мере, одно локализованное расширение канала вдоль кромки распыления расходного масла в виде дополнительного канала с функцией канала дополнительного распределения расходного масла вдоль длины балки. 3 з.п. ф-лы, 4 ил.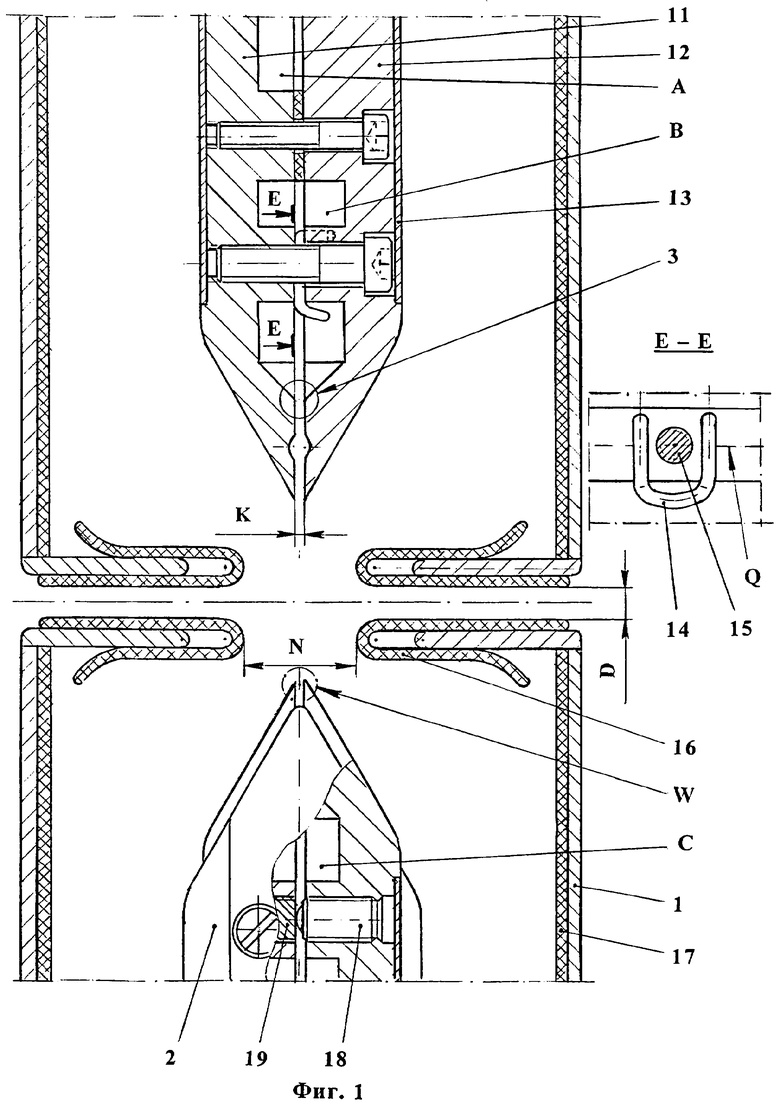
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| US 5209410 A, 11.05.1993 | |||
| US 5503336, 02.04.1996 | |||
| US 5609305 A, 11.03.1997 | |||
| БРАЦЫХИН Е.А | |||
| и др | |||
| Переработка пластических масс в изделия | |||
| М.-Л., 1966, с.180, рис.V-28 | |||
| АВТОМАТИЧЕСКИЙ ИНЪЕКТОР С ПОДДЕРЖКОЙ МАНИПУЛЯЦИЙ ПО ВОССТАНОВЛЕНИЮ ПРЕПАРАТА | 2018 |
|
RU2762331C2 |
| DE 8319162 U1, 01.12.1983. | |||

