Предлагаемое изобретение относится к электростатическому нанесению диэлектрических жидкостей на металлическую полосу и может быть использовано в области черной металлургии при производстве полосового проката и нанесении защитных покрытий на поверхность полосы.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату (прототипом), по мнению авторов, является электростатическое распылительное устройство по патенту СССР №1799295, кл. В 05 В 5/025. Из описания изобретения к патенту следует, что электростатическое распылительное устройство содержит присоединенную к источнику высокого напряжения распылительную головку, снабженную соплом со щелевым проемом и сообщенным с ним распределительным продольным каналом, выполненным по ширине сопла, и средство для подачи жидкости к щелевому проему.
Недостатком известного технического решения является следующее. При всех равных условиях изготовления и сборки сопла решающее влияние на точность щелевого проема имеет его длина. При большой длине щелевого проема, из-за больших допусков на неплоскостность, возникает высокая вероятность изменения зазора между поверхностями щелевого сопла в разных сечениях по его ширине. Изменение зазора и его высокая протяженность, с учетом его малого размера (не более 0,3 мм), способствуют отложению загрязнений на стенках поверхностей щелевого сопла. Все это, в совокупности, приводит к разным условиям истечения диэлектрической жидкости (масла) по ширине сопла и, соответственно, к разной плотности нанесения жидкости (масла) на поверхность полосы. Кроме того, асимметричное расположение канала относительно оси щелевого проема и его форма способствуют резкому перепаду скоростей жидкости в нем, возникновению пульсации давлений в упомянутой жидкости, а также к возникновению застойных зон и отложению загрязнений в канале, их накоплению и, в последующем, при срыве, к местному засорению щелевого проема. Это, в свою очередь, приводит к нанесению диэлектрической жидкости (масла) на поверхность полосы с разной плотностью и снижению качества ее промасливания, в частности. Для качественной обработки полосы (промасливания) плотность нанесенной на полосу диэлектрической жидкости (масла) на участках с меньшей степенью плотности на единицу площади не должна быть меньше номинальной. При этом величина разброса по плотности всегда превышает ее номинальные значения. Чем выше этот разброс, тем выше расход диэлектрической жидкости (масла) относительно минимально необходимого. Следовательно, к недостаткам известного технического решения также можно отнести повышенный расход диэлектрической жидкости (масла) при обработке полосы.
Задача, на решение которой направлено техническое решение, - повышение равномерности истечения масла по ширине сопла. При этом достигается получение такого технического результата, как снижение расхода масла, наносимого на полосу, повышение качества его нанесения, снижение себестоимости обрабатываемой полосы за счет снижения рекламаций на качество промасливания, а также повышение надежности работы сопла за счет снижения его засорения, уменьшение простоев агрегатов за счет снижения вспомогательного времени на чистку и настройку сопла.
Вышеуказанные недостатки исключаются тем, что в электростатическом устройстве для нанесения диэлектрических жидкостей на металлическую полосу, содержащем присоединенную к источнику высокого напряжения распылительную головку, снабженную соплом со щелевым проемом и сообщенным с ним каналом, выполненным по ширине сопла, и средство для подачи жидкости к щелевому проему, упомянутый канал образован двумя противолежащими пазами и расположен от кромок сопла на расстоянии, равном 10-90 величинам его щелевого проема, причем глубина каждого из пазов, прилежащего к соответствующей поверхности сопла, создающей упомянутый проем, составляет 1-4 его величины, при этом стенки канала выполнены по дуге с кривизной, равной 200-500 м-1.
Сопоставительный анализ предложенного технического решения с прототипом показывает, что заявляемое техническое решение отличается от известного своим конструктивным выполнением, а именно тем, что сообщенный со щелевым проемом канал образован двумя противолежащими пазами и расположен от кромок сопла на расстоянии, равном 10-90 величинам его щелевого проема, причем глубина каждого из пазов, прилежащего к соответствующей поверхности сопла, создающей упомянутый проем, составляет 1-4 его величины, при этом стенки канала выполнены по дуге с кривизной, равной 200-500 м-1.
Таким образом, заявляемое техническое решение соответствует критерию изобретения “Новизна”.
Сравнительный анализ предложенного решения не только с прототипом, но и с другими техническими решениями не позволил выявить существенные признаки, присущие заявленному решению. Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение упомянутого технического результата, что, по мнению авторов, соответствует критерию изобретения “Изобретательский уровень”.
Предложенное техническое решение будет понятно из следующего описания и приложенных к нему чертежей.
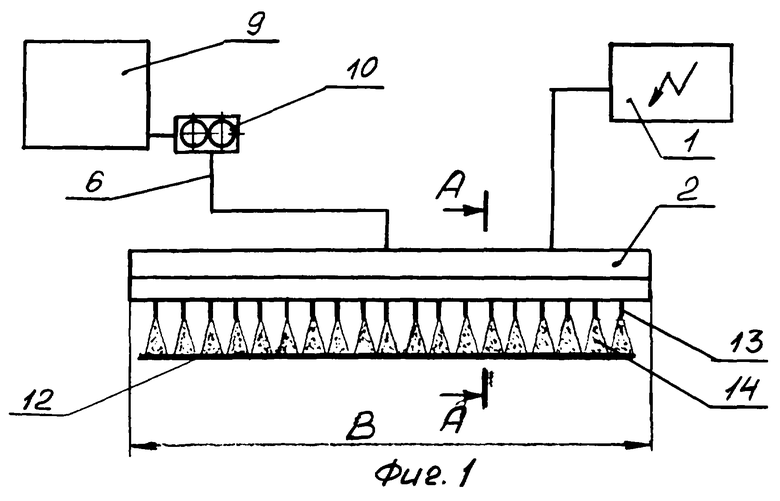
На фиг.1 схематически изображено электростатическое устройство для нанесения диэлектрических жидкостей на металлическую полосу;
на фиг.2 изображен разрез А-А фиг.1;
на фиг.3 изображен фрагмент фиг.2.
Электростатическое устройство для нанесения диэлектрических жидкостей на металлическую полосу содержит присоединенную к источнику высокого напряжения 1 распылительную головку 2, снабженную соплом 3 со щелевым проемом 4, с которым сообщен канал 5, выполненный по ширине В сопла 3, и средство для подачи жидкости 6 к щелевому проему 4. При этом упомянутый канал 5 образован двумя симметрично расположенными противолежащими пазами 7 и 8 и расположен от кромок Н сопла 3 на расстоянии h, равном 10-90 величинам его щелевого проема в, причем глубина n каждого из пазов 7 и 8, прилежащего к соответствующей поверхности D или С сопла 3, создающей упомянутый проем 4, составляет 1-4 его величины в, при этом стенки канала 5 выполнены по дуге с кривизной R, равной 200-500 м-1. Средство для подачи жидкости 6 включает в себя резервуар 9, дозирующий насос 10 и полость 11.
Электростатическая промасливающая машина работает следующим образом.
Предварительно заземленную металлическую полосу 12 подают в зону распылительной головки 2, выдерживая расстояние от нее до полосы 220-350 мм. Одновременно с этим на упомянутую головку 2 подают высокое напряжение определенной полярности от источника 1. А из резервуара 9 с помощью средства 6 для подачи масла и дозирующего насоса 10 защитное масло подается в полость 11 распылительной головки 2. Затем масло попадает в канал 5 и далее в щелевой проем 4. Находящееся в контакте с электропроводными элементами распылительной головки 2 масло приобретает тот же, что и у распылительной головки 2 потенциал. На достигшее кромки Н масло действует сильное электрическое поле, существующее между распылительной головкой 2 и заземленной металлической полосой 12. Как показано на фигуре 1, напряженность поля такова, что поток защитного масла, отрываясь от кромок Н и двигаясь в направлении полосы 12, преобразуется в серию элементарных струек 13, расстояние между которыми зависит от напряженности электрического поля, от свойств масла и от его расхода. Из-за того, что одноименно заряженные частички масла отталкиваются друг от друга, каждая струйка затем разделяется на серию мельчайших капелек 14, имеющих вид аэрозоли, которые, под действием электрического поля, притягиваются заземленной металлической полосой 12, имеющей противоположный заряд, и распределяются по ее поверхности, отдавая ей свой заряд. При этом распыленное масло не уносится из зоны обработки и не засоряет атмосферу. Перемещая полосу 12 относительно распылительной головки 2, производят промасливание всей поверхности полосы. При необходимости промасливания нижней поверхности полосы 12 аналогичную распылительную головку 2 располагают снизу и производят промасливание обеих поверхностей одновременно.
Выполнение упомянутого канала 5 на расстоянии от кромок сопла Н меньшем, чем 10 величин в щелевого проема 4, способствует тому, что электрическое поле может воздействовать непосредственно на масло, находящееся в канале 5, что приводит к неравномерности его истечения из щелевого проема 4 и неравномерности промасливания поверхности полосы. Выполнение канала 5 на расстоянии от кромок сопла Н большем, чем 90 величин в щелевого проема 4, приводит к значительной длине щелевого проема и из-за больших допусков на неплоскостность к изменению зазора между поверхностями D и С щелевого сопла 3 в разных сечениях по его ширине, к отложению загрязнений на стенках поверхностей щелевого сопла и, соответственно, к разной плотности нанесения масла на поверхность полосы, что нежелательно.
Выполнение канала 5 с глубиной n каждого из пазов 7 и 8, составляющей меньше 1 величины в щелевого проема 4, приводит к неравномерному распределению масла в канале 5 по ширине В сопла 3 из-за высокого сопротивления перетеканию. Выполнение канала 5 с глубиной n каждого из пазов 7 и 8, составляющей больше 4 величин в щелевого проема 4, приводит к образованию застойных зон в канале 5 и отложению загрязнений в нем и впоследствии к забиванию щелевого проема. Все это, в совокупности, способствует нанесению масла на поверхность полосы с разной плотностью и снижению качества промасливания полосы, что недопустимо.
Выполнение стенок каждого из пазов 7 и 8 канала 5 по дуге с кривизной меньшей, чем 200 м-1 приводит к увеличению габаритов распылительной головки 2, увеличению расходов материала и ее веса. Выполнение стенок каждого из пазов 7 и 8 канала 5 по дуге с кривизной большей, чем 500 м-1 приводит резкому перепаду скоростей жидкости в нем, возникновению пульсации давлений масла, а также к возникновению застойных зон и отложению загрязнений в канале 5, их накоплению и, в последующем, при срыве, к местному засорению щелевого проема и, как следствие, к снижению качества промасливания полосы, что недопустимо.
Использование предлагаемого технического решения, благодаря, как указано выше, симметричному выполнению канала 5, его форме, размерам и расположению, а также величине (длине) щелевого проема 4, обеспечивает возможность выполнения одинакового зазора между поверхностями щелевого проема 4 в разных сечениях по ширине В сопла 3, при этом исключается возможность резкого перепада скоростей истечения масла в канал 5 и возникновения пульсаций давлений в нем, а также образования застойных зон, отложения загрязнений и последующего засорения щелевого канала. Это в свою очередь способствует повышению равномерности истечения масла по ширине сопла, уменьшению разброса плотности его нанесения, снижению расхода масла, наносимого на полосу, повышению качества его нанесения, снижению себестоимости обрабатываемой полосы за счет снижения рекламаций на качество промасливания, а также повышению надежности работы сопла за счет снижения его засорения, уменьшению простоев агрегатов за счет снижения вспомогательного времени на чистку и настройку сопла.
Отсюда можно сделать вывод, что задача, на решение которой направлено техническое решение, выполняется, при этом достигается получение вышеуказанного технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ПОПЕРЕЧНОЙ РЕЗКИ ПОЛОСЫ | 2002 |
|
RU2240900C2 |
| ПРОМАСЛИВАЮЩАЯ МАШИНА | 2002 |
|
RU2233722C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ПОЛОСЫ УСТРОЙСТВОМ ЭЛЕКТРОСТАТИЧЕСКОГО ПРОМАСЛИВАНИЯ | 2002 |
|
RU2279322C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСОВОГО ПРОКАТА | 2001 |
|
RU2216415C2 |
| Электретная форсунка | 1990 |
|
SU1810122A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
| ЭЛЕКТРОСТАТИЧЕСКИЙ РАСПЫЛИТЕЛЬ | 1991 |
|
RU2017536C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ | 1991 |
|
RU2017544C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2224030C2 |
| Способ герметизации протяжной электропечи и протяжная электропечь | 1985 |
|
SU1295180A1 |


Изобретение относится к электростатическому нанесению диэлектрических жидкостей на металлическую полосу и может быть использовано в области черной металлургии при производстве полосового проката и нанесении защитных покрытий на поверхность полосы. Задача изобретения - повышение равномерности истечения масла по ширине сопла. Для этого электростатическое устройство для нанесения диэлектрических жидкостей на металлическую полосу содержит присоединенную к источнику высокого напряжения распылительную головку, снабженную соплом со щелевым проемом и сообщенным с ним каналом, выполненным по ширине сопла, и средство для подачи жидкости к щелевому проему. Упомянутый канал образован двумя противолежащими пазами и расположен от кромок сопла на расстоянии, равном 10-90 величинам его щелевого проема, причем глубина каждого из пазов, прилежащего к соответствующей поверхности сопла, создающей упомянутый проем, составляет 1-4 его величины, при этом стенки канала выполнены по дуге с кривизной, равной 200-500 м-1. Техническим результатом изобретения является снижение расхода масла, наносимого на полосу, повышение качества его нанесения, снижение себестоимости обрабатываемой полосы за счет снижения рекламаций на качество промасливания, а также повышение надежности работы сопла за счет снижения его засорения и уменьшение простоев агрегатов за счет снижения вспомогательного времени на чистку и настройку сопла. 3 ил.
Электростатическое устройство для нанесения диэлектрических жидкостей на металлическую полосу, содержащее присоединенную к источнику высокого напряжения распылительную головку, снабженную соплом со щелевым проемом и сообщенным с ним каналом, выполненным по ширине сопла, и средство для подачи жидкости к щелевому проему, отличающееся тем, что упомянутый канал образован двумя противолежащими пазами и расположен от кромок сопла на расстоянии, равном 10-90 величинам его щелевого проема, причем глубина каждого из пазов, прилежащего к соответствующей поверхности сопла, создающей упомянутый проем, составляет 1-4 его величины, при этом стенки канала выполнены по дуге с кривизной, равной 200-500 м-1.
| Электростатическое распылительное устройство | 1986 |
|
SU1799295A3 |
| Установка для нанесения полимерных покрытий на длинномерные изделия | 1980 |
|
SU921636A1 |
| Способ выявления криоглобулинов | 1988 |
|
SU1569707A1 |

