Устройство для изготовления зубных протезов относится к области медицины, а именно к ортопедической стоматологии, и может быть использовано при изготовлении протезов из термопластов по индивидуальным заказам.
Известно устройство «Зуботехнический пресс с загрузочной камерой и кюветой для введения в кювету литьевых термопластов в вязко-текучем состоянии» (Эвард Варес и др. Руководство по изготовлению стоматологических протезов и аппаратов из термопластов медицинской чистоты. Донецк - Львов, 2002, стр.72, рис.23).
Зуботехнический пресс для введения в кювету литьевых термопластов в вязко-текучем состоянии относится к группе механических рамочных конструкций, в которых давление создается путем вращения винта с предварительной установкой, перемещаемой по высоте рабочей перекладины.
На основании пресса укреплены две вертикальные стойки. По стойкам скользят трубки, приваренные к верхней рабочей перекладине. У трубок имеются стопорные отверстия, позволяющие металлическими стержнями фиксировать верхнюю рабочую перекладину на разном уровне по отношению к основанию. В центре рабочей перекладины укреплена прижимная гайка, внутри которой движется винт пресса для перемещения пластмассы в кювету.
Верхняя рабочая перекладина свободно смещается в вертикальном направлении по отношению к основанию. Вертикальное смещение дает возможность использовать загрузочные камеры разной высоты. Высота загрузочной камеры в каждом конкретном случае определяется объемом пластмассы, которую необходимо разогреть для введения в формируемую полость в кювете.
Для нагрева гранулы пластмассы помещаются в загрузочную камеру, вместе с которой затем помещают в термокамеру. Из нее под пресс щипцами переносят загрузочную камеру с разогретой массой, где и формуется зубной протез.
Загрузочная камера - толстостенный металлический цилиндр. В цилиндре скользит поршень. В средней части поршня имеется резиновая прокладка. Когда введение пластмассы в кювету окончено (о чем судят по выходу пластмассы из отводных литников), силой винта резиновая прокладка сжимается и оказывает дальнейшее постепенное давление, обеспечивающее дополнительное поступление пластмассы в кювету с целью компенсации и усадки. Но резиновая прокладка при нагреве загрузочной камеры до 220°С горит, герметичность нарушается, в пластмассу готового изделия попадает резина.
В нижней части загрузочной камеры располагается экструдер. В нем концентрируются выжимаемые из пластмассы воздушные поры. Борта экструдера, входящие внутрь цилиндра, препятствуют полному вытеснению пластмассы из цилиндра, и это является гарантией получения протезов без пор (Эвард Варес и др. Руководство по изготовлению стоматологических протезов и аппаратов из термопластов медицинской чистоты. Донецк - Львов, 2002, рис 25).
Наиболее близким по технической сущности является «Устройство для изготовления зубных протезов» по патенту РФ №2170069 от 20.08.99, МПК 7 А 61 С 13/08
Устройство содержит разборную зуботехническую кювету из двух половин для размещения в ней гипсовой и восковой моделей, выполненную с входным отверстием для пластмассы и с отверстием для выпуска воздуха и излишков пластмассы, бюгель для соединения половин кюветы, цилиндрическую камеру для загрузки пластмассы, резиновый поршень, установленный в камере, и винтовой механизм для перемещения резинового поршня. Кювета установлена плоскостью разъема вертикально, в плоскости разъема кюветы в верхней части выполнено входное отверстие для пластмассы, а в нижней части выполнены выходные отверстия для воздуха и излишков пластмассы, закрытые винтами. Цилиндрическая камера выполнена с верхней крышкой, в резьбовом отверстии которой установлен винт винтового механизма, и с нижним фланцем, которым она установлена через резиновое уплотняющее кольцо на кювете, соосно с входным отверстием для пластмассы. Нижний фланец установлен в верхней прижимной пластине через выполненное в ней сквозное отверстие и зафиксирован прижимным кольцом с резьбой, а верхняя и нижняя прижимные пластины, между которыми расположена кювета, соединены посредством крепежных болтов.
Задачей предлагаемого технического решения является создание устройства для изготовления зубных протезов из термопласта точных, с учетом усадки, по размеру, с четкой поверхностью, при экономии материала, электрической энергии и трудозатрат.
Поставленная цель достигается за счет того, что устройство для изготовления зубных протезов содержит пневмоцилиндр со штоком и штангами, крепежные пластины, камеру нагрева с термоэлементами, загрузочную камеру, кювету, которая снабжена литниковьм отверстием, переходящим в конусовидный литник, расположенный в пресс-форме, отличающееся тем, что четыре горизонтальные штанги прикреплены к корпусу пневмоцилиндра, расположенного горизонтально, параллельно штоку; на штангах расположены первая и вторая крепежные пластины, между которыми закреплена камера нагрева с термоэлементами; расположенная в камере нагрева загрузочная камера выполнена в виде толстостенного металлического цилиндра с ограничительным фланцем, обращенным в сторону кюветы; с прецизионным поршнем, расположенным в цилиндре со стороны штока, и чашеобразной заглушкой, обращенной загнутыми краями внутрь загрузочной камеры; навеска пластмассы герметизирована между поршнем и заглушкой и размещена в зоне расположения термоэлементов; бункер для кюветы с пресс-формой, прикреплен ко второй пластине; конусовидный литник, расположенный в пресс-форме, выполнен с возможностью функционировать в качестве экструдера.
Совокупность заявляемых признаков приводит к следующему эффекту.
Прикрепление четырех горизонтальных штанг к корпусу пневмоцилиндра, расположенного горизонтально, параллельно штоку, позволяет собрать на них соосно оси штока все устройство. К нанизаным на штанги первой и второй крепежным пластинам, прикреплены камера нагрева с термоэлементами и загрузочной камерой, а также бункер для кюветы.
Выполнение поршня, размещенного в загрузочной камере, прецизионным не позволяет при воздействии штока под высоким давлением проникать пластмассе в сторону штока, то есть вытекать из загрузочной камеры.
Заглушка, герметично расположенная внутри камеры, позволяет герметизировать навеску пластмассы между поршнем и заглушкой точно в зоне расположения термоэлементов.
Выполнение заглушки чашеобразной, обращенной загнутыми краями внутрь загрузочной камеры, позволяет, при ее перемещении к фланцу загрузочной камеры вместе с расплавленной пластмассой до литникового отверстия в кювете, герметизировать просвет между фланцем загрузочной камеры и кюветой и обеспечивает, после прорыва по центру, поступление почти всей навески пластмассы по назначению, исключая при этом попадание дополнительного воздуха в пресс-форму.
Конусная форма литникового канала, превращает его еще и в экструдер, в котором происходит перемешивание пластмассы с красителем и отделение пузырьков воздуха от поступающей из загрузочной камеры в пресс-форму пластмассы.
Литниковый канал конусной формы, изготовленный вместе с пресс-формой из супергипса и расположенный непосредственно в пресс-форме, позволяет обойтись без дополнительного экструдера, поскольку отделение пузырьков воздуха от поступающей из загрузочной камеры в пресс-форму пластмассы происходит в самом литнике.
При работе с термопластами, которые при охлаждении сокращаются, данная компоновка устройства позволяет сохранить точность размеров и четкость поверхности изделий.
Совокупность существенных признаков нова и позволяет достичь заданного технического результата, изготавливать по индивидуальным заказам точные по размеру, с учетом усадки с четкой поверхностью протезы при значительной экономии материала, времени, электрической энергии и трудозатрат.
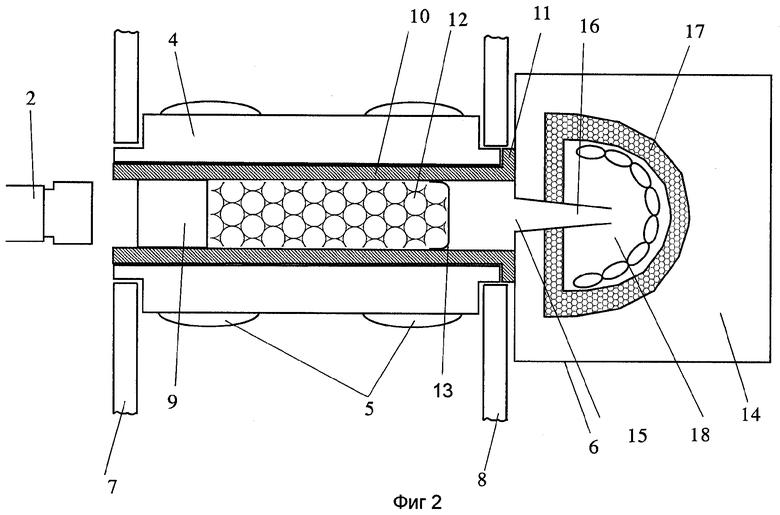
Устройство для изготовления зубных протезов показано на фиг.1, 2, где: пневмоцилиндр 1, шток 2, штанги 3, камера нагрева 4, термоэлементы 5, бункер для кюветы 6, первая 7 и вторая 8 крепежные пластины, прецизионный поршень 9, цилиндрическая загрузочная камера 10, фланец 11, пластмасса 12, чашеобразная заглушка 13, кювета 14 с литниковьм отверстием 15, конусообразный литник 16, пресс-форма из супергипса 17, рабочая полость 18.
Устройство для изготовления зубных протезов содержит пневмоцилиндр 1, расположенный горизонтально, со штоком 2. К корпусу пневмоцилиндра прикреплены четыре горизонтальные штанги 3. На них соосно оси штока 2 и собрано все устройство. На штанги нанизаны первая 7 и вторая 8 крепежные пластины, между которыми закреплена камера нагрева 4 с термоэлементами 5. К пластине 8 прикреплен бункер 6 для кюветы 14. В камере нагрева 4, расположена цилиндрическая загрузочная камера 10, с расположенным со стороны штока 2 прецизионным поршнем 9, пластмассой 12 и чашеобразной заглушкой 13.
Загрузочная камера 10 выполнена, как толстостенный металлический цилиндр, с ограничительным фланцем 11, обращенным в сторону кюветы 14с прецизионным поршнем 9, расположенным в цилиндре со стороны штока 2 и чашеобразной заглушкой 13, обращенной загнутыми краями внутрь загрузочной камеры 10. Навеска пластмассы 12 герметизирована между поршнем 9 и заглушкой 13.
Фланец 11 выступает за пределы камеры нагрева 4, что обеспечивает плотное прилегание к кювете 14 с литниковым отверстием 15, переходящим в конусовидный литник 16, изготавливаемый из супергипса совместно с пресс-формой и расположенный соосно оси штока 2 в пресс-форме 17, ограничивающего заполняемую рабочую полость 18 пресс-формы 17. Конусообразный литник 16 выполнен в кювете 14 совместно с пресс-формой из супергипса, с возможностью функционировать в качестве экструдера.
Устройство работает следующим образом. В загрузочную камеру 10 ставят чашеобразную заглушку 13, герметизирующую своими отогнутыми в сторону навески краями заполняемый объем, засыпают точную, необходимую для конкретного протеза, навеску пластмассы 12, вставляют прецизионный поршень 9, и герметизированную с одной стороны прецизионным поршнем 9, а с другой стороны заглушкой 13 загрузочную камеру размещают в камере нагрева 4. Заглушка ограничивает зону расположения навески пластмассы напротив термоэлементов 5. Включают термоэлементы 5 на время, соответствующее расплавлению именно этой навески пластмассы 12, после этого включают пневмоцилиндр. Шток 2 толкает поршень 9, размещенный в загрузочной камере 10, создавая давление, необходимое для прорыва заглушки 13, примыкающей к литниковому отверстию 15 кюветы 14. При движении поршня 9, заглушка 13 вместе с расплавленной пластмассой перемещается до отверстия 15 в кювете 14, герметизируя просвет между фланцем 11 загрузочной камеры 10 и кюветой 14. Центр ее прорывается по размеру литникового отверстия 15 и лепестком отходит к стенке этого отверстия. Расплавленная масса по конусообразному литнику 16, расположенному в пресс-форме из супергипса 17 заполняет рабочую часть 18 кюветы 14. Давление в пневмоцилиндре постоянно поддерживают до застывания пластмассы.
При этом литник 16, как экструдер, препятствует поступлению воздушных пузырьков в пресс форму. Они остаются в загрузочной камере 10, сливаясь в один большой воздушный пузырь, окруженный остатками пластмассы у заглушки 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2317797C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 2005 |
|
RU2279260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2233140C1 |
| Устройство для введения полимерного материала в стоматологические кюветы | 1990 |
|
SU1780506A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ПРОТЕЗОВ ИЗ ТЕРМОПЛАСТОВ, НЕЙЛОНА С МЕТАЛЛИЧЕСКИМ КАРКАСОМ | 2015 |
|
RU2588488C1 |
| ЗУБОТЕХНИЧЕСКАЯ КЮВЕТА | 2007 |
|
RU2355355C2 |
| Устройство для изготовления зубных протезов | 2020 |
|
RU2722458C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕЙЛОНОВОГО ПРОТЕЗА С ЗУБАМИ С ЛЮБОЙ ВЫСОТОЙ КОРОНКИ И ПРОТЕЗ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2518129C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ | 2010 |
|
RU2427346C1 |
| Устройство для введения акриловой пластмассы в стоматологические кюветы | 1988 |
|
SU1637781A1 |
Устройство для изготовления зубных протезов относится к области медицины, а именно к ортопедической стоматологии, и может быть использовано при изготовлении протезов из термопластов по индивидуальным заказам. Технический результат - возможность сохранения точности размеров и четкости поверхности изделий. Устройство содержит пневмоцилиндр со штоком и штангами, крепежные пластины, камеру нагрева с термоэлементами, загрузочную камеру, кювету, которая снабжена литниковым отверстием, проходящим в конусовидный литник, расположенный в пресс-форме. Четыре горизонтальные штанги прикреплены к корпусу пневмоцилиндра, расположенного горизонтально, параллельно штоку, а на штангах расположены первая и вторая крепежные пластины, между которыми закреплена камера нагрева с термоэлементами. Расположенная в камере нагрева загрузочная камера выполнена в виде толстостенного металлического цилиндра с ограничительным фланцем, обращенным в сторону кюветы. Прецизионный поршень расположен в цилиндре со стороны штока, а чашеобразная заглушка, обращена загнутыми краями внутрь загрузочной камеры. Навеска пластмассы герметизирована между поршнем и заглушкой и размещена в зоне расположения термоэлементов. Бункер для кюветы с пресс-формой, прикреплен ко второй пластине. Конусовидный литник, расположенный в пресс-форме, выполнен с возможностью функционировать в качестве экструдера. 2 ил.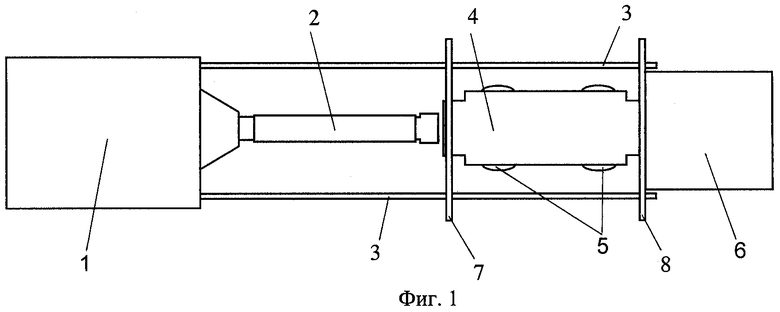
Устройство для изготовления зубных протезов содержит пневмоцилиндр со штоком и штангами, крепежные пластины, камеру нагрева с термоэлементами, загрузочную камеру, кювету, которая снабжена литниковым отверстием, проходящим в конусовидный литник, расположенный в пресс-форме, отличающееся тем, что четыре горизонтальные штанги прикреплены к корпусу пневмоцилиндра, расположенного горизонтально, параллельно штоку; на штангах расположены первая и вторая крепежные пластины, между которыми закреплена камера нагрева с термоэлементами; расположенная в камере нагрева загрузочная камера выполнена в виде толстостенного металлического цилиндра с ограничительным фланцем, обращенным в сторону кюветы; с прецизионным поршнем, расположенным в цилиндре со стороны штока и чашеобразной заглушки, обращенной загнутыми краями внутрь загрузочной камеры; навеска пластмассы герметизирована между поршнем и заглушкой и размещена в зоне расположения термоэлементов; бункер для кюветы с пресс-формой прикреплен ко второй пластине; конусовидный литник, расположенный в пресс-форме, выполнен с возможностью функционировать в качестве экструдера.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1999 |
|
RU2170069C2 |
| US 5302104 А, 12.04.1994 | |||
| DE 3536320 А, 16.04.1987. | |||

