Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к покрытиям для изделий из гипсокартона и к их изготовлению. В частности, настоящее изобретение относится к составу покрытия для изделий из гипсокартона и к способам получения и нанесения покрытий в одном непрерывном процессе производства гипсокартона.
Рассмотрение смежных областей
При рассмотрении смежных областей, представленном ниже, даются ссылки на некоторые структуры и/или способы. Однако нижеследующие ссылки не следует рассматривать как допущение того, что эти структуры и/или способы составляют известный уровень техники. Заявитель оставляет за собой право показать, в случае необходимости, что такие структуры и/или способы не характеризуют известный уровень техники в сравнении с настоящим изобретением.
Плотность продукта, тип поверхности и отделка традиционных изготовленных из гипсокартона изделий таковы, что обеспечивают желательную прочность и внешний вид при минимизации веса и стоимости продукта. Обычно суспензию обожженного гипса перемешивают в смесителе с водными вспенивающими агентами и наносят на наружный лист, расположенный на конвейерной ленте. Нижним листом покрывают суспензию и влажное изделие из гипсокартона формуют до желательной толщины между формующими роликами. Влажный гипс затвердевает в процессе транспортировки, его нарезают на отрезки желательной длины и сушат, пропуская изделие из гипсокартона через сушильную камеру.
Покрытия для изделий из гипсокартона могут быть использованы для придания поверхности гомогенности и улучшения визуальных свойств поверхности как в условиях производства, так и после нанесения декоративного покрытия. Пример известного двухстадийного способа производства изделий из гипсокартона с покрытием раскрыт в патентной заявке Австралии №19322/92, сущность которой включена в данное описание в качестве ссылки. Поверхностное покрытие наносят на наружный лист в процессе производства гипсокартона.
Альтернативный способ нанесения покрытия предусматривает использование отдельного процесса нанесения покрытия после получения и сушки изделия из гипсокартона.
В патенте США №6105325, выданном на имя Zuber et al., сущность которого включена в данное описание в качестве ссылки, раскрыто использование пригонки отделанной поверхности точечно присоединенного покрытия к облицовочной поверхности бумаги соединенных листов пластокартона.
В вышеуказанных способах покрытие придает желательные эстетические свойства, включая цвет покрытия, отражательную способность и поглотительную способность. Однако эти способы являются высокозатратными, требующими отдельных и сложных производственных установок для нанесения покрытий и характеризующимися недостаточной эффективностью, поскольку они не являются частью более крупной установки поточного производства.
Сущность изобретения
Настоящее изобретение относится к гипсокартону с покрытием, который может быть получен способом одностадийного непрерывного изготовления гипсокартона. Такой гипсокартон может быть изготовлен либо с бумагой по обеим его сторонам, с бумагой с одной его стороны либо без бумаги с обеих его сторон. Кроме того, такие покрытия гипсокартона могут быть нанесены на влажный гипсокартон перед сушкой.
В примере осуществления изобретения гипсокартон с покрытием содержит гипсовый сердечник, имеющий первую сторону и вторую сторону, и наружный лист, размещенный на первой стороне. Покрытие нанесено, по меньшей мере, на часть наружного листа и, по меньшей мере, часть покрытия проникает в гипсовый сердечник. В дополнительном варианте осуществления гипсокартон дополнительно содержит защитный лист на второй стороне гипсового сердечника. С одной стороны, покрытие может проникнуть в гипсовый сердечник по существу на одинаковую глубину по площади поперечного сечения гипсокартона. Гипсокартон с таким покрытием показывает величину удерживания гвоздя более 80 фунтов.
В способе изготовления гипсокартона с покрытием наносят суспензию гипса с получением влажного гипсокартона, покрытие наносят на влажный гипсокартон и влажный гипсокартон сушат. Покрытие может быть нанесено непосредственно на гипсокартон или на наружный лист, покрывающий суспензию гипса. Когда покрытие наносят на гипсокартон перед сушкой, покрытие может проникнуть в наружный лист и/или гипсовый сердечник и образовать покрытие толщиной до 30 мил.
В одном из примеров осуществления изобретения покрытие, наносимое на гипсокартон, представляет скрепляющее средство или разбавленное скрепляющее средство. В другом примере осуществления изобретения покрытие имеет состав, включающий 25-75 об.% воды, 30-70 мас.% карбоната кальция, 0-30 мас.% наполнителей, 2-10 мас.% латексной эмульсии и 0-10 мас.% других добавок. Наполнители могут содержать одно или более соединений из числа слюды, талька, каолина и известняка. 2-8 мас.% перлита может быть добавлено в покрытие с образованием облегченного продукта, и может быть также добавлен пигмент в количестве, эффективном для обеспечения желательного оттенка покрытия.
В другом варианте осуществления изобретения покрытие, наносимое на гипсокартон, имеет состав, включающий 10-60 об.% воды, 50-90 об.% обожженного гипса; 0,1-10 об.% связующего; 0-50 об.% известняка; 0-10 об.% каолина; 0-30 об.% других наполнителей и 0-10 об.% добавок. Наполнители могут содержать одно или более соединений из числа слюды и талька. 2-15 об.% перлита может быть добавлено в покрытие с образованием облегченного продукта, и также может быть добавлен пигмент в количестве, эффективном для обеспечения желательного оттенка покрытия.
Типичный способ получения стены предусматривает отложение суспензии гипса с образованием влажного гипсокартона, содержащего гипсовый сердечник, нанесение покрытия на влажный гипсокартон и сушку влажного гипсокартона. Стадия нанесения покрытия предшествует стадии сушки влажного гипсокартона. Гипсокартон с покрытием затем устанавливают на опорной конструкции с получением стены, а швы между соседними листами гипсокартона с покрытием закрывают лентой и отделывают с использованием скрепляющего средства, имеющего состав, по существу аналогичный составу покрытия.
Описание чертежей
Основные положения и преимущества изобретения будут ясны из следующего подробного описания предпочтительных вариантов его осуществления в связи с прилагаемьми чертежами, на которых одинаковые позиции обозначают одинаковые элементы и на которых представляют:
Фиг.1 - поперечный разрез гипсокартона с покрытием, нанесенным на наружный лист.
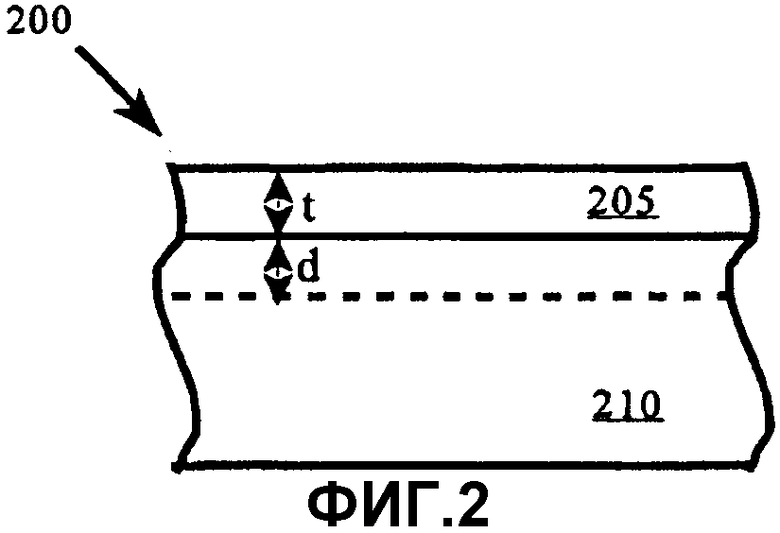
Фиг.2 - поперечный разрез гипсокартона с покрытием, нанесенным на гипсовый сердечник.
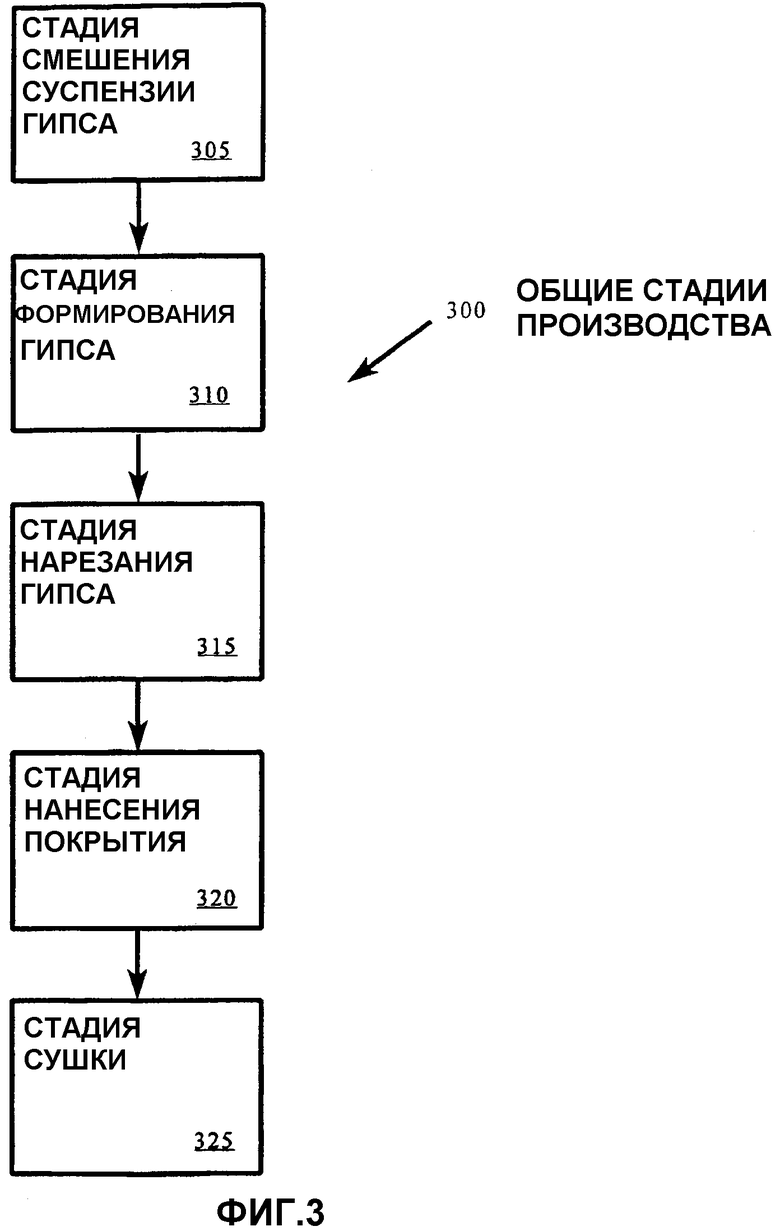
Фиг.3 - схематическое изображение производственной линии, включающей стадию нанесения покрытия перед сушкой гипсокартона.
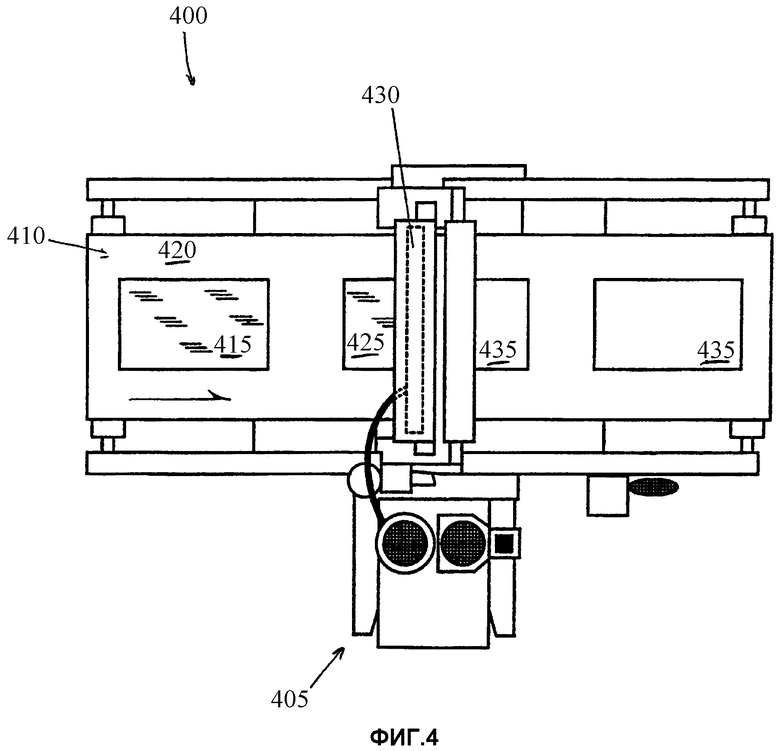
Фиг.4 - схематический вид сверху стадии нанесения покрытия, показывающий машину для нанесения покрытия.
Подробное описание предпочтительных вариантов осуществления изобретения
Хотя представленное здесь описание время от времени может относиться к обшивочной панели, потолочной плитке, потолочной панели или суммарно к гипсокартону, в каждом случае основные принципы настоящего изобретения могут быть применены в общем к обшивочным панелям, потолочным панелям или потолочной плитке.
В общем гипсокартон размещают в процессе строительства на таких поверхностях, как стены, потолки и т.п., по примыкающим кромкам. После установки гипсокартона на поверхности с помощью подходящих средств (например, гвоздей, шурупов, эпоксидных смол и т.д.) швы и/или объекты от контактов (например, вмятины от гвоздей, головки гвоздей, отверстия от шурупов и т.д.) закрывают покрытием с получением однородной и гладкой поверхности. Для швов указанные покрытия могут быть использованы в комбинации с липкой лентой. Материал покрытия иногда называют скрепляющим средством.
Покрытия для использования в промышленности в производстве гипсокартона могут быть одного из двух типов. В первом типе наносят покрытие и после испарения воды со временем образуется жесткое покрытие. Во втором типе наносят покрытие и дают ему возможность затвердеть в течение подходящего промежутка времени, в течение которого компоненты покрытия отверждаются с образованием жесткого покрытия на основе гипса.
Покрытие либо первого, либо второго типа может быть нанесено на одну сторону гипсокартона (например, нанесено на наружный лист или непосредственно на гипсовый сердечник) в процессе производства с получением гипсокартона с покрытием. Выбор покрытия может быть осуществлен таким образом, чтобы покрытие гипсокартона с покрытием по существу соответствовало покрытию или скрепляющему средству, предназначенному для использования для нанесения на швы и/или объекты от стыковки, связанные с установкой гипсокартона с покрытием на конструкционную опору.
Пример осуществления гипсокартона 100 с покрытием показан на фигуре 1. Гипсовый сердечник 105 расположен между нижним листом 110 и наружным листом 115. Покрытие 120 расположено на наружном листе 115. Альтернативный пример осуществления гипсокартона 200 с покрытием показан на фигуре 2, где покрытие 205 непосредственно расположено на гипсокартоне 210. Понятно, что при осуществлении изобретения может быть использована любая комбинация наружного листа и защитного листа. В тех случаях, когда удаляют один или несколько листов, покрытие может быть нанесено непосредственно на гипсовый сердечник с сопутствующим прониканием покрытия в гипсовый сердечник.
Покрытие равномерно наносят на поверхность гипсокартона (например, наносят на наружный лист, если таковой используется, или непосредственно на гипсовый сердечник) на одинаковую толщину t, которая предпочтительно не зависит от поверхностных дефектов. Типичная толщина t для покрытия составляет до 30 мил, предпочтительно от 3 до 20 мил и более предпочтительно от 5 до 15 мил. Предпочтительная толщина может зависеть от конечной области использования продукта. Например, для облицовочных панелей толщина t составляет предпочтительно 10 мил; для потолочной плитки t составляет 20 мил. Кроме того, толщина, лежащая вне указанных интервалов, также может охватываться настоящим изобретением. Однако покрытие толщиной приблизительно 30 мил или больше может привести к образованию трещин и потертости отделки поверхности при сушке. В соответствии с этим более толстые покрытия следует использовать осторожно.
В вариантах осуществления, в которых гипсокартон имеет наружный лист, покрытие может проникать, по крайней мере, в часть наружного листа и в некоторых случаях через весь наружный лист и в части гипсового сердечника, по меньшей мере, через часть гипсокартона. В одном из вариантов осуществления покрытие может проникать в гипсокартон по существу по всей площади, на которую оно нанесено, т.е. весь гипсокартон, или заранее определенные части, если на выбранные участки гипсокартона нанесено покрытие. На глубину проникания покрытия может влиять уровень относительной влажности и/или степень отверждения гипсокартона, хотя предпочтительно покрытие проникает в гипсокартон по существу на одинаковую глубину. В поперечном разрезе, показанном на фигуре 1, покрытие 120 проникает в наружный лист 115 и в гипсовый сердечник 110 на глубину d. В других случаях, т.е. когда содержание влаги ниже или гипс находится в состоянии более отвержденном, покрытие только проникает на некоторую глубину в наружный лист. В одном из вариантов осуществления гипсокартона с наружным листом глубина проникания в гипсовый сердечник составляет примерно 5-20 мил, предпочтительно 10-15 мил. В вариантах осуществления гипсокартона с наружным листом глубина проникания составляет примерно 5-30 мил, предпочтительно от 10 до 20 мил.
Способ изготовления гипсокартона с покрытием показан на фигуре 3, на которой изображена схема последовательности операций линии по производству гипсокартона с покрытием. Общие стадии 300 производства включают стадию 305 смешения суспензии гипса и стадию 310 формования гипса в желательную форму, стадию 315 нарезания гипса на желательные размеры с последующей стадией 320 нанесения покрытия с получением изделия из гипсокартона, а затем стадию 325 сушки. Затвердевание гипса происходит в основном между стадией формования 310 и стадией нарезания 315. Производственные стадии от формования 310 до нарезания включительно описаны в данном тексте как линия формования и отверждения; стадии, следующие за нарезанием 315, описаны в данном тексте как линия нанесения покрытия и сушки.
Начиная с линии формования и отверждения, получают формованный гипсокартон с покрытием. В первом варианте осуществления на первую поверхность гипсового сердечника, находящегося во влажном состоянии, наносят покрытие. В альтернативных вариантах осуществления гипсокартон имеет наружный лист и/или защитный лист и покрыт по первой поверхности, т.е. по поверхности наружного листа, покрытием, когда гипсовый сердечник еще влажный. Для целей настоящего изобретения гипсовый сердечник считают влажным в любой момент времени производственного процесса перед прохождением гипсокартона через сушильную камеру.
Для регулирования времени отверждения гипсового сердечника компоненты гипсокартона могут быть подобраны, например, по количеству ускорителя и замедлителя, используемых в составе суспензии гипса. Ускоритель включает небольшие кристаллоподобные объекты, которые покрыты крахмалом или другими растворимыми веществами. По мере растворения покрытия на крахмале или других растворимых веществах кристаллы ускорителя образуют начальную точку или точку зародышеобразования для роста кристаллов гипса. Замедлитель предпочтительно добавляют к компонентам гипсокартона для того, чтобы задержать время отверждения гипсового сердечника. Замедлитель не имеет долговременного влияния на прочность или другие свойства конечного изделия из гипсокартона.
В некоторых случаях желательно продлить время отверждения, так чтобы суспензия гипса не затвердевала раньше, чем это необходимо. Например, если суспензия гипса начинает затвердевать в смесителе, снижается эффективность вследствие блокирования и/или забивания аппаратуры и связанным с этим увеличением времени на чистку и/или ремонт оборудования. Кроме того, если суспензия затвердевает перед поступлением в смеситель, но перед стадией формования, формование суспензии может вызвать нарушение кристаллической структуры в процессе затвердевания, что, в свою очередь, может привести к получению менее прочного конечного изделия из гипсокартона. В соответствии с этим ускоритель и замедлитель могут быть использованы по отдельности или в комбинации, чтобы регулировать время отверждения гипса и достичь желательной твердости за желательное время в процессе производства.
После формования гипсокартон подают с помощью транспортирующей системы вдоль линии формования и затвердевания на участок нарезки. Скорость транспортировки и расстояние выбирают с учетом времени затвердевания гипса и образованием гипса, обладающего желательными показателями твердости для последующего нарезания и переработки. Нарезание осуществляют на резательной машине, как традиционно известно в данной области техники. После нарезания гипсокартон переворачивают и помещают на транспортирующую поверхность и подают на линию нанесения покрытия и сушки. Когда гипсовый сердечник имеет наружный и/или защитный лист, переработка гипсокартона приводит к тому, что защитный лист приходит в контакт с транспортирующей поверхностью, а наружный лист оказывается сверху.
На линии нарезания и сушки гипсокартон, имеющий или не имеющий наружный и/или защитный лист, пропускают с помощью транспортирующих средств через машину для нанесения покрытия, которая расположена перед сушильной камерой. На фигуре 4 представлена схема поточного процесса 400 нанесения покрытия. Установка 405 для нанесения покрытия расположена над транспортирующей гипсокартон 415 дорожкой 410. Транспортирующая дорожка обычно содержит конвейерную ленту 420, на которой помещают подлежащий покрытию гипсокартон, хотя могут быть использованы и другие целесообразные транспортирующие дорожки, такие как приводные и неприводные валки. Не имеющий покрытия и влажный гипсокартон 425 проходит под установкой 405 для нанесения покрытия, и покрытие наносят с помощью аппликатора 430 покрытия. Гипсокартон с покрытием 435 подают затем на следующие производственные стадии, если таковые есть, а затем сушат, например, в сушильной камере.
Покрытие можно наносить с использованием традиционного оборудования для нанесения покрытий, такого, как лаконаливочная машина. Примером лаконаливочной машины является машина фирмы Hymmen International, которая может быть сконструирована с учетом требований заказчика и адаптирована к конкретной производственной линии или производственной установке. Лаконаливочная машина обеспечивает непрерывную завесу покрытия, через которую проходит влажный гипсокартон. Альтернативное оборудование для нанесения покрытий может включать распылители, такие как пульверизаторы, или оросительные распылители, капельные линии, и распылительные технологии. Примером распылительной технологии является технология фирмы Graco, Inc., использующая распылительные головки, расположенные над линией производства обшивочного листа. Другой альтернативный способ представляет ракельную технологию, при которой смесь для покрытия наносят на поверхность гипсокартона ракельным ножом, т.е. намазывают на поверхность гипсового сердечника или наружный лист. Покрытия могут быть нанесены на гипсокартон в любых условиях затвердевания гипса. Например, покрытие можно нанести перед сушильной камерой, позволив тем самым проникнуть покрытию во влажный наружный лист и/или влажный гипсовый сердечник в процессе транспортировки. После нанесения покрытия гипсокартон с покрытием сушат, а затем готовят для хранения и отправки. В другом варианте покрытие можно нанести после сушки, когда, например, покрытие является теплочувствительным или проникновение в наружный лист должно быть минимальным.
Покрытия можно наносить на всю площадь поверхности гипсокартона или заранее определенную часть ее. В последнем случае заранее заданные участки могут быть обозначены, например, с помощью маскировочного покрытия гипсокартона для предотвращения нанесения покрытия обозначенных участков или регулировкой установки для нанесения покрытия таким образом, чтобы обеспечить нанесение покрытия только на заранее определенные участки.
Несколько альтернативных вариантов осуществления составов покрытий являются очевидными, каждый определяет свойства конечного продукта. Один вариант осуществления покрытия, названный здесь как "быстрое покрытие", представляет покрытие, которое затвердевает при испарении содержащейся воды. Быстрое покрытие включает воду; карбонат кальция; такие наполнители, как известняк, слюда, тальк и/или каолин; связующее; латексную эмульсию и другие добавки, такие как консерванты и загуститель. Быстрое покрытие образуется при содержании воды 35-45 мас.% и разбавляется в смеси до концентрации между 10% и 60%, например до концентрации между 25-70 мас.%, предпочтительно между 39 мас.% и 56 мас.% воды, добавлением воды. В таблице 1 представлен примерный состав варианта осуществления быстрого покрытия.
В варианте осуществления облегченного быстрого покрытия в качестве наполнителя может быть включен перлит в количестве от 2% до 8% по массе. Дополнительный вариант осуществления быстрого покрытия включает пигмент, добавленный в количестве, эффективном для придания покрытию желательного оттенка. Кроме того, быстрое покрытие может быть получено так, чтобы практически соответствовать качеству скрепляющего средства, такому, как поглотительная способность, отражательная способность и т.д. Практическое соответствие одного или более показателей свойств может улучшить эстетику внешнего вида гипсокартона в конечном состоянии после нанесения декоративного покрытия.
Таким образом, согласно одному из аспектов изобретения, может быть собрана стена путем изготовления гипсокартона и покрытия гипсокартона перед стадией сушки скрепляющим средством или разбавленным скрепляющим средством. И после установки гипсокартона на опорную конструкцию с получением стены швы между соседними листами гипсокартона могут быть закрыты липкой лентой и отделаны скрепляющим средством, имеющим по существу тот же состав, что и покрытие.
Другой вариант осуществления настоящего изобретения предусматривает использование покрытия, называемого в настоящем описании "отверждающееся покрытие". Отверждающееся покрытие образует твердое покрытие на основе гипса способом отверждения, аналогичное покрытию гипса в гипсокартоне. Отверждающееся покрытие включает сухой продукт, содержащий обожженный гипс; связующее; такой наполнитель, как известняк; слюда, тальк и/или каолин; и другие добавки, такие как консервант, ускоритель и загуститель. Кальцинированный гипс может быть либо альфа-типа, либо бета-типа, либо их смесью. Перед использованием отверждающееся покрытие смешивают с 30-60 об.% воды с получением смеси. В таблице 2 приведен примерный состав отверждающегося покрытия.
В варианте осуществления облегченного отверждающегося покрытия в качестве наполнителя может быть добавлен перлит в количестве от 2% до 15% по объему. Дополнительный вариант осуществления отверждающегося покрытия включает пигмент, добавленный в количестве, эффективном для получения покрытия желательного оттенка.
Отверждающееся покрытие обычно более прочное к удару, т.е. обладает большей ударной вязкостью, чем быстрое покрытие, и может быть использовано для получения гипсокартона со стойкой к усиленной эксплуатации поверхностью, например, для применения в районах высокого транспортного движения или общественных местах. Кроме того, быстрое покрытие может быть изготовлено так, чтобы было обеспечено соответствие по существу свойствам скрепляющего средства, таким, как поглотительная способность, отражательная способность и т.п. Практическое соответствие одному или более свойствам может улучшить эстетику внешнего вида гипсокартона в конечном состоянии после нанесения декоративного покрытия.
Связующие, подходящие для использования в вышеописанных быстрых покрытиях и отверждающихся покрытиях, включают крахмалы, которые способствуют проявлению связующих свойств. Примерами таких связующих являются пшеничный крахмал, количество которого может составлять от 0,01 до 5%.
Консервант, подходящий для использования в вышеописанных быстром покрытии и отверждающемся покрытии, может содержаться в количестве между 0,01 и 5%. Эта добавка предохраняет изделие от преждевременной порчи до использования. Покрытия могут быть испорчены вследствие того, что в составах может присутствовать вода и ряд органических исходных материалов. Консервант также широко известен как биоцид.
Ускорители могут быть использованы для регулирования времени отверждения в вышеописанном отверждающемся покрытии. Примером ускорителя является сульфат калия. Ускоритель может содержаться в целесообразном для достижения желательного времени отверждения количестве. Обычно ускоритель содержится в количестве от 0,01 до 15% по массе сухого остатка.
Загустители, такие как загустители на основе производных целлюлозы, могут быть использованы для регулирования реологических свойств покрытий и могут присутствовать в целесообразных количествах. Типичные концентрации их составляют величину между 0,01 и 35% по массе сухого остатка.
Проникание покрытия, обеспечиваемое при нанесении покрытий на влажный гипсокартон, обеспечивает улучшенные свойства гипсокартона с покрытием, такие как улучшенную адгезию наружного листа к гипсовому сердечнику. В одном из примеров покрытие улучшает прочность панели, измеренную величиной удерживания гвоздя. Таблица 3 включает величины удерживания гвоздя для обоих типов гипсокартона - с покрытием и без покрытия. Как видно из таблицы 3, покрытие улучшает величину удерживания гвоздя на 25% по сравнению с величиной удерживания гвоздя для традиционных изделий из гипсокартона без покрытия.
Кроме того, гипсокартон с покрытием имеет преимущество по механическим свойствам или прочности по сравнению с изделиями из гипсокартона без покрытия, что может позволить использовать наружные листы меньшего веса с сопутствующим этому снижением стоимости. Обычно вес наружных листов составляет примерно между 40 и 60 фунтов. В некоторых областях применения наружный лист представляет бумагу, смешанную с минеральными или синтетическими волокнами. Если наружный лист подлежит покрытию, то повышенная прочность листа картона, приданная покрытием, позволяет снизить вес бумаги. Это преимущество настоящего изобретения реализуется наряду с достижением требуемых технологических характеристик, позволяющих проводить технологические манипуляции без разрушения продукта в процессе его производства.
Согласно одному предпочтительному варианту осуществления гипсокартон изготавливают формованием суспензии гипса и наложением суспензии на наружный лист, положенный на бесконечную конвейерную ленту. Затем накладывают защитный лист сверху суспензии гипса. Наружный лист, суспензия гипса и защитный лист формуют затем во влажный гипсокартон, пропуская гипс и при необходимости наружный и защитный лист через формующий валок или валки с образованием изделия желательной толщины. Влажный гипсокартон перемещается конвейерной лентой до истечения времени затвердевания, после чего гипсокартон нарезают на плиты желательной длины ножевым резательным устройством, а затем пропускают через машину для механического нанесения покрытия. При последующем приложении тепла, таком, как в сушильной камере или термостате, происходит удаление избытка воды. На любой стадии в процессе производства может быть удален либо наружный лист, либо защитный лист, либо они оба.
В альтернативном варианте осуществления настоящего изобретения изделие из гипсокартона может быть формовано на производственной линии, что хорошо известно для получения потолочных плиток. В таком процессе желательные компоненты смешивают на высокоскоростном смесителе в маточную смесь. Затем маточную смесь шприцуют через головку экструдера на бесконечную конвейерную ленту. После достижения заранее определенного времени затвердевания смесь затем нарезают на плиты желательной длины. Нарезанные плиты пропускают затем через машину для механического нанесения покрытий с последующей сушкой для выпаривания избытка воды.
Согласно варианту осуществления настоящего изобретения может быть изготовлен облегченный гипсокартон. Плотность таких плит может колебаться от такой низкой величины, как 1000 фунтов на тысячу квадратных футов, до примерно 1700 фунтов на тысячу квадратных футов или больше. После нарезания гипса, все еще находящегося не в сухом состоянии, влажный гипсокартон транспортируют на линию нанесения покрытия и сушки. Наносят покрытие толщиной до 30 мил, которое затем сушат в процессе сушки, например, в процессе сушки в сушильной камере.
Согласно другому варианту осуществления настоящего изобретения может быть изготовлено изделие из гипсокартона желательной толщины известными способами. Например, может быть изготовлен гипсокартон в 1/2 дюйма или в 1/4 дюйма. После нарезания гипса и в условиях, когда картон еще находится не в сухом состоянии, влажный гипсокартон транспортируют на линию нанесения покрытия и сушки. Наносят покрытие толщиной до 30 мил, которое затем сушат в процессе сушки, например, сушат в сушильной камере.
Хотя настоящее изобретение описано в связи с предпочтительными вариантами его осуществления, специалистам в данной области будет ясно, что возможны добавления, исключения, модификации и замены, конкретно не описанные, без отклонения от его существа и объема притязаний изобретения, как определено в прилагаемой формуле изобретения.
Настоящее изобретение относится к покрытиям для изделий из гипсокартона и к их изготовлению. Технический результат - ускорение монтажа и получение более долговечных отделочных покрытий, улучшение конечного внешнего вида отделочного покрытия и снижение продолжительности производства и уменьшение затрат на него. Гипсокартон, имеющий нанесенное на него покрытие, причем гипсокартон содержит: гипсовый сердечник, имеющий первую сторону, вторую сторону и наружный лист, размещенный на первой стороне, и покрытие, нанесенное, по меньшей мере, на часть наружного листа, причем, по меньшей мере, часть покрытия проникает, по меньшей мере, через часть наружного листа в гипсовый сердечник. Способ получения гипсокартона с покрытием включает: нанесение суспензии гипса с получением влажного гипсокартона, имеющего гипсовый сердечник, нанесение покрытия на наружный лист влажного гипсокартона и последующую сушку влажного гипсокартона, причем по меньшей мере часть покрытия проникает, по меньшей мере, через часть наружного листа в гипсовый сердечник. Способ изготовления стены включает получение гипсокартона с покрытием в соответствии с вышеуказанным способом нанесения покрытия на влажный гипсокартон, крепление гипсокартона с покрытием на опорную конструкцию с получением стены и наложение липкой ленты и отделку швов между соприкасающимися листами гипсокартона с покрытием с использованием скрепляющего средства, имеющего состав, по существу аналогичный составу покрытия. Изобретение развито в зависимых пунктах формулы изобретения. 3 н. и 20 з.п. ф-лы., 4 ил., 3 табл.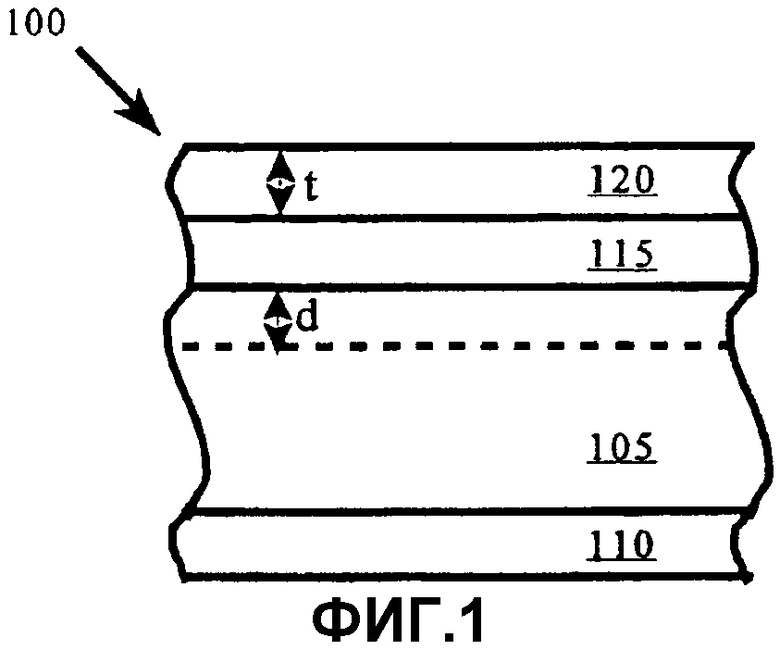
гипсовый сердечник, имеющий первую сторону, вторую сторону и наружный лист, размещенный на первой стороне, и
покрытие, нанесенное, по меньшей мере, на часть наружного листа, причем, по меньшей мере, часть покрытия проникает, по меньшей мере, через часть наружного листа в гипсовый сердечник.
25-75 мас.% воды;
30-70 мас.% карбоната кальция;
0-30 мас.% наполнителя;
2-10 мас.% латексной эмульсии и
0-10 мас.% добавок.
10-60 об.% воды;
50-90 об.% обожженного гипса;
0,1-10 об.% связующего;
0-50 об.% известняка;
0-10 об.% каолина;
0-30 об.% других наполнителей и
0-10 об.% добавок.
нанесение суспензии гипса на наружный лист с получением влажного гипсокартона, имеющего гипсовый сердечник с наружным листом, размещенным на его первой стороне;
нанесение покрытия на наружный лист влажного гипсокартона и
последующую сушку влажного гипсокартона,
причем по меньшей мере часть покрытия проникает по меньшей мере через часть наружного листа и в гипсовый сердечник.
получение гипсокартона с покрытием способом в соответствии с п.17;
крепление гипсокартона с покрытием на опорной конструкции с получением стены и
наложение липкой ленты и отделку швов между соприкасающимися листами гипсокартона с покрытием с использованием скрепляющего средства, имеющего состав, по существу аналогичный составу покрытия.
| US 4205041 А, 27.05.1980 | |||
| US 5039341 А, 13.08.1991 | |||
| US 5746822 А, 05.05.1998 | |||
| WO 00/06518 А, 10.02.2000 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

