Изобретение относится к общему машиностроению и может быть использовано в устройствах термокомпенсации цилиндрических оболочек.
Устройство термокомпенсации может быть применено в узлах крепления изделий цилиндрической формы, требующих обеспечения заданной радиальной плотности собранных оболочек в диапазоне температур эксплуатации от -50°С до +50°С, в которых цилиндрические оболочки выполнены из материалов, имеющих значительно (в несколько раз) отличающиеся коэффициенты линейных расширений.
Известно устройство (авторское свидетельство СССР №636681, МПК G 12 B 7/00, опубликовано 5.12.78 г., БИ №45 от 1978 г.) для термокомпенсации изделий цилиндрической формы преимущественно оптических изделий, содержащее компенсирующий элемент, расположенный между корпусом и оптическим изделием.
Недостатки этого устройства - сложность использования в оболочках большой длины и большие радиальные размеры компенсирующего элемента.
Способ установки термокомпенсирующих элементов между цилиндрическими оболочками известен из авторского свидетельства СССР №672210, МПК G 12 B 7/00, опубликованного 05.07.79 г., БИ №25 от 1979 г., в котором компенсатор температурных линейных деформаций навивается на цилиндрический элемент, а торцы закрепляются на компенсируемом устройстве.
Задача изобретения - уменьшение радиальных размеров компенсирующего элемента, уменьшение зазоров между оболочками, повышение компактности сборки оболочек при работе на перегрузки в боковом направлении, снижение удельных давлений на цилиндрические оболочки, стабильность суммарного усилия обжатия оболочек при заданных температурах эксплуатации.
Задача решается за счет того, что устройство термокомпенсации оболочек цилиндрической формы с различными коэффициентами линейного расширения, содержащее симметрично по окружности расположенные в зазоре между оболочками компенсирующие элементы, компенсирующие элементы выполнены в виде ленты из упругого материала с чередующимися на поверхности выступами, расположенными вдоль элемента, элементы расположены по всей длине оболочек, при этом размеры элемента выбираются из соотношений:
Б=А...1,5А,
Г=А...2А,
L≤1000A,
Е=0,1...0,4 мм,
где А - толщина компенсирующего элемента (определяется расчетом),
Б - ширина выступа компенсирующего элемента,
Г - ширина впадины компенсирующего элемента,
L - длина компенсирующего элемента (зависит от длины оболочек),
Е - толщина перемычки компенсирующего элемента,
зазор между оболочками меньше толщины установленного компенсатора на величину требуемого натяга, введены прокладки, закрепленные на оболочке с наружной и внутренней сторон.
Способ установки термокомпенсирующих элементов между цилиндрическими оболочками, имеющими различные коэффициенты линейных расширений, заключается в установке упругих элементов, при этом компенсирующие элементы предварительно растягивают, уменьшая их исходную толщину, после установки элементов в радиальные зазоры оболочек и последующего обжатия элементов, элементы сжимаются до толщины соответствующей величине зазора между оболочками, создавая при этом заданное усилие на оболочки. Во избежание повторного обжатия компенсаторов, в зазоры между ранее собранными оболочками устанавливают технологические прокладки, которые после сборки вынимают.
На фиг.1 и фиг.2 изображены соответственно поперечный и продольный разрез цилиндрических оболочек с устройством термокомпенсации, на фиг.3 показана установка компенсирующих элементов на оболочку с фиксацией положения технологическими зажимами, на фиг.4 изображен поперечный разрез и вид сверху компенсирующего элемента.
Оболочки 3 и 4 имеют одинаковые коэффициенты линейных расширений. Оболочка 5 имеет коэффициент линейного расширения, в несколько раз больший.
Устройство термокомпенсации содержит компенсирующие элементы 1 и 2, расположенные вдоль оси оболочек симметрично по окружности между оболочками 3, 4 и 5, выполненные в виде ленты из упругого материала с чередующимися на поверхности выступами, расположенными вдоль ленты. Зазоры между оболочками и размеры толщины А элемента определяются расчетом на основании данных по оболочкам (габаритов, материалов) и температурному диапазону условий эксплуатации оболочек.
При этом толщина А компенсирующего элемента в свободном состоянии больше, чем зазор между собираемыми оболочками, на величину требуемого натяга.
Соотношение толщин компенсирующих элементов и зазоров при граничных температурах эксплуатации обеспечивает наличие минимального гарантированного натяга во всех элементах одного из зазоров оболочек и максимальное сжатие элементов до своих предельных значений в другом зазоре при крайних значениях температуры эксплуатации.
Принцип работы устройства термокомпенсации следующий.
При изменении температуры в пределах заданного диапазона элементы компенсируют изменения размеров разнородных материалов оболочек посредством сжатия или расслабления элементов. При максимальных температурах диапазона преобладающая нагрузка приходится на элементы 1, расположенные с наружной стороны оболочки 5. При минимальной температуре диапазона преобладающая нагрузка приходится на элементы 2, расположенные с внутренней стороны оболочки 5. При средней температуре диапазона нагрузка со стороны элементов на наружную и внутреннюю стороны оболочки 5 уравновешивается, и напряжения в оболочке 5 становятся минимальными.
Для уменьшения действия боковых перегрузок в зазоры между оболочками и элементами 1 и 2 симметрично по окружности устанавливаются прокладки 6 и 7, способные ограничить перемещение оболочки 5 и снизить ударные нагрузки при крайних значениях температуры эксплуатации.
При действии перегрузок устройство термокомпенсации работает следующим образом.
Действие боковых перегрузок приводит к перемещению оболочки 5 относительно оболочек 3 и 4. Наличие прокладок 6 и 7 позволяет сократить перемещение оболочки 5, а также ограничить степень сжатия и расслабления компенсирующих элементов 1 и 2 при этом. Толщина прокладок 6 и 7 соответствует минимальным значениям радиальных зазоров между оболочками 3,4 и 5 при крайних значениях температур эксплуатации.
Способ установки термокомпенсирующих элементов осуществляется следующим образом.
Элементы 1 устанавливают на оболочку 5. Для установки компенсирующие элементы предварительно растягивают и фиксируют положение технологическими зажимами 8, как показано на фиг.3. При этом толщина h растянутого компенсатора становится меньше, чем зазор между соединяемыми оболочками. Производится установка оболочки 5 с элементами внутрь наружной оболочки 3. Снимаются фиксаторы 8 и элементы равномерно заполняют зазор между оболочками.
Для придания сборке заданной плотности (степени сжатия элементов) производят обжатие элементов, при этом происходит попеременное увеличение радиальных зазоров и одновременное восстановление исходной толщины элементов. После обжатия всех элементов сборка приобретает заданную плотность.
По аналогии с изложенной последовательностью производят установку следующей оболочки 4 и элементов 2, при этом для отсутствия повторного обжатия элементов 1 в зазоры между ранее собранными оболочками устанавливаются технологические прокладки (не показаны), которые после сборки вынимаются.
Для проверки собираемости устройства термокомпенсации цилиндрических оболочек и способа установки термокомпенсирующих элементов был изготовлен макет устройства термокомпенсации.
Устройство представляло собой цилиндрическую сборку из пяти оболочек, в которой три оболочки изготовлены из алюминия марки АМг6 ГОСТ 4784-97, между которыми располагались две оболочки из пенопласта ПС-1-350 ТУ 6-05-1178-87. В каждом зазоре между собранными оболочками размещалось по три элемента, изготовленных из смеси резиновой ИРП-1338НТА ТУ 005 1166-87. Всего в сборке в трех зазорах было установлено 9 элементов. Основные размеры составных частей макета составляли:
- внутренний диаметр оболочки максимального диаметра - 140 мм,
- наружный диаметр оболочки минимального диаметра - 104 мм,
- толщина каждой из трех алюминиевых оболочек - 2 мм,
- толщина двух оболочек из пенопласта большего диаметра 4,9 мм, меньшего диаметра - 7,9 мм,
- длина оболочек - 160 мм,
- три зазора между оболочками, каждый по 0,8 мм.
Размеры элементов составляли: А=1,1±0,15 мм, Б=1,1±0,15 мм, Г=1±0,15 мм,  , L=326 мм. Число выступов на элементе составляло 6 шт.
, L=326 мм. Число выступов на элементе составляло 6 шт.
Степень сжатия установленных в зазорах элементов в устройстве составила 27,3%.
Проверка устройства на собираемость показала работоспособность предложенного способа.
Экспериментально получено значение максимальной сжимаемости элементов до 40%, что отвечает требованию работоспособности в устройстве термокомпенсации.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРАЗЪЕМНЫЙ УЗЕЛ СОЕДИНЕНИЯ | 2002 |
|
RU2231875C2 |
| Термостабильная катушка индуктивности | 1984 |
|
SU1259343A1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2340019C1 |
| ЛЮК ТРАНСПОРТНОГО КРИОГЕННОГО БАКА | 1981 |
|
RU1031274C |
| Обтекатель | 2020 |
|
RU2742294C1 |
| КОМПЕНСИРУЮЩЕЕ УСТРОЙСТВО | 2005 |
|
RU2305220C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2651263C1 |
| Труба для транспортировки высококоррозионных веществ | 2016 |
|
RU2615893C1 |
| Компенсирующее устройство | 1981 |
|
SU1024991A1 |
| Обтекатель | 2017 |
|
RU2650723C1 |
Изобретение относится к общему машиностроению и может быть использовано в устройствах термокомпенсации цилиндрических оболочек. Согласно заявленному способу установка термокомпенсирующих элементов между цилиндрическими оболочками, имеющими различные коэффициенты линейных расширений, заключается в установке упругих элементов. Компенсирующие элементы предварительно растягивают, уменьшая их исходную толщину. После установки элементов в радиальные зазоры оболочек и последующего обжатия элементов элементы сжимаются до толщины, соответствующей величине зазора между оболочками, создавая при этом заданное усилие на оболочки. Устройство термокомпенсации оболочек цилиндрической формы, с различными коэффициентами линейного расширения содержит симметрично по окружности расположенные в зазоре между оболочками компенсирующие элементы. Компенсирующие элементы выполнены в виде ленты из упругого материала с чередующимися на поверхности выступами, расположенными вдоль элемента, элементы расположены по всей длине оболочек. Технический результат: уменьшение радиальных размеров компенсирующего элемента, уменьшение зазоров между оболочками, повышение компактности сборки оболочек при работе на перегрузки в боковом направлении, снижение удельных давлений на цилиндрические оболочки, стабильность суммарного усилия обжатия оболочек при заданных температурах эксплуатации. 2 н. и 1 з.п. ф-лы, 4 ил.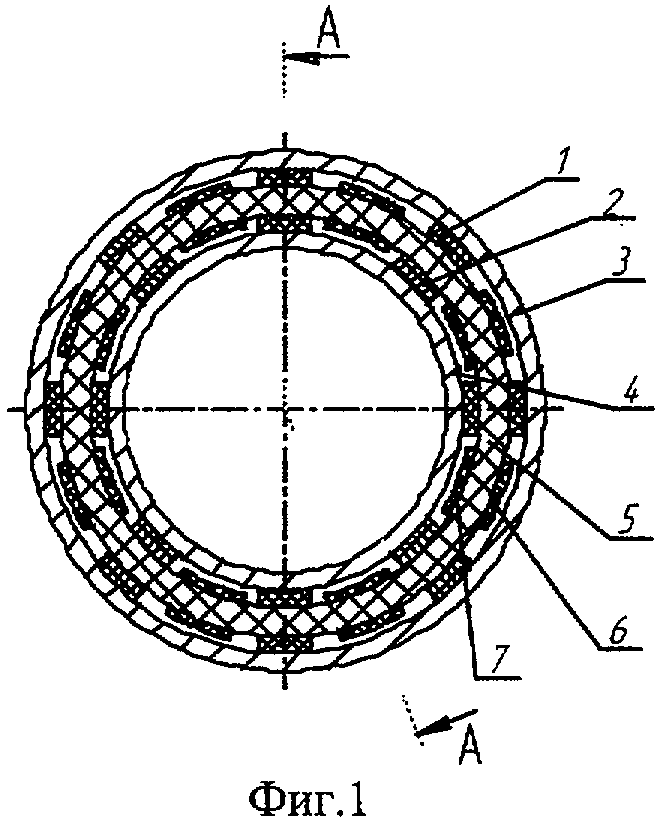
Б=А÷1,5А,
Г=А÷2А,
Е=0,1÷0,4 мм,
L≤1000А,
где А - толщина компенсирующего элемента,
Б - ширина выступа компенсирующего элемента,
Г - ширина впадины компенсирующего элемента,
L - длина компенсирующего элемента,
Е - толщина перемычки компенсирующего элемента,
зазор между оболочками меньше толщины установленного компенсатора на величину требуемого натяга, введены прокладки, закрепленные на оболочке с наружной и внутренней сторон.
| Компенсатор температурных линейных деформаций | 1977 |
|
SU672210A1 |
| Устройство для термокомпенсации | 1977 |
|
SU636681A1 |
| Температурный компенсатор | 1977 |
|
SU635514A1 |
| US 3328642 A, 27.06.1967 | |||
| Установка для сушки сыпучих материалов | 1974 |
|
SU566101A1 |

