Предложение относится к нефтяной промышленности и может быть использовано при подготовке нефти в промысловых условиях.
Для обеспечения оптимального разделения эмульсий на нефть и воду на установках подготовки нефти (УПН) на начальных участках системы нефтесбора их обрабатывают деэмульгаторами. При этом на узлы предварительного сброса воды (УПС) при УПН поступают эмульсии, подготовленные к разделению, т.е. часть воды выделена в свободном виде, мелкие капли воды скоалесцированы в более крупные, способные за счет сил гравитации к направленному движению вниз и отделению в отдельную фазу. Для оптимизации дозирования деэмульгатора контролируют подготовленность эмульсий к разделению путем отстаивания за контрольное время при температуре работы УПС и определения количества отделившейся воды (Позднышев Г.Н. Стабилизация и разрушение нефтяных эмульсий. - М.: Недра, 1982; РД39-031-90 «Типовые процессы применения отечественных деэмульгаторов в технологии подготовки нефти, ВНИИСПТнефть, 1990).
Наиболее близким к заявляемому предложению является «Способ определения подготовленности эмульсии нефти к отстою» (Пат. RU 2079329, В 01 D 17/04, БИ №14, 1997 г.), заключающийся в отводе газожидкостного потока из подводящего трубопровода, формировании пробы и ее анализе путем подогрева до температуры отстоя, отстаивания и измерения уровней раздела фаз, определении по ним количества нефти и воды и отношения количества выделившейся воды к общему количеству воды, которое является мерой подготовленности эмульсии к отстою. О мере подготовленности, т.е. о качестве разделения, судят по отношению Vвыд/Vобщ, которое может быть выражено в процентах.
Недостатком данного способа является то, что одинаковому значению отношения Vвыд/Vобщ для эмульсий разной исходной обводненности будет соответствовать разное качество выделившейся нефти, о котором судят по остаточному содержанию воды в нефти Qост. Поясним на примере:
I эмульсия: исходная обводненность Qобщ=30%.
II эмульсия: исходная обводненность Qобщ=90%.
Для разделения при температуре взяли по 100 мл каждой эмульсии. Допустим, из I эмульсии выделилось Vвыд=28,5 мл воды из общего содержания Vобщ=30 мл,
из II эмульсии - Vвыд=85,5 мл воды из Vобщ=90 мл.
Тогда отношение Vвыд/Vобщ для I эмульсии = 28,5/30 = 0,95 (95%),
для II эмульсии = 85,5/90 = 0,95 (95%), т.е. получены равные значения меры подготовленности. Однако при этом остаточное содержание воды в нефти Qост для I эмульсии составит:

Qост для II эмульсии составит:

Из приведенного примера видно, что при одинаковой степени подготовленности, оцениваемой в 95%, для эмульсий разной исходной обводненности 30 и 90% остаточная обводненность составляет 2,1 и 31% соответственно. Следовательно, отношение Vвыд/Vобщ не корректно отражает разрушенность эмульсии и ее подготовленность к разделению. Кроме того, по данному отношению Vвыд/Vобщ невозможно судить об оптимальности (недостатке или избытке) расхода деэмульгатора.
Технической задачей предлагаемого способа является оценка подготовленности эмульсий к разделению по количественному критерию, установление причины недостаточной подготовленности эмульсии к разделению (недостаток или избыток деэмульгатора) и оптимизация подачи деэмульгатора в системе нефтесбора, позволяющая достичь высокой степени подготовленности эмульсии к разделению, при уменьшении времени, затрачиваемого на проведение анализа проб.
Поставленная цель достигается описываемым способом, включающим отвод газожидкостного потока из подводящего трубопровода, формирование проб и их анализ путем подогрева до температуры отстоя и отстаивания в течение контрольного времени, оценку подготовленности эмульсии к разделению.
Новым является то, что оценку подготовленности эмульсии к разделению ведут по критерию остаточное содержание воды в нефти, для которого устанавливают пороговое значение, при остаточном содержании воды в нефти выше порогового значения проводят микродисперсный анализ, по которому оценивают качественное состояние воды в нефти, на основании которого делают оценку достаточности, недостаточности или избыточности подачи деэмульгатора в системе нефтесбора, после чего проводят тест на чувствительность эмульсии к дополнительному введению деэмульгатора или эмульсии, не обработанной деэмульгатором, затем производят соответствующее увеличение или уменьшение подачи деэмульгатора в системе нефтесбора.
Способ осуществляется следующим образом:
1) Из подводящего трубопровода формируют пробы.
2) Проводят анализ проб путем подогрева до температуры отстоя и отстаивания в течение контрольного времени.
3) Оценку подготовленности эмульсий к разделению ведут по критерию остаточное содержание эмульгированной воды в нефти Qост. Остаточное содержание воды Qост определяют методом разгонки по Дина-Старка согласно ГОСТ 2477-65 «Нефть и нефтепродукты. Метод определения содержания воды».
4) Для критерия Qост устанавливают пороговое значение. Для легких нефтей пороговое значение может быть установлено 3-5%, для тяжелых высокосернистых нефтей - 4-6%.
Если после отстаивания Qост составит меньше порогового значения, то считается, что эмульсия оптимально подготовлена к разделению. Если после отстаивания Qост составит больше порогового значения, то считается, что эмульсия недостаточно подготовлена к разделению.
5) При остаточном содержании воды в нефти выше порогового значения проводят микроскопический дисперсный анализ, по которому оценивают качественное состояние остаточной воды в нефти. По качественному состоянию оставшейся в нефти воды дают оценку о достаточности, недостаточности или избыточности обработки эмульсии деэмульгатором, поданным на начальных участках системы нефтесбора.
В основу микроскопического дисперсного анализа заложены следующие положения:
- Обычные водонефтяные эмульсии, не обработанные деэмульгатором и не осложненные наличием дополнительных стабилизаторов (мехпримеси, сульфид железа), представлены в основном каплями воды среднего размера 10-50 мкм, распределенными равномерно (типичные фрагменты изображений приведены на фиг.1)
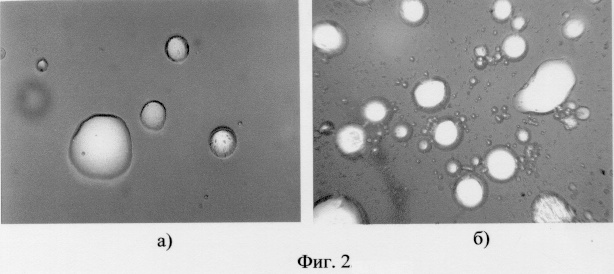
- Эмульсии, оптимально обработанные деэмульгатором, характеризуются наличием крупных капель воды (более 50 мкм), которые легко отделяются в свободную фазу при отстаивании (типичные фрагменты изображений приведены на фиг.2). Оптимальная обработка эмульсии деэмульгатором в системе нефтесбора не требует дополнительного дозирования деэмульгатора в сырье на УПН.
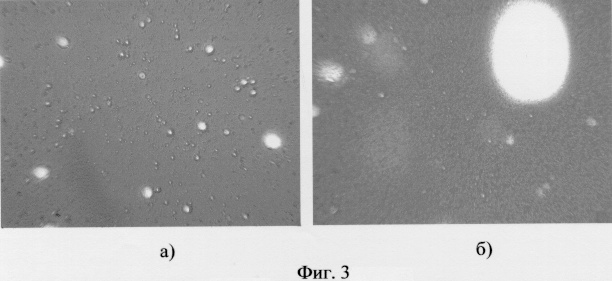
- Эмульсии, обработанные деэмульгатором в количестве, не достаточном для коалесценции капель, характеризуются мелкодисперсной структурой остаточной воды - мелкие капли (менее 5 мкм) зернистой структуры (типичные фрагменты изображений приведены на фиг.3).
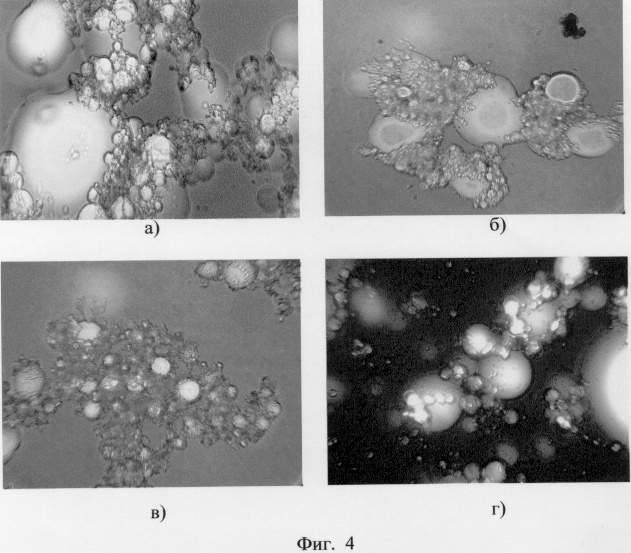
- Избыток гидрофобных (т.н. маслорастворимых, не растворимых в воде) деэмульгаторов, особенно при дозировании их на прием насосов, приводит к увеличению доли остаточной эмульгированной воды, которая переходит в ассоциированное состояние (типичные фрагменты изображений приведены на фиг.4).
- Избыток гидрофильных деэмульгаторов (водорастворимых и вододиспергируемых) со значительной долей перехода в воду не приводит к образованию ассоциатов, но при интенсивном гидродинамическом воздействии ведет к увеличению степени дисперсности эмульгированной воды и к экономически неоправданному их расходу.
6) По результатам микродисперсного анализа проводят тесты: для эмульсии, обработанной деэмульгатором в недостаточном количестве, тест на чувствительность к дополнительному введению деэмульгатора; для эмульсии, обработанной избыточным количеством гидрофобного деэмульгатора, тест на чувствительность к разбавлению ее эмульсией, не обработанной деэмульгатором.
Дополнительная дозировка деэмульгатора для проведения теста на чувствительность к дополнительному его введению составляет:
при Qост=5-10% - 10÷20 мкг/кг (г/т),
при Qост=10-20% - 20÷30 мкг/кг (г/т).
Тест на чувствительность к разбавлению эмульсией, не обработанной деэмульгатором, проводят с использованием 2-3 соотношений.
7) По результатам тестов делают вывод о избыточности или недостаточности обработки эмульсии деэмульгатором и производят уменьшение или увеличение подачи деэмульгатора в системе нефтесбора соответственно.
8) После изменения подачи деэмульгатора в системе нефтесбора и установления стационарного режима ее работы производят повторный отбор проб эмульсий и определение в вышеописанной последовательности по пп.1-7.
9) Операции по пп.1-8 выполняют до тех пор, пока не будет достигнуто значение Qост ниже или равное принятому пороговому значению критерия подготовленности эмульсии к разделению.
Предлагаемый способ позволяет оценить степень подготовленности эмульсий, поступающих на установки подготовки нефти, к разделению и качественное состояние воды, остающейся в нефти после разделения, а также оптимальность, избыточность или недостаточность обработки эмульсии деэмульгатором, что в свою очередь позволяет внести коррективы в режим подачи деэмульгатора в системе нефтесбора, т.е. увеличить или уменьшить его удельный расход. Использование микродисперсного анализа позволяет сократить количество анализов эмульсии и время их выполнения. В результате, время, затрачиваемое на проведение анализа, может быть уменьшено в 2-3 раза в зависимости от опытности и квалификации специалиста, проводящего микродисперсный анализ.
Примеры конкретного выполнения определения подготовленности эмульсии нефти к разделению
Пример 1. Эмульсия, отобранная из трубопровода, подводящего сырье на Куакбашскую УПН НГДУ «Нурлатнефть».
1) Из подводящего трубопровода отобрали 2 пробы объемом 1 л каждая: проба №1 - для анализа, пробу №2 поставили в холодильник при температуре 5°С для консервации.
2) Пробу №1 налили в мерный отстойник объемом 200 мл с делениями и поставили на отстаивание в течение 2 часов при температуре 20°С, соответствующей температуре работы УПС. По окончании контрольного времени замерили объем свободно выделившейся воды и отделили ее от нефти.
3) В нефти определили остаточное содержание воды Qост.
Установили пороговое значение критерия подготовленности - 5%.
Qост составило 3%, т.е. меньше порогового значения. Следовательно, сырье в достаточной степени подготовлено к разделению и оптимально обработано деэмульгатором.
Пример 2. Эмульсия, отобранная из трубопровода, подводящего сырье на УПН «Кутема» НГДУ «Нурлатнефть».
1) Из подводящего трубопровода отобрали 2 пробы объемом 1 л каждая: проба №1 - для анализа, пробу №2 поставили в холодильник при температуре 5°С.
2) Пробу №1 налили в мерный отстойник объемом 200 мл с делениями и поставили на отстаивание в течение 2 часов при температуре 30°С, соответствующей температуре работы УПС при УПН. По окончании отстаивания замерили объем свободно выделившейся воды и отделили ее от нефти.
3) В нефти определили остаточное содержание воды Qост. Qост в нефти составило 12%.
Установили пороговое значение критерия подготовленности - 6%, т.к. нефть характеризуется высокой плотностью и вязкостью.
Таким образом, Qост составило больше порогового значения.
4) Провели микродисперсный анализ пробы с помощью микроскопа с увеличением 150х; установили, что изображение пробы соответствовало фиг.3а, т.е. значительная доля воды представлена в виде мелких капель размером менее 5 мкм. Сделали предположение, что эмульсия недостаточно обработана деэмульгатором и провели тест на чувствительность к дополнительному введению деэмульгатора.
5) Тест на чувствительность к дополнительному введению деэмульгатора выполняли с использованием пробы эмульсии №2. Для этого в пробу ввели дополнительное количество деэмульгатора Рекод 758 из расчета 20 г/т.
Затем пробу перемешивали на мешалке-встряхивателе в течение 15 минут со скоростью 60 двойных качаний в минуту.
Затем пробу поставили на отстаивание, как в п.2).
После отстаивания отделили свободную воду, в нефти определили остаточное содержание воды. В результате теста остаточное содержание воды в нефти составило 3,5%. Сделали вывод, что сырье было недостаточно обработано деэмульгатором.
6) Произвели увеличение подачи деэмульгатора в системе нефтесбора с 95 до 110 г/т.
7) Через 1 сутки отобрали пробы и провели анализ по пп.1-2. Остаточное содержание воды в нефти составило 5,8%. Сделали вывод, что сырье в достаточной степени подготовлено к разделению и оптимально обработано деэмульгатором.
Пример 3. Эмульсия, отобранная из трубопровода, подводящего сырье на УПС НГДУ «Нурлатнефть».
1) Из подводящего трубопровода отобрали 2 пробы объемом 1 л каждая: проба №1 - для анализа, пробу №2 поставили в холодильник при температуре 5°С.
2) Пробу №1 налили в мерный отстойник объемом 200 мл с делениями и поставили на отстаивание в течение 1,5 ч при температуре 35°С, соответствующей температуре работы УПС. По окончании отстаивания замерили объем свободно выделившейся воды и отделили ее от нефти.
3) В нефти определили остаточное содержание воды Qост. Qост в нефти составило 21%.
Таким образом, Qост составило больше порогового значения.
4) Провели микродисперсный анализ пробы, установили, что изображение пробы соответствовало фиг.4а, т.е. остаточная вода представлена в виде ассоциированных капель. Сделали вывод, что эмульсия обработана избыточным количеством гидрофобного (маслорастворимого) деэмульгатора, избыток которого выделился в отдельную гелеобразную фазу с ассоциированными каплями воды, коалесценция которых затруднена.
5) Провели тест на чувствительность к разбавлению эмульсией, не обработанной деэмульгатором. Для этого была использована проба №3 - эмульсия, характерная для данного потока и отобранная со скважины, находящейся на территории этого же промысла. В пробе №3 определили содержание эмульгированной воды и провели микродисперсный анализ. Эмульсия содержала 32% эмульгированной воды, самопроизвольно не разрушалась, структура эмульсии была равномерной (см. фиг.1).
Для проведения теста приготовили три смеси проб в следующем соотношении (в %):
1 - Проба №2: проба №3=67:33.
2 - Проба №2: проба №3=80:20.
3 - Проба №2: проба №3=90:10.
4 - Контрольная проба - проба №2.
Затем все пробы перемешали на мешалке-встряхивателе в течение 15 минут со скоростью 60 двойных качаний в минуту.
Затем пробы поставили на отстаивание, как в п.2).
После отстаивания отделили свободную воду, в нефти определили остаточное содержание воды. В результате теста при соотношении 67:33 остаточное содержание воды в нефти составило 18,8%, при соотношении 90:10 -14,5%, а при соотношении 80:20 - 5,5%. При микродисперсном анализе было отмечено уменьшение ассоциированных капель воды (см. фиг.2б).
Сделали вывод, что сырье обработано избыточным количеством деэмульгатора.
6) Произвели уменьшение подачи деэмульгатора в системе нефтесбора со 150 до 140 г/т.
7) Через 3 суток отобрали пробы и провели анализ по пп.1-2. Остаточное содержание воды в нефти составило 8,2%, под микроскопом было отмечено уменьшение ассоциированных капель воды (см. фиг.4в).
Сделали вывод, что сырье обработано избыточным количеством деэмульгатора.
8) Произвели уменьшение подачи деэмульгатора в системе нефтесбора со 140 до 135 г/т.
9) Через 3 суток отобрали пробы и провели анализ по пп.1-2. Остаточное содержание воды в нефти составило 4,8%.
Сделали вывод, что сырье в достаточной степени подготовлено к разделению и оптимально обработано деэмульгатором.
Таким образом, указанная совокупность отличительных признаков позволила оценить подготовленность эмульсий к разделению, установить причину недостаточной подготовленности эмульсии к разделению (недостаток или избыток деэмульгатора) и оптимизировать подачу деэмульгатора в системе нефтесбора таким образом, чтобы достичь высокой степени подготовленности эмульсии к разделению при уменьшении в 2-3 раза времени, затрачиваемого на проведение анализа проб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПТИМИЗАЦИИ ДОЗИРОВАНИЯ ДЕЭМУЛЬГАТОРА | 2015 |
|
RU2632744C2 |
| Способ определения агрегативной устойчивости водонефтяной смеси (варианты) | 2022 |
|
RU2800288C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИСТОЧНИКОВ ОБРАЗОВАНИЯ СТОЙКИХ ВОДОНЕФТЯНЫХ ЭМУЛЬСИЙ | 2003 |
|
RU2239177C1 |
| Способ комплексной обработки промежуточного слоя, стабилизированного сульфидом железа | 2018 |
|
RU2678589C1 |
| СПОСОБ СНИЖЕНИЯ СОДЕРЖАНИЯ ОРГАНИЧЕСКИХ ХЛОРИДОВ В НЕФТИ | 2017 |
|
RU2672263C1 |
| СОСТАВ ДЛЯ ОБЕЗВОЖИВАНИЯ И ОБЕССОЛИВАНИЯ НЕФТИ, ИНГИБИРОВАНИЯ КОРРОЗИИ И АСФАЛЬТЕНО-СМОЛОПАРАФИНОВЫХ ОТЛОЖЕНИЙ | 1998 |
|
RU2129585C1 |
| СПОСОБ СБОРА И ПОДГОТОВКИ НЕФТИ | 2006 |
|
RU2315644C1 |
| Способ обработки промежуточного слоя, стабилизированного сульфидом железа, с использованием ингибированной соляной кислоты (варианты) | 2018 |
|
RU2671565C1 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ВЫСОКООБВОДНЕННОЙ ПРОДУКЦИИ СКВАЖИН НЕФТЯНОГО МЕСТОРОЖДЕНИЯ | 2011 |
|
RU2446317C1 |
| СПОСОБ ПОДГОТОВКИ НЕФТИ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ | 2005 |
|
RU2294956C1 |
Изобретение относится к области нефтяной промышленности и может быть использовано при подготовке нефти в промысловых условиях. Оценку подготовленности эмульсии к разделению ведут по критерию остаточное содержание воды в нефти, для которого устанавливают пороговое значение. При остаточном содержании воды в нефти выше порогового значения проводят микродисперсный анализ, по которому оценивают качественное состояние воды в нефти, на основании которого делают оценку о достаточности, недостаточности или избыточности подачи деэмульгатора в системе нефтесбора, после чего проводят тест на чувствительность эмульсии к дополнительному введению деэмульгатора или эмульсии, не обработанной деэмульгатором. Затем производят соответствующее увеличение или уменьшение подачи деэмульгатора в системе нефтесбора. Технический результат состоит в повышении степени подготовленности эмульсии к разделению при уменьшении времени на проведение анализа проб. 4 ил.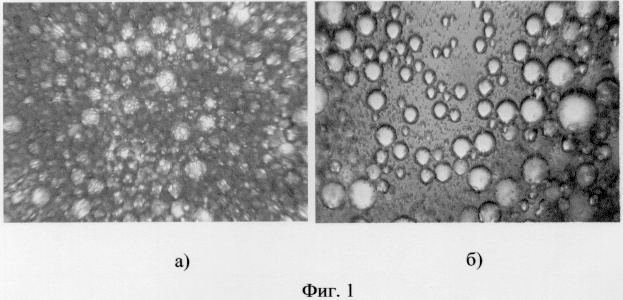
Способ определения подготовленности эмульсии нефти к разделению, включающий отвод газожидкостного потока из подводящего трубопровода, формирование пробы и ее анализ путем подогрева до температуры отстоя и отстаивания в течение контрольного времени, оценку подготовленности эмульсии к разделению, отличающийся тем, что оценку подготовленности эмульсии к разделению ведут по критерию остаточное содержание воды в нефти, для которого устанавливают пороговое значение, при остаточном содержании воды в нефти выше порогового значения проводят микродисперсный анализ, по которому оценивают качественное состояние воды в нефти, на основании которого делают оценку достаточности, недостаточности или избыточности подачи деэмульгатора в системе нефтесбора, после чего проводят тест на чувствительность эмульсии к дополнительному введению деэмульгатора или эмульсии, не обработанной деэмульгатором, затем производят соответствующее увеличение или уменьшение подачи деэмульгатора в системе нефтесбора.
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОДГОТОВЛЕННОСТИ ЭМУЛЬСИИ НЕФТИ К ОТСТОЮ | 1995 |
|
RU2079329C1 |
| RU 95102468 20.12.1996 | |||
| Способ определения обводненности газожидкостного потока | 1984 |
|
SU1293200A1 |
| US 4789483 A 06.12.1988 | |||
| СПОСОБ ПРОФИЛАКТИКИ ПОСЛЕОПЕРАЦИОННЫХ ГНОЙНО-ВОСПАЛИТЕЛЬНЫХ ОСЛОЖНЕНИЙ | 2005 |
|
RU2286167C2 |

