Изобретение относится к области конструкций, поглощающих звуковые колебания, и может применяться в транспортной технике, в том числе при изготовлении газовых трактов авиационных двигателей.
Известен способ изготовления звукопоглощающей конструкции, при котором объемную камеру соединяют с воздуховодом, перфорируя его боковые стенки отверстиями, образуя резонаторы Гельмгольца, имеющие эффективность шумоглушения в узкой полосе частот (см. справочник "Борьба с шумом на производстве" под общей редакцией Е.Я.Юдина, М.: Машиностроение, 1985, сс.302-306).
Известен способ изготовления звукопоглощающей конструкции, имеющий большую эффективность за счет увеличения площади, перекрываемой резонаторами, при котором ячеистые панели, содержащие заготовки резонаторов Гельмгольца в виде ячеистых сот, изгибают и скрепляют с обшивками газового тракта, а затем перфорируют обшивку, обращенную к газовому тракту, сквозными отверстиями, образуя с каждой сотовой ячейкой резонатор Гельмгольца (патент США №4390584, МПК 7 В 32 В 3/12).
Известный способ обладает высокой трудоемкостью и себестоимостью, обусловленными большим объемом работ по изготовлению сотовых ячеек, а также низкой прочностью скрепления сот с обшивками и сложностью применяемого технологического оборудования.
Известен также способ изготовления звукопоглощающей конструкции, при котором панели, содержащие ячеистые трубчатые стеклопластиковые заготовки резонаторов, склеивают с также стеклопластиковыми наружной и внутренней контактирующими с газовым потоком обшивками, причем последнюю перфорируют сквозными отверстиями, образуя с трубчатыми заполнителями панелей резонаторы (см. кн. авторов А.Н.Аношкина, А.А.Ташкинова "Прогнозирование несущей способности композитных фланцев корпусных деталей авиадвигателей", Пермь, Пермский государственный технический университет, 1998 сс.13, 14).
Известный способ позволяет повысить прочность и надежность скрепления панелей с обшивками и увеличить эффективность шумоглушения за счет применения материалов с более высоким, чем у металлов логарифмическим дескрементом затухания звуковых колебаний, но обладает существенным недостатком, а именно высокой трудоемкостью изготовления панелей с трубчатым заполнителем, при котором преимущественно используется ручной труд. Кроме того, звукопоглощающая конструкция, изготовленная таким способом, как и другие известные резонансные отражатели звука, эффективна в сравнительно узкой полосе частот. К недостаткам способа следует отнести и то, что изготовленные по нему конструкции содержат ячейки в виде трубчатых камер с не ярко выраженными объемами резонаторов, что снижает их эффективность и приближает, по сути, к звукопоглощающим элементам кулисного типа (см. справочник "Борьба с шумом на производстве", под общей редакцией Е.Я.Юдина, М.: Машиностроение, 1985 сс.240-242).
Ближайшим по технической сущности и достигаемому результату к заявленному техническому решению относится известный способ изготовления звукопоглощающей конструкции, при котором ячеистые панели формуют штамповкой или литьем из термопластичной пластмассы с образованием ячеек в форме усеченных пирамид и/или конусов, создавая при этом на них сплошные вершины с одной стороны и поверхностные перемычки с другой стороны, затем изгибают панели и при скреплении с обшивками им придают форму тела вращения, затем одну из обшивок, а именно контактирующую с газовым потоком, перфорируют сквозными отверстиями, образуя с ячейками панелей резонаторы (заявка на выдачу патента РФ на изобретение №2003100457 (000287) от 05.01.2003 г., заявитель ФГУП Пермский завод "Машиностроитель"), получено положительное решение о выдаче патента от 03.09.04.
Формование ячеистых панелей штамповкой, например вакуумной, или литьем, например под давлением, из термопластичной пластмассы позволяет сократить трудоемкость изготовления, повысить эффективность звукопоглощения, но обладает существенным недостатком - длительной и трудоемкой подготовкой производства, требует оснащения специального оборудования, в частности литьевых машин высокого давления.
К недостаткам этого способа следует отнести и то, что изготовленная по данному способу звукопоглощающая конструкция, в которой ячеистые панели формуют с образованием ячеек в форме усеченных пирамид и/или конусов, создавая при этом на них сплошные вершины с одной стороны и поверхностные перемычки с другой стороны, затем изгибают панели и при скреплении с обшивками им придают форму тела вращения, в ячеистых панелях имеют место сквозные проходы в двух перпендикулярных между собой направлениях, созданные пустотами, образованными поверхностными перемычками. Данный способ изготовления звукопоглощающей конструкции не обеспечивает полного перекрытия сквозных проходов в направлении оси вращения и получить максимальный эффект звукопоглощения.
Задача изобретения - упрощение технологии изготовления звукопоглощающего заполнителя и повышение эффективности снижения шума.
Технический результат, который может быть получен при осуществлении изобретения, заключается в расширении спектра частот эффективного поглощения звуковых колебаний за счет получения комбинированной конструкции, состоящей из ячеистого трубчатого заполнителя, ячейки которого имеют ярко выраженную форму резонаторов Гельмгольца, настроенных на несколько различных характерных спектров частот звуковых колебаний.
Технический результат достигается тем, что в известном способе изготовления звукопоглощающей конструкции, при котором изготавливают панели с ячейками, имеющими форму, например усеченных пирамид, создавая при этом на них сплошные вершины с одной стороны и поверхностные перемычки с другой стороны, затем изгибают панели и при скреплении с обшивками им придают форму тела вращения, с образованием кольцевых каналов в радиальном направлении, затем одну из обшивок, а именно контактирующую с газовым потоком, перфорируют сквозными отверстиями, образуя с ячейками панелей резонаторы, отличающемся тем, что панели изготавливают путем формования или прессования из тканых армирующих материалов, например стеклотрикотажа, пропитанного связующим, причем до скрепления с обшивками или обшивкой на ячеистые панели со стороны вершин выкладывают тканый армирующий материал, например стеклотрикотаж, пропитанный связующим, причем тканый армирующий материал после выкладки прикрепляют в пустотах, образованных поверхностными перемычками в радиальном направлении, например кольцевыми слоями, полученными намоткой, с образованием замкнутых кольцевых каналов, в которых расположены ячейки.
Получение ячеистых панелей путем формования, например вакуумного, или прессованием, например прямым из тканых армирующих материалов, в частности стеклотрикотажа, пропитанного связующим, позволяет сократить длительную и трудоемкую подготовку производства, не требует оснащения специальным и дорогим оборудованием.
Выкладка тканого армирующего материала, например стеклотрикотажа, пропитанного связующим, на ячеистые панели, который прикрепляют в пустотах, образованных поверхностными перемычками в радиальном направлении, например кольцевыми слоями, полученными намоткой, с образованием замкнутых кольцевых каналов, в которых расположены ячейки с ярко выраженной формой резонаторов Гельмгольца, позволяет получать комбинированную конструкцию, состоящую из ячеистого трубчатого заполнителя, настроенную на несколько различных характерных спектров частот звуковых колебаний.
Из известного уровня техники не выявлено влияние предписываемых предлагаемому изобретению преобразований, характеризуемых отличительными от прототипа существенными признаками, на достижение указанного результата.
Это доказывает соответствие предложенного способа изготовления звукопоглощающей конструкции критерию изобретения "изобретательский уровень".
На чертеже изображен общий вид звукопоглощающей конструкции, разрез.
Способ осуществляют следующим образом.
Исходным материалом для изготовления ячеистых панелей может быть выбрана эластичная ткань ТКТЭ арт.56151 ТУ 17 РСФСР 625969-78.
Изображенную на чертеже ячеистую панель 1 изготавливают методом, например, прямого прессования или контактного формования из эластичной ткани ТКТЭ арт.56151 ТУ 17 РСФСР 625969-78, пропитанной эпоксидным связующим марки КДА ТУ 2225-032-002003306-97, при этом ячейки 2 расположены правильными рядами с односторонним направлением вершин 3, а на другой стороне образованы поверхностные перемычки 4 между ячейками 2. Проводят режим полимеризации. Выкладывают внутреннюю обшивку 5 из стеклоткани Т-10-80 ГОСТ 19170-73, например два слоя, пропитанную эпоксидным связующим марки КДА ТУ 2225-032-002003306-97, к ней прикрепляют со стороны крестообразных перемычек 4 ячеистую панель 1, которую прикрепляют кольцевыми слоями 6 из стекла ровинга ЕС13 2520Н-78 (280) ТУ 6-48-00205009-116-97, пропитанного эпоксидным связующим марки КДА ТУ 2225-032-002003306-97, методом "мокрой" намотки в пустотах 7, затем на ячеистую панель 1, а именно на наружную поверхность ячеек 2 и вершины 3 наносят клей К-153 ОСТ 92-0949-74, после чего укладывают рукав 8 из эластичной ткани ТКТЭ арт.56151 ТУ 17 РСФСР 625969-78, пропитанной эпоксидным связующим марки КДА ТУ 2225-032-002003306-97, на вершины 3, который прикрепляют кольцевыми слоями 9 из стекла ровинга ЕС13 2520Н-78(280) ТУ6-48-00205009-116-97, пропитанного эпоксидным связующим марки КДА ТУ 2225-032-002003306-97, методом "мокрой" намотки в пустотах 10, с образованием замкнутых кольцевых каналов 11, в которых расположены ячейки 2. После этого на полости 11 выкладывают наружную обшивку 12 из стеклоткани Т-10-80 ГОСТ 19170-73, например два слоя, пропитанную эпоксидным связующим марки КДА ТУ 2225-032-00200330б-97, с образованием замкнутых кольцевых каналов 13. Проводят режим полимеризации. После чего обшивку 5 перфорируют сквозными отверстиями 14.
Использование предложенного способа по сравнению с прототипом позволит решить поставленную задачу и получить новый технический результат - упростить технологию изготовления за счет применения для изготовления ячеистых панелей способа прессования или формования, который прост в изготовлении, не требует специального оснащения, и повысить эффективность снижения шума за счет получения комбинированной конструкции, состоящей из ячеистого трубчатого заполнителя, ячейки которого имеют ярко выраженную форму резонаторов Гельмгольца, что в итоге позволит с максимальной эффективностью решить задачу снижения уровня шума.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2004 |
|
RU2268380C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ ГАЗОВОГО ТРАКТА | 2003 |
|
RU2247878C2 |
| Комбинированная звукопоглощающая панель | 2016 |
|
RU2639759C2 |
| Способ изготовления армированного пластика трехслойной структуры с ячеистым заполнителем в среднем слое | 1979 |
|
SU854737A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ШУМОЗАЩИТНОЙ ПАНЕЛИ ИЗОГНУТОЙ ФОРМЫ | 2014 |
|
RU2646061C2 |
| ВОЗДУХОЗАБОРНИК ГОНДОЛЫ И ГОНДОЛА, СОДЕРЖАЩАЯ ТАКОЙ ВОЗДУХОЗАБОРНИК | 2020 |
|
RU2801764C2 |
| ЗВУКОПОГЛОЩАЮЩАЯ СОТОВАЯ ПАНЕЛЬ | 2017 |
|
RU2686915C1 |
| ЗВУКОПОГЛОЩАЮЩАЯ КОНСТРУКЦИЯ | 2010 |
|
RU2432259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |
| СОСТАВНАЯ ЗВУКОПОГЛОЩАЮЩАЯ ПАНЕЛЬ | 2019 |
|
RU2724095C1 |
Изобретение относится к области конструкций, поглощающих звуковые колебания, и может применяться в транспортной технике, в том числе при изготовлении газовых трактов авиационных двигателей. Способ изготовления звукопоглощающей конструкции, в котором изготавливают панели с ячейками, имеющими форму, например усеченных пирамид, создавая при этом на них сплошные вершины с одной стороны и поверхностные перемычки с другой стороны. После чего панели изгибают и при скреплении с обшивками придают им форму тела вращения с образованием кольцевых каналов в радиальном направлении. Затем одну из обшивок, а именно контактирующую с газовым потоком, перфорируют сквозными отверстиями, образуя с ячейками панелей резонаторы. Панели изготавливают путем формования или прессования из тканых армирующих материалов, например стеклотрикотажа, пропитанного связующим. До скрепления с обшивками или обшивкой на ячеистые панели со стороны вершин выкладывают тканый армирующий материал, например стеклотрикотаж, пропитанный связующим. После этого тканый армирующий материал прикрепляют в пустотах, образованных поверхностными перемычками в радиальном направлении, с образованием замкнутых кольцевых каналов, в которых расположены ячейки. Изобретение позволяет упростить технологию изготовления звукопоглощающих конструкций и повысить эффективность снижения шума. 1 ил.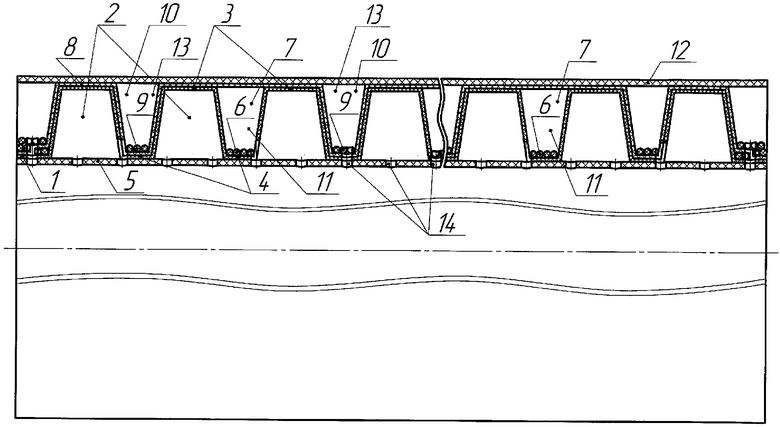
Способ изготовления звукопоглощающей конструкции, при котором изготавливают панели с ячейками, имеющими форму, например, усеченных пирамид, создавая при этом на них сплошные вершины с одной стороны и поверхностные перемычки с другой стороны, затем изгибают панели и при скреплении с обшивками им придают форму тела вращения с образованием кольцевых каналов в радиальном направлении, затем одну из обшивок, а именно контактирующую с газовым потоком, перфорируют сквозными отверстиями, образуя с ячейками панелей резонаторы, отличающийся тем, что панели изготавливают путем формования или прессования из тканых армирующих материалов, например стеклотрикотажа, пропитанного связующим, причем до скрепления с обшивками или обшивкой на ячеистые панели со стороны вершин выкладывают тканый армирующий материал, например стеклотрикотаж, пропитанный связующим, после чего его прикрепляют в пустотах, образованных поверхностными перемычками в радиальном направлении, с образованием замкнутых кольцевых каналов, в которых расположены ячейки.
| RU 2003100457 А, 10.07.2004 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Многослойная ячеистая панель | 1978 |
|
SU751932A2 |
| Акустическая панель | 1978 |
|
SU750004A1 |
| Устройство для световой физиотерапии | 1984 |
|
SU1355294A1 |
| Состав мембраны халькогенидного стеклянного электрода для определения ионов железа ( @ ) | 1983 |
|
SU1125533A1 |

