Предлагаемое изобретение относится к технологии сушки длинномерных материалов: влажного текстильного полотна, ткацкого навоя после шлихтовки, бумаги; ткани, а также для нагрева пленочных материалов, касающихся или охватывающих вращающиеся цилиндрические поверхности, и для сушки текстильных изделий.
1. Уровень техники
Известны способы нагрева сушильных барабанов путем непрерывной подачи в их внутреннюю полость перегретого пара с одновременным сливом конденсата [1, 2, 3, 4]. Недостатками данных способов является сложность получения и транспортировки пара, сложность системы отвода и утилизации конденсата, необходимость использования большого количества воды, пригодной для питья, и ее обработки.
Известны способы нагрева сушильных барабанов путем использования в качестве теплоносителей продуктов сгорания различных природных газов, в том числе сжигая газовые смеси внутри барабана [5, 6, 7, 8, 9, 10].
По сравнению с паровым нагревом продукты сгорания газообразного топлива позволяют обеспечить более высокую температуру нагрева барабана. Недостатками этих способов является пожароопасность, сложность коммуникаций подвода горючих газов или горячих смесей после горения, вредность для окружающей среды как самих продуктов сгорания, так и конденсата. Кроме этого, для горения необходимы большой расход воздуха и сложная конструкция сопел и насадок внутри барабанов.
Известен способ нагрева сушильных барабанов встроенным вращающимся трансформатором [11]. Трансформатор длиной, равной длине барабана, например трехфазный, размещают внутри барабана. При этом активной нагрузкой трансформатора служат обечайки с торцов барабана. Трансформатор, нагреваясь, нагревает цилиндрическую оболочку барабана.
Недостатками данного способа являются низкий КПД и большой расход электроэнергии; необходимость сложной и громоздкой электроизоляции всех деталей барабана; высокая сложность конструкции, ее монтажа и сборки, большая материалоемкость.
Известны способы нагрева сушильных барабанов изнутри токами высокой частоты, размещая внутри барабана на неподвижной оси цилиндрические цельные или составные индукторы с зазором относительно внутренней стенки барабана [12, 13, 14, 15]. Наиболее существенными недостатками этих способов являются: высокая сложность реализации, требующая генераторов высокой частоты, защитных экранов и т.д.; низкий КПД; невозможность использования для изготовления барабана легких цветных металлов или пластмасс, в которых не наводятся вихревые токи; высокая энергоемкость нагрева и невозможность регулировки температуры.
Известен способ контактного электрического нагрева цилиндрической стенки изнутри [16, 17]. В данном способе парой электродов нагревают сыпучий электропроводный порошок, размещенный между ними, который в свою очередь посредством контакта с оболочкой барабана нагревает ее. Реализация данного способа наиболее проста. К числу недостатков следует отнести высокую энергоемкость. Это связано с тем, что порошок ссыпается вниз и может располагаться только в нижней части барабана, а тепло стенки барабана должно быть доставлено в зону контакта высушиваемого материала с цилиндрической стенкой барабана. Обдуваемая воздухом снаружи цилиндрическая стенка непрерывно охлаждается, поэтому порошок будет раскален и совсем не в зоне сушки полотна.
Аналогичным, по сути, является способ нагрева [18], где линейным электрическим нагревателем внутри барабана нагревают воду, залитую в нижнюю часть барабана. Недостатками данного способа являются невозможность обеспечить достаточный нагрев цилиндрической стенки барабана и малые функциональные возможности.
При кипении воды, пар, поднимающийся из воды, соприкасаясь с внутренней цилиндрической поверхностью, конденсируется и стекает вниз, охлаждая кипящую воду. Температура кипения воды известна: 100-105°С, а охлаждение ее конденсатом происходит циклически: вода закипает → пар оседает на внутреннюю стенку → собирается в капли → конденсат стекает → вода охлаждается, перестает кипеть → вновь закипает и т.д. Средняя ее температура не превышает 90°С, тогда как по техническим условиям на сушку она не должна быть ниже 110°С.
Ограниченные функциональные возможности обусловлены тем, что нагрев осуществляется только в нижней части барабана. Высушиваемый материал на сушильной машине охватывает барабан и снизу и сверху и с боков [1, 2]
Из-за постоянного контакта с нагретой водой и паром для изготовления барабана используют дорогостоящие антикоррозийные материалы, например нержавеющая сталь.
Из источника [20, стр.310-311] известны устройства для увеличения индуктивности проводников: катушки индуктивности (соленоиды).
В этих устройствах проволока из металлов с малым удельным сопротивлением навивается в форме цилиндрической спирали на диэлектрический стержень с зазором между витками в один слой [20, рис.19-7] или в несколько слоев [20, рис.19-6]. При подключении их к электрической сети, они создают большой магнитный поток и одновременно нагреваются.
Из-за малого удельного сопротивления для достаточного нагрева соленоида он должен быть очень большой длины, т.е. материалоемок.
Из источника [11, фиг.2] известен токосъемник, например трехфазный, соединяющий электрический, вращающийся вместе с барабаном электрический нагреватель (в виде трехфазного трансформатора) с неподвижной электропроводкой электрической сети.
Недостатки трансформаторного нагрева отмечены выше, а сам токообъемник не является нагревающим барабан элементом.
2. Наиболее близким техническим решением (прототипом) из найденных в ходе пакетно-информационных исследований является способ электрического нагрева сушильного барабана, в котором наружную цилиндрическую стенку барабана разогревают, нагревая текучую жидкость, размещенную между наружной и внутренней стенкой барабана, посредством электродов, взаимодействующих с жидкостью, размещенных так же между стенками и подключенных к источнику электроэнергии [21].
В данном способе в двухстенном барабане с герметично соединенными и соосными цилиндрическими стенками зазор между стенками непрерывно заполняют жидкостью, нагревают ее электродами в этом зазоре, нагревают тем самым внешнюю (рабочую) стенку барабана, которая взаимодействует с высушиваемым материалом.
Преимуществами прототипа по сравнению с аналогами является более равномерно распределенный по поверхности барабана нагрев наружной стенки.
3. Причины, препятствующие получению технических результатов.
3.1. Большая конструктивная и технологическая сложность. Эта сложность обусловлена конструктивной и технологической трудоемкостью изготовления многослойной цилиндрической герметической емкости; необходимостью контроля и регулировки давления при нагреве жидкости для недопущения ее закипания; сложность установки герметических электронагревателей между стенками цилиндра.
3.2. Высокая энергоемкость осуществления способа, обусловлена необходимостью расхода электроэнергии на разогрев жидкости между стенками. Поскольку жидкость максимально приближена к наружному диаметру цилиндра, ее длина по окружности, а следовательно, объем максимальны. Для разогрева жидкости до рабочей температуры требуется, соответственно, и больше затрат электроэнергии.
3.3. Специфические требования к материалу конструкции барабана. Из-за постоянного контакта с горячей жидкостью и испарениями, это должны быть антикоррозийные сплавы или составы. Это делает реализацию способа еще более дорогостоящей.
4. Признаки прототипа, совпадающие с заявляемым техническим решением.
Многослойный цилиндрический корпус, в котором сначала нагревают один из промежуточных слоев посредством его контакта с электронагревателями, а затем нагревают наружный слой посредством теплопередачи от промежуточного слоя к наружному.
5. 3адачей предлагаемого изобретения является получение следующих технических результатов.
5.1. Конструктивное и технологическое упрощение нагрева.
5.2. Снижение энергоемкости нагрева наружной поверхности барабана
6. Эти технические результаты в заявленном способе электрического нагрева сушильного барабана с многослойным цилиндрическим корпусом и электродами, в котором сначала нагревают один из промежуточных слоев посредством его контакта с электродами, соединенными с электрической сетью, а затем нагревают наружный слой посредством теплопередачи от промежуточного слоя к наружному, достигаются тем, что барабан выполняют трехслойным с жесткими слоями, средний слой формируют из электропроводной тонкой и плоской ленты с большим удельным электрическим сопротивлением, размещая ее в форме равномерной цилиндрической спирали на внутреннем слое корпуса и плотно обжимая ее наружным, при этом наружный и внутренний слои корпуса выполняют неэлектропроводными, либо электроизолируют ленту, а наружный слой выполняют электропроводным, кроме этого, наружный слой выполняют тоньше внутреннего и более теплопроводным, а шаг между витками ленты устанавливают меньше ее ширины, кроме этого, ленту соединяют с электрической сетью концами.
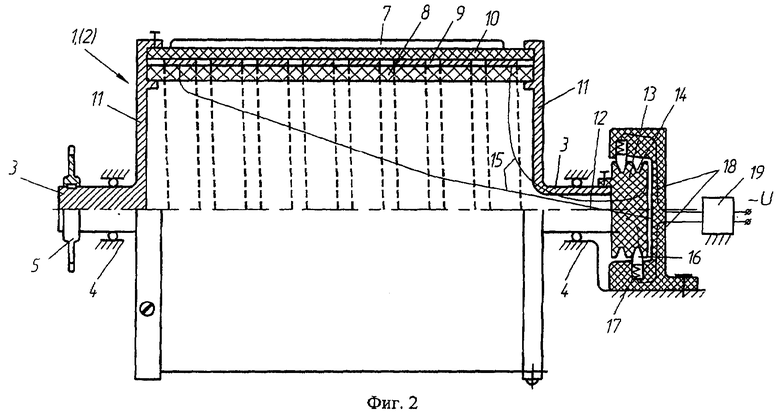
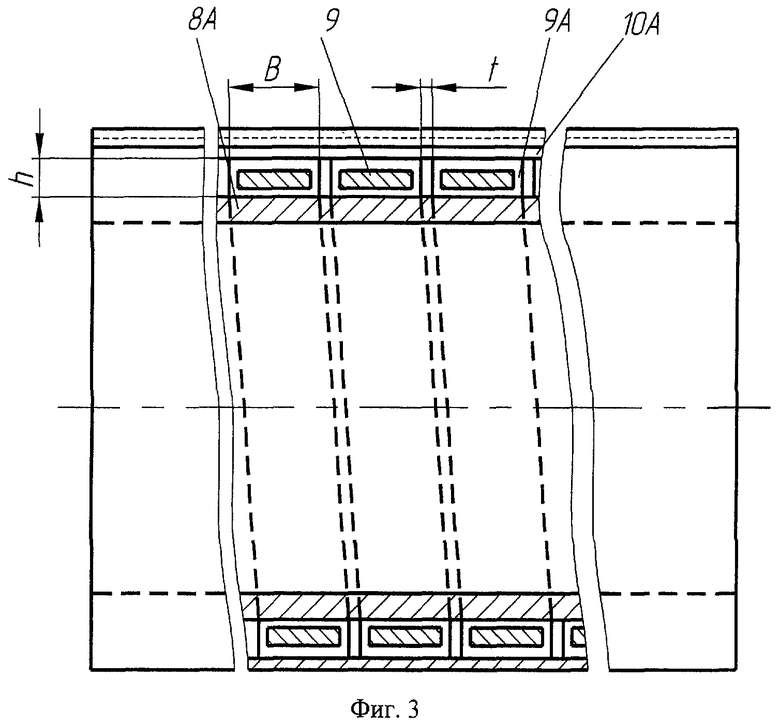
7. Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 показана схематично часть секции сушительной машины, аналогичной шлихтовальной ШБ 11/180-К-ЗМ-2, 1992 года выпуска; на фиг.2 схематично показан продольный разрез сушильного барабана с токосъемником, выполненного трехслойным; на фиг.3 схематично показан трехслойный цилиндрический корпус с электроизолированной спиральной лентой.
Схемы конструкции, поясняющие реализацию способа, включают в себя секцию (фиг.1) сушильных барабанов 1 и 2 (на шлихтовальной машине их 11), установленных осями 3 в неподвижных опорах 4 с возможностью вращения в подшипниках (не обозначены). Барабаны снабжены кинематической передачей, например цепной (звездочки 5 и цепи 6), которая аналогично, кинематически, соединена с электродвигателем привода (не показаны). Барабаны 1 и 2 идентичны. Их отличие в том, что барабаны 1 охватываются высушиваемым материалом 7 сверху, а барабаны 2 - снизу.
Сушильный барабан 1 (2) включает в себя трехслойный цилиндрический корпус, соосный цапфам 3 (фиг.2), внутренний слой 8 которого выполнен неэлектропроводным (например из полипропилена) и жестким; средний слой 9 выполнен из электропроводной ленты с большим удельным сопротивлением (например из нихромовой фольги), плотно намотанной с равномерным шагом на внутренний слой 8, а наружный слой 10 плотно насажен на слой 9, выполнен неэлектропроводным (например, из полипропилена) с возможностью взаимодействия с высушиваемым материалом 7, толщина внутреннего слоя 8 больше толщины наружного слоя 10. Слои 8, 9, 10 цилиндрического корпуса барабана 1 (2) жестко соединены по краям, слева и справа, с дисками 11, снабженными соосными цапфами 3. В цапфе 3 противоположной кинематической звездочки 5 выполнено сквозное осевое отверстие 12, а на конце этой цапфы неподвижно закреплен шкив 13 из диэлектрического материала (например, из гетинакса) с двумя изолированными друг от друга токопроводными ручьями 14. Каждый из ручьев 14 соединен электрическими проводами 15 с концом электропроводной ленты 9.
Соосно шкиву 13, неподвижно, с возможностью перемещений и последующей фиксации размещен токосъемник 15, подпружиненные токосъемные щетки 16 которого установлены с возможностью скольжения по токопроводным ручьям 14 и поджаты к ним пружинами 17. Токосъемник 15 выполнен из термопластичного диэлектрического материала (например, из полипропилена). В корпус токосъемника 15 вмонтирована электропроводка 18, концы которой с одной стороны электрически соединены через пружины 17 со щетками 16, а с другой стороны выведены из токосъемника 15 и подсоединены к выходу регулятора электрического напряжения 19 (или электрической мощности, например к выходу однофазного ЛАТРа), выход которого подключен к электрической сети (˜U). Щетки 16 выполнены, например, из медно-графитового сплава, а ручьи 14, например, из медной фольги, которая прочно присоединена к ручьям, например приклеена. Крепежные детали на чертежах не обозначены.
Трехслойный цилиндрический корпус барабана 1 (2) содержит также внутренний электропроводный слой 8А (фиг.3) из прочного материала (например, из стали), снаружи которого плотно намотана по винтовой линии с равномерным шагом t электропроводная лента 9, изолированная снаружи по всей длине изоляцией 9А (например, стеклом, асбестом или слюдосодержащими мастиками). Лента 9 с изоляцией 9А образует средний слой, а наружный, электропроводный слой 10А плотно обжимает ленту 9 с изоляцией 9А. Лента выполнена, например, из нихрома, ее ширина - b, а толщина - h, причем h<t<b, а толщина наружного слоя 10А меньше внутреннего 8А.
Устройство, схемы которого представлены на фиг.1-3, реализует заявляемый способ следующим способом.
На вход регулятора 19 (фиг.2) подают электрическое напряжение, например, из сети 220 V, которое с выхода регулятора 19 по проводке 18 через пружины 17 и щетки 16 подается на токопроводные ручьи 14 шкива 13. С токопроводных ручьев 14 по проводам 15 электрическое напряжение попадает на противоположные концы электропроводной ленты 9, которая, замыкая электрическую цепь, нагревается. Тепло посредством контакта ленты 9 с внутренним слоем 8 и наружным слоем 10 передается этим слоям теплопередачей между слоями. Поскольку наружный слой 10 тоньше внутреннего 8, первый нагревается (прогревается) быстрее.
После прогрева наружного слоя 10 до заданной температуры, включают привод сушильной, например шлихтовальной, машины (не показан). Электродвигатель (не показан) посредством кинематической передачи 5, 6 (фиг.1) вращает барабаны 1 (2), а высушиваемый материал 7, прижимаясь и охватывая наружный и нагретый слои, перемещается от одного барабана к другому, нагреваясь и постепенно высушиваясь за счет испарения влаги.
Лента, например, из нихромовой фольги (слой 9) вследствие плотного прилегания к слоям 8 и 10 и малости зазора между витками почти не контактирует с воздухом и может быть нагрета до температуры, лишь ограниченной температурой плавления наружного слоя 10 (для полипропилена это 250°С).
Равномерная намотка ленты 9 с шагом между витками, меньшим ширины ленты, обеспечивает равномерный и одинаковый прогрев и нагрев наружного слоя по всей его цилиндрической поверхности.
При схватывании материалом 7 наружного слоя 10 тепло отдается материалу 7, слой 10 снаружи охлаждается, а изнутри поступает тепло. Процесс съема тепла материалом 7 со слоя 10 при непрерывном движении материала 7 происходит непрерывно. Поэтому и теплопередача от слоя 9 к слою 10 осуществляется непрерывно. Внутренний слой 8, нагреваясь, является аккумулятором тепла. Съем тепла с него осуществляется лишь окружающим его воздухом изнутри.
В заявляемом способе нагрева барабана 1 (2) три слоя его цилиндрического корпуса, один из которых является электронагревателем, не требуют герметичности, подвода и отвода теплоносителя, обслуживания и монтажа многоэлектродной электрической сети, а также дорогостоящих нержавеющих сталей.
Тем самым, достигается первый технический результат поставленной задачи изобретения: конструктивное и технологическое упрощение нагрева.
Размещение электронагревателя в качестве промежуточного слоя между наружным и внутренним слоями цилиндрического корпуса и выполнение этого промежуточного (среднего) слоя из спирали, намотанной на внутренний слой из токопроводной ленты, позволяет контактно, посредством плотного прилегания наружного слоя к ленте, нагревать наружный слой. Не требуется нагревать ни какие промежуточные среды, ни жидкие, ни газообразные. При контактном нагреве наружного слоя гидродинамическое сопротивление теплопередачи минимально, необходимо значительно меньше электроэнергии на контактный нагрев по сравнению с другими, известными из аналогов и прототипов.
Тем самым, за счет контактного нагрева наружного слоя достигается второй технический результат поставленной задачи изобретения: снижение энергоемкости нагрева наружной поверхности барабана.
Однако неэлектропроводные материалы, как правило, нетеплопроводны. Поэтому разогрев наружного слоя 10 цилиндрического корпуса (фиг.2) осуществляется медленным увеличением напряжения на концах ленты 9 регулятором 19, что увеличивает время разогрева наружной поверхности барабана.
Этот недостаток устраняется тем, что наружный слой делают электропроводным, например стальным или из алюминийсодержащих сплавов, а ленту 9 покрывают электроизоляцией 9А по всей длине перед намоткой на внутренний слой 8А. Внутренний слой 8А выполняют металлическим (электропроводным) или неметаллическим (диэлектрическим)
Металлический наружный слой 10А (фиг.3) теплопроводен, нагрев наружного слоя 10А происходит быстрее, дополнительно снижается расход электроэнергии на разогрев наружной поверхности барабана. Повышается также надежность работы по нагреву наружной поверхности, поскольку отсутствует аккумуляция тепла между наружным и внутренним слоями.
Поскольку внутренний слой 8А толще наружного 10, он обладает большой жесткостью при металлическом исполнении, что препятствует температурным (тепловым) деформациям цилиндрического корпуса барабана 1 (2).
Обладая малой массой, наружный слой 9, 9 А (лента из нихромовой фольги толщиной 30-50 микрон) нагревается практически мгновенно, сокращая время разогрева и уменьшая дополнительно энергоемкость нагрева наружной поверхности барабана.
Внутренний слой 8 или 8А толще наружного, обладает большей массой и является хорошим аккумулятором тепла, удерживая температуру всей цилиндрической поверхности барабана 1 (2) равномерной и постоянной по всей длине ее образующей.
Аккумуляция тепловой энергии в массе внутреннего слоя позволяет существенно снизить расход электроэнергии на сушку материала 7. Контакт материала 7 с барабаном 1 (2) охватывает примерно половину (фиг.1) окружности барабана. При движении материала 7 вместе с наружным слоем 9, 9А (фиг.4) лента 9 должна получить лишь ту часть тепловой энергии, которую поглощает материал 7. Выйдя их контакта с материалом 7 наружный слой 9 (9А) охлаждается окружающим воздухом. Эти тепловые потери на траектории до соприкосновения с материалом 7 восполняются внутренним слоем 8 (8А), в котором тепловая энергия накапливалась на противоположной траектории.
Источники информации.
1. Техническое описание и инструкция по монтажу и наладке машины ШБ 11/180-К-3М-2. Изд. завод «Вичугмаш», г. Вичуга, Ивановский обл., 1992 г.
2. Патент России №2037588, кл. D 06 В 21/00, опубл. 19.06.95.
3. Патент США №4949475, кл. F 26 В 13/16, 21.08.1990.
4. Патент Великобритании №1238757, кл. F 26 B 13/14.
5. Авторское свидетельство СССР №1605085, кл. F 26 B 13/06, опубл. 1991 г.
6. Авторское свидетельство СССР №579689, кл. F 26 B, опубл. 1979 г.
7. Патент США №4683015, кл. F 26 B 3/24, 1987.
8. Авторское свидетельство СССР №118224, кл. F 26 B, 1972 г.
9. Патент России №2027131, кл. F 26 B 13/14, опубл. 20.01.95.
10. Патент России №2137996, кл. F 26 B 13/14.
11. Авторское свидетельство СССР №90517, кл. F 26 B 13/14 (заявлено 20.08.1948 г., опубл. 1959 г.).
12. Авторское свидетельство СССР №220744, кл. D 21 F 5/02, 1952 г.
13. Патент Великобритании №2227823А, кл. F 26 B 13/14.
14. Авторское свидетельство СССР №731234, кл. F 26 B 13/18, опубл. 30.04.80.
15. Патент России №2177129, кл. F 26 B 13/18, опубл. 20.12.2001.
16. Авторское свидетельство СССР №514177, кл. F 16 B 13/18, опубл. 15.05.76.
17. Патент ФРГ №1226287, НКИ 39а3 7/14, 1966 г.
18. Авторское свидетельство СССР №596795, кл. F 26 B 13/18, опубл. 05.03.78.
19. Дж. Орир Физика, М., Изд. Мир, 1981 г., т.2 стр.417.
20. Дж. Орир Физика, М., Изд. Мир, 1981 г., т.1 стр.271.
21. Журнал "Textile Month", октябрь, 1995 г.," Elictrically Heated Roll", фирмы DELTA p. CORP.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НАГРЕВА НАРУЖНОЙ ПОВЕРХНОСТИ СУШИЛЬНОГО БАРАБАНА ШЛИХТОВАЛЬНОЙ МАШИНЫ | 2006 |
|
RU2313051C1 |
| СПОСОБ НАГРЕВА СУШИЛЬНОГО БАРАБАНА, НАПРИМЕР, ШЛИХТОВАЛЬНОЙ МАШИНЫ ИЗНУТРИ ЛИНЕЙНЫМИ ИЗЛУЧАТЕЛЯМИ ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ ОГРАНИЧЕННОЙ ДЛИНЫ | 2004 |
|
RU2263730C1 |
| СПОСОБ НАГРЕВА СУШИЛЬНОГО БАРАБАНА ШЛИХТОВАЛЬНОЙ МАШИНЫ ИЗНУТРИ ТОЧЕЧНЫМИ ПО СРАВНЕНИЮ С РАЗМЕРАМИ САМОГО БАРАБАНА ИСТОЧНИКАМИ НАПРАВЛЕННОГО ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ | 2005 |
|
RU2302593C1 |
| СПОСОБ НАГРЕВА СУШИЛЬНОГО БАРАБАНА, НАПРИМЕР ШЛИХТОВАЛЬНОЙ МАШИНЫ | 2004 |
|
RU2269730C2 |
| СУШИЛЬНЫЙ БАРАБАН С ИНФРАКРАСНЫМ НАГРЕВАТЕЛЕМ | 2006 |
|
RU2355961C2 |
| СПОСОБ НАГРЕВА СУШИЛЬНОГО БАРАБАНА ШЛИХТОВАЛЬНОЙ МАШИНЫ ИЗНУТРИ ЛИНЕЙНЫМИ ИСТОЧНИКАМИ ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ ОГРАНИЧЕННОЙ ДЛИНЫ | 2005 |
|
RU2300589C1 |
| СУШИЛЬНЫЙ БАРАБАН ШЛИХТОВАЛЬНОЙ МАШИНЫ С ИНФРАКРАСНЫМ НАГРЕВАТЕЛЕМ | 2004 |
|
RU2287121C2 |
| СПОСОБ НАГРЕВА ВРАЩАЮЩЕГОСЯ ТОНКОСТЕННОГО СУШИЛЬНОГО ЦИЛИНДРА ИЗЛУЧЕНИЕМ ИЗНУТРИ, НАПРИМЕР, ДЛЯ ШЛИХТОВАЛЬНОЙ МАШИНЫ | 2015 |
|
RU2600660C1 |
| СПОСОБ НАГРЕВА ВРАЩАЮЩИХСЯ СУШИЛЬНЫХ ТОНКОСТЕННЫХ ЦИЛИНДРОВ ЭЛЕКТРОМАГНИТНЫМ ИЗЛУЧЕНИЕМ ИЗНУТРИ | 2010 |
|
RU2431793C1 |
| Способ непрерывной вулканизации длинномерной ленты из сырой резины или каучука на каландре | 2015 |
|
RU2610863C1 |
Способ электрического нагрева сушильного барабана с многослойным цилиндрическим корпусом, например, шлихтовальной машины относится к технологии сушки длинномерных материалов и может быть использован для нагрева барабанов шлихтовальных и отделочных машин текстильной промышленности, бумагоделательных машин, в производстве полимерных пленок, для сушки текстильно-швейных изделий. Согласно способу корпус барабана выполняют трехслойным, трансформируя средний слой в электронагреватель. Электронагреватели соединяют с электрической сетью через регулятор напряжения (мощности). Способ позволяет снизить энергоемкость, улучшить управляемость. 3 ил.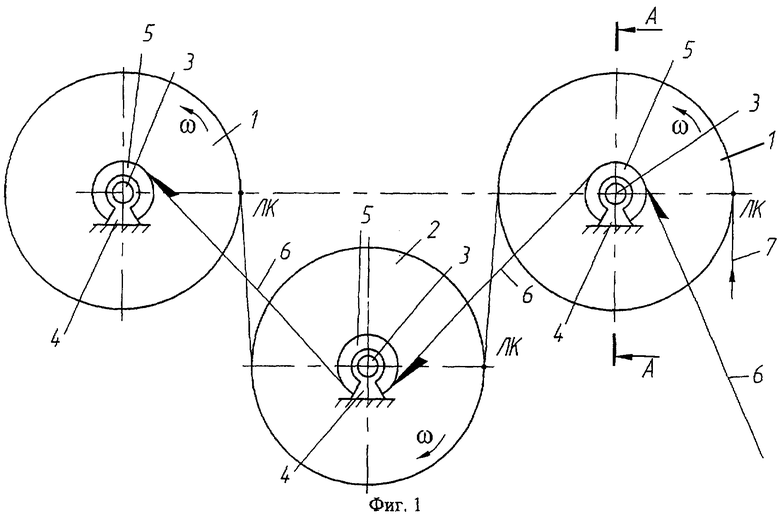
Способ электрического нагрева сушильного барабана с многослойным цилиндрическим корпусом, например, для шлихтовальной машины, в котором сначала нагревают один из промежуточных слоев посредством его взаимодействия с электродами, соединенными с электрической сетью, а затем нагревают наружный слой посредством теплопередачи от промежуточного слоя к наружному, отличающийся тем, что барабан выполняют трехслойным с жесткими слоями, превращая в электронагреватель средний слой, формируя его из электропроводной тонкой и плоской ленты с большим удельным электрическим сопротивлением, размещая ее в форме равномерной цилиндрической спирали на внутреннем слое корпуса и плотно обжимая ее наружным, при этом наружный и внутренний слои корпуса выполняют неэлектропроводными, либо электроизолируют ленту, а внутренний и наружный слои выполняют электропроводными, кроме этого наружный слой выполняют более теплопроводным, а шаг между витками ленты устанавливают меньше ее ширины, а ленту соединяют с электрической сетью концами.
| Журнал "Textile Month", октябрь 1995 г., "Elictrically Heated Roll" фирмы DELTA p | |||
| CORP | |||
| 0 |
|
SU200495A1 | |
| СУШИЛКА ДЛЯ ДЛИННОМЕРНЫХ ВОЛОКНИСТЫХМАТЕРИАЛОВ | 1972 |
|
SU434239A1 |
| Устройство для сушки и термообработки движущихся нитей | 1978 |
|
SU744198A1 |

