Предлагаемое изобретение относится к технологии сушки длинномерных материалов: влажного текстильного полотна, ткацкого навоя после шлихтовки, бумаги, ткани, а также для нагрева пленочных материалов, касающихся или охватывающих вращающиеся цилиндрические поверхности, и для сушки текстильных изделий.
1. Уровень техники:
Известны способы нагрева сушильных барабанов путем непрерывной подачи в их внутреннюю полость перегретого пара с одновременным сливом конденсата [1, 2, 3, 4]. Недостатками данных способов является сложность получения и транспортировки пара, сложность системы отвода и утилизации конденсата, необходимость использования большого количества воды пригодной для питья и ее обработки.
Известны способы нагрева сушильных барабанов путем использования в качестве теплоносителей продуктов сгорания различных природных газов, в том числе сжигая газовые смеси внутри барабана [5, 6, 7, 8, 9, 10].
По сравнению с паровым нагревом продукты сгорания газообразного топлива позволяют обеспечить более высокую температуру нагрева барабана. Недостатками этих способов является пожароопасность, сложность коммуникаций подвода горючих газов или горячих смесей после горения, вредность для окружающей среды как самих продуктов сгорания, так и конденсата. Кроме этого, для горения необходимо большой расход воздуха и сложная конструкция сопел и насадок внутри барабанов.
Известен способ нагрева сушильных барабанов встроенным вращающимся трансформатором [11]. Трансформатор длиной, равной длине барабана, например трехфазный, размещают внутри барабана. При этом активной нагрузкой трансформатора служат обечайки с торцов барабана. Трансформатор нагреваясь нагревает цилиндрическую оболочку барабана.
Недостатками данного способа являются низкий КПД и большой расход электроэнергии; необходимость сложной и громоздкой электроизоляции всех деталей барабана; высокая сложность конструкции, ее монтажа и сборки, большая материалоемкость.
Известны способы нагрева сушильных барабанов изнутри токами высокой частоты, размещая внутри барабана на неподвижной оси цилиндрические цельные или составные индукторы с зазором относительно внутренней стенки барабана [12, 13, 14, 15]. Наиболее существенными недостатками этих способов являются: высокая сложность реализации, требующая генераторов высокой частоты, защитных экранов и т.д.; низкий КПД; невозможность использования для изготовления барабана легких цветных металлов или пластмасс, в которых не наводятся вихревые токи; высокая энергоемкость нагрева и невозможность регулировки температуры.
Известен способ контактного электрического нагрева цилиндрической стенки изнутри [16, 17]. В данном способе парой электродов нагревают сыпучий электропроводный порошок размещенный между ними, который в свою очередь посредством контакта с оболочкой барабана нагревает ее. Реализация данного способа наиболее проста. К числу недостатков следует отнести высокую энергоемкость. Это связано с тем, что порошок ссылается вниз и может располагаться только в нижней части барабана, а тепло стенки барабана должно быть доставлено в зону контакта высушиваемого материала с цилиндрической стенкой барабана. Обдуваемая воздухом снаружи цилиндрическая стенка непрерывно охлаждается, поэтому порошок будет раскален и совсем не в зоне сушки полотна.
Аналогичным, по сути, является способ нагрева [18], где линейным электрическим нагревателем внутри барабана нагревают воду, залитую в нижнюю часть барабана. Недостатками данного способа являются невозможность обеспечить достаточный нагрев цилиндрической стенки барабана и малые функциональные возможности.
При кипении воды пар, поднимающийся из воды, соприкасаясь с внутренней цилиндрической поверхностью, конденсируется и стекает вниз, охлаждая кипящую воду. Температура кипения воды известна: 100-105°С, а охлаждение ее конденсатом происходит циклически: вода закипает → пар оседает на внутреннюю стенку → собирается в капли → конденсат стекает → вода охлаждается, перестает кипеть → вновь закипает и т.д. Средняя ее температура не превышает 90°С, тогда как, по техническим условиям на сушку, она не должна быть ниже 110°С.
Ограниченные функциональные возможности обусловлены тем, что нагрев осуществляется только в нижней части барабана. Высушиваемый материал на сушильной машине охватывает барабан и снизу, и сверху, и с боков [1, 2].
Из-за постоянного контакта с нагретой водой и паром для изготовления барабана используют дорогостоящие антикоррозийные материалы, например нержавеющая сталь.
Из источника [20, стр.310-311] известны устройства для увеличения индуктивности проводников: катушки индуктивности (соленоиды).
В этих устройствах проволока из металлов с малым удельным сопротивлением навивается в форме цилиндрической спирали на диэлектрический стержень с зазором между витками в один слой [20, рис.19-7] или в несколько слоев [20, рис.19-6]. При подключении их к электрической сети они создают большой магнитный поток и одновременно нагреваются.
Из-за малого удельного сопротивления для достаточного нагрева соленоида он должен быть очень большой длины, т.е. материалоемок.
Из источника [11, фиг.2] известен токосъемник, например трехфазный, соединяющий вращающийся вместе с барабаном электрический нагреватель (в виде трехфазного трансформатора) с неподвижной электропроводкой электрической сети.
Недостатки трансформаторного нагрева отмечены выше, а сам токообъемник не является нагревающим барабан элементом.
Известен также способ электрического нагрева сушильного барабана, в котором наружную цилиндрическую стенку барабана разогревают, нагревая текучую жидкость, размещенную между наружной и внутренней стенкой барабана, посредством электродов, взаимодействующих с жидкостью, размещенных так же между стенками и подключенных к источнику электроэнергии [21].
В данном способе в двухстенном барабане с герметично соединенными и соосными цилиндрическими стенками зазор между стенками непрерывно заполняют жидкостью, нагревают ее электродами в этом зазоре, нагревают тем самым внешнюю (рабочую) стенку барабана, которая взаимодействует с высушиваемым материалом.
Преимуществами способа является более равномерно распределенный по поверхности барабана нагрев наружной стенки. К большим недостаткам относятся:
- большая конструктивная и технологическая сложность. Эта сложность обусловлена конструктивной и технологической трудоемкостью изготовления многослойной цилиндрической герметической емкости; необходимостью контроля и регулировки давления при нагреве жидкости для недопущения ее закипания; сложностью установки герметических электронагревателей между стенками цилиндра;
- высокая энергоемкость осуществления способа обусловлена необходимостью расхода электроэнергии на разогрев жидкости между стенками. Поскольку жидкость максимально приближена к наружному диаметру цилиндра, ее длина по окружности, а следовательно, объем, максимальны. Для разогрева жидкости до рабочей температуры требуется, соответственно, и больше затрат электроэнергии;
- специфические требования к материалу конструкции барабана. Из-за постоянного контакта с горячей жидкостью и испарениями это должны быть антикоррозийные сплавы или составы. Это делает реализацию способа еще более дорогостоящей.
2. Наиболее близким техническим решением (прототипом) является способ электрического нагрева сушильного барабана с многослойным цилиндрическим корпусом [22], состоящим из трех слоев. На первый слой, на собственно цилиндрический корпус барабана, равномерными витками в форме цилиндрической спирали намотана электропроводная и электроизолированная плоская лента, подключенная концами посредством токосъемника, через регулятор параметрами электропитания к электрической сети переменного тока. Эта цилиндрическая спираль, являясь электронагревателем, образует второй слой барабана. Третий слой образует теплопроводный цилиндр, плотно охватывающий спираль снаружи.
При подаче электрического напряжения на спираль она нагревается, нагревая наружный, третий слой барабана. Взаимодействуя контактно с огибающим его влажным прошлихтованным ткацким навоем, он частично высушивает его.
На шлихтовальной машине расположено от 9 до 11 равномерно вращающихся сушильных барабанов. Перемещаясь с одного барабана на другой (фиг.1 прототипа) и нагреваясь на каждом, ткацкий навой постепенно высыхает от влажности 95% на первом барабане до 5-7% на последнем.
Техническое решение, изложенное в прототипе, значительно эффективнее аналогов.
3. Причины, препятствующие получению технических результатов.
3.1. Конструктивная и технологическая сложность, обусловленная трудоемкостью изготовления наружного цилиндрического слоя и его беззазорного соединения с промежуточным слоем - слоем витков спирали.
3.2. Повышенная опасность обслуживания шлихтовальной машины, обусловленная размещением токосъемника вне барабана. В текстильном производстве окружающая среда в высшей степени пожароопасна. Малейшая искра в скользящих контактах токосъемника приводит к возникновению опасной ситуации.
3.3 Избыточная энергоемкость нагрева, обусловленная тем, что собственная индуктивность спирали и ее собственное электрическое сопротивление не могут создать электромагнитный резонанс в электрической цепи при питании переменным током. Обеспечив резонансный режим электропитания спирали, можно в десятки раз увеличить напряжение на питании цепи, не увеличивая сетевое напряжение [23 с.316-318].
3.4. Отсутствие автоматического контроля и удержания заданной температуры наружной поверхности сушильного барабана. Это обусловлено отсутствием в прототипе автоматического регулирования нагревом.
Поскольку шлихтовальные машины работают в круглосуточном режиме, а влажность поступающего на барабаны навоя меняется случайным образом, меняется и теплосъем, т.е. степень охлаждения навоем наружной поверхности барабана [24].
Поэтому удержание заданной температуры изменением напряжения питания спирали в автоматическом режиме является также важной технической задачей.
4. Признаки прототипа совпадающие с заявляемым техническим решением.
На цилиндрический корпус барабана наматывают равномерно витками электроизолированную и электропроводную ленту, концы которой электрически соединяют через токосъемник и регулятор параметров электропитания с электрической сетью переменного тока.
5. Задачей предлагаемого изобретения является получение следующих технических результатов.
5.1. Конструктивное и технологическое упрощение нагрева.
5.2. Исключение опасности обслуживания.
5.3. Многократное снижение энергоемкости нагрева наружной поверхности барабана.
Исключение опасности обслуживания.
5.4. Автоматическое управление нагревом.
6. Эти технические результаты в заявляемом способе электрического нагрева наружной поверхности сушильного барабана, в котором барабан выполняют многослойным, превращая один из слоев в электронагреватель, выполняя его в виде электропроводной и электроизолированной плоской ленты, формируя ее в виде цилиндрической спирали с равномерно расположенными витками вдоль ее оси, концы которой электрически соединяют посредством токосъемника через регулятор параметров электропитания к электрической сети переменного тока, барабан выполняют двухслойным, наматывая спираль на корпус барабана с плотным прилеганием витков друг к другу, беззазорно, превращая наружную поверхность нагревателя в нагреваемую наружную поверхность барабана, при этом используя собственное активное электрическое сопротивление R спирали и собственную электрическую индуктивность L спирали, присоединяют к ней дополнительно и последовательно электрическую емкость С и трансформируют RL электрическую цепь нагревателя (спирали) в RLC цепь с собственной частотой ω0 свободных электромагнитных колебаний, автоматически поддерживая частоту ω переменного тока питания спирали равной или близкой к ω0, так что ω≅ω0, непрерывно измеряя величину электрического тока в цепи, и одновременно поддерживают заданную температуру спирали (наружной поверхности), автоматически регулируя напряжение питания цепи, непрерывно измеряя температуру спирали снаружи, кроме этого, регулятор составляют последовательно, соединяя, электрически, авторегулятор частоты и авторегулятор напряжения, причем управляющий вход авторегулятора частоты электрически соединяют с датчиком тока в цепи, а управляющий вход авторегулятора напряжения аналогично соединяют с датчиком температуры наружной поверхности барабана, помимо этого, сетевое питание подают на вход авторегулятора напряжение, выход которого электрически соединяют со входом авторегулятора частоты, а электроемкость С и спираль подключают к выходу авторегулятора частоты последовательно, при этом токосъемник размещают внутри корпуса барабана.
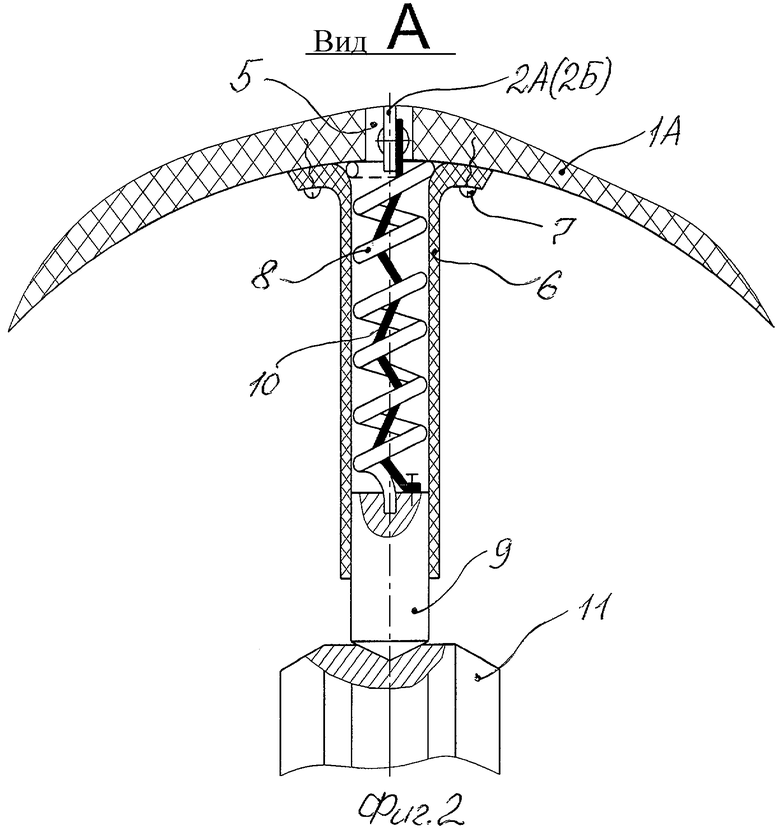
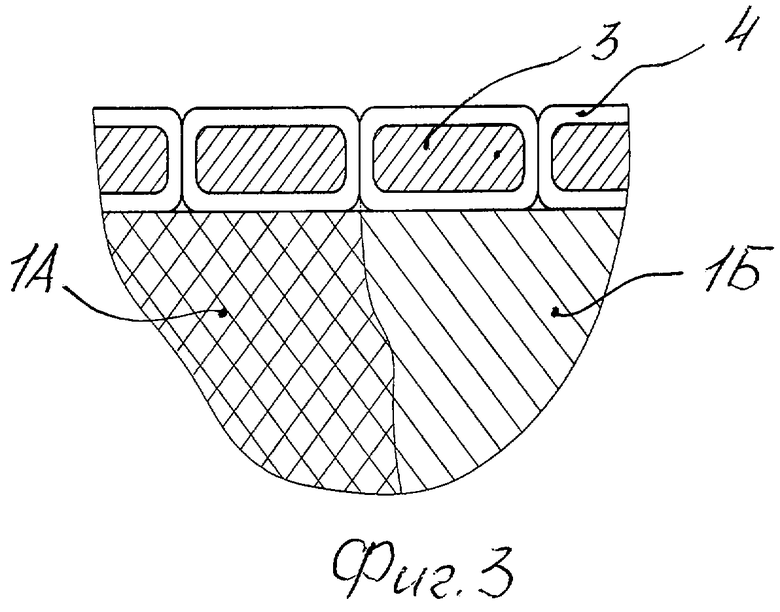
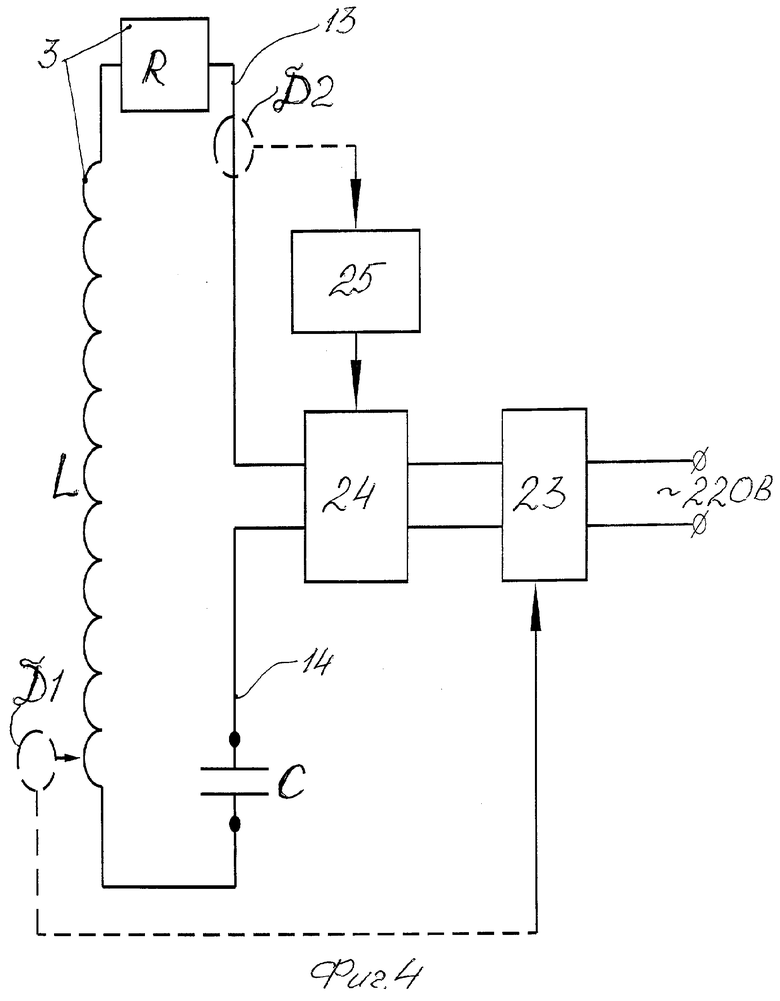
7. Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 схематично показана конструкция сушильного барабана с электрическим нагревом наружной поверхности (продольный разрез); на фиг.2 показана схема конструкции токосъема на концы спирали; на фиг.3 показан вид намотки спирали на корпус барабана: на фиг.4 показана электрическая цепь электронагревателя с авторегулятором параметров электропитания цепи.
Конструкции и схемы, осуществляющие заявляемый способ состоят из следующих элементов:
1 - сушильный барабан (далее СБ), в сборе;
1А - цилиндрический корпус СБ 1 из неэлектропроводного материла, например из фибры, или из стали 1Б;
2 - электронагреватель, навитый на корпус СБ 1 в форме цилиндрической спирали, с плотно прилегающими друг к другу витками (далее - спираль 2). Спираль образует наружную поверхность СБ 1;
2А и 2Б - левый и правый, относительно СБ 1, концы спирали 2, выведенные через сквозные радиальные отверстия 5 в СБ 1 внутрь корпуса 1А, 1Б соответственно слева и справа (фиг.1, 2);
3 - поперечное сечение плоской электропроводной ленты (например, из нихрома с большим удельным сопротивлением), формирующей спираль;
4 - наружная электроизоляция ленты 3, например термостойкая эмаль;
5 - сквозные радиальные отверстия в СБ 1 на его концах, на расстоянии 50-100 мм от его торцов. Концы 2А, 2Б спирали 2 размещены в отверстиях 5 с диэлектрическим зазором относительно стенок отверстий 5, соосно этим отверстиям, радиально к цилиндрической поверхности СБ 1;
6 - диэлектрические трубки, неподвижно установленные на внутренней поверхности корпуса 1А(1Б), соосно отверстиям 5, радиально, внутри корпуса СБ 1А(1Б), например винтами 7;
7 - винты крепления трубок 6;
8 - нормально разжатая цилиндрическая неэлектропроводная пружина, неподвижно размещенная внутри трубок 6. Дальний от оси СБ 1 конец каждой пружины 8 зафиксирован в основании каждой трубки 6;
9 - цилиндрический подвижный контакт токосъемника, выполненный, например, из медно-графитового сплава;
10 - упругоэластичное соединение концов 2А(2Б) с подвижным электроконтактом 9, (например, из волнообразно изогнутой латунной, медной, бронзовой проволоки или ленты);
11 - дисковый неподвижный контакт токосъемника. 11А - левый, а 11Б - правый. Элементы 9 и 11 являются токосъемником.
12 - неподвижная, диэлектрическая, полая ось, размещенная внутри СБ1 и соосно ему. Неподвижные контакты 11А и 11Б закреплены на оси 12 прочно винтами (на чертежах не обозначены), а размещены с возможностью постоянного контакта с подвижными токосъемниками 9 слева и справа;
13 и 14 - соответственно фазный и нулевой электропроводы (электроизолированные) электропитания спирали 2. Провод 13 надежно соединен крепежным винтом (на чертеже не обозначен) с контактом 11А (слева), а провод 14, аналогично, с контактом 11Б (справа).
Ось 12 установлена собственными подшипниками 15, слева и справа, в цапфах 16 и 17 СБ1, соосно ему и зафиксирована от перемещений относительно станины 18 фиксатором 19.
Цапфы 16 и 17 посредством собственных подшипников 20 смонтированы на станине 18 с возможностью вращения вместе с СБ1 от кинематической передачи с электродвигателем (на чертежах не показаны) через, например, звездочку 21, как и в обычной шлихтовальной машине [24, стр.9-10].
Фазный 13 и нулевой 14 провода через внутреннюю полость неподвижной оси 12 выведены наружу и через регулятор 12 параметров электропитания соединены с электрической однофазной сетью, например ˜220 В, 50 Гц (фиг.1, 4).
Регулятор параметров 22 включает в себя авторегулятор напряжения 23 (например, широкополосный, однофазный, тирристорный регулятор электронапряжения), основной вход которого подключен к однофазной электрической сети переменного тока, а управляющий вход электрически соединен с датчиком Д1 температуры спирали 2. Этот датчик Д1 выполнен скользящим по наружной поверхности спирали 2 при вращающемся СБ1, т.е. скользящим но наружной поверхности СБ1 снаружи (например, терморезистивный датчик ДТВ-038, как и в обычной шлихтовальной машине [24, стр.13-14].
Выход регулятора 23 электрически подключен к основному входу авторегулятора частоты электрического напряжения (АРЧ), который состоит из преобразователя 24 частоты (например, тиристорный преобразователь частоты - ТПЧ) и блока 25 автоматической подстройки частоты (АПЧ), который является управляющим входом АРЧ.
Основной вход преобразователя 24 подключен к выходу регулятора 23, а управляющий вход АПЧ 25 подключен к датчику Д2 электрического тока в цепи электропитания спирали 2(3), например к измерительному трансформатору (фиг.4).
К выходу АРЧ (24, 25) подключены провода 13, 14. Между АРЧ и спиралью 2 в провод 14 (фиг.4) или в провод 13 (на чертеже не показано) дополнительно вмонтирована электрическая емкость (конденсатор) С, так что емкость С, собственная индуктивность L спирали 2 и ее собственное активное сопротивление R образуют последовательную R, L, C электрическую цепь с собственной частотой ω0 свободных колебаний [23, с.316-317]:

при этом значение С подбирают так, чтобы значение ω0 было близким к ω сетевого питания.
Регулятор 23 напряжения включает в себя задатчик (уставку) температуры (на чертежах не показан), с помощью которого устанавливается заданная для работы СБ 1 температура наружного его слоя (наружной поверхности - спирали 2).
Заявляемый как предлагаемое изобретение способ электрического нагрева реализуется следующим образом.
На звездочку 21 передается вращающий момент от передач и привода (на чертежах не показаны) и СБ1 вращается вместе с цапфами 16 и 17, в подшипниках 20, относительно станины 18. Ось 12, удерживаемая стопором 19, неподвижна и, при вращении СБ 1, подвижные контакты 9 скользят по неподвижным 11А(11Б), обеспечивая надежное электрическое соединение концов 2А(2Б) спирали 2 с электропроводами 13 и 14. Электрическое напряжение от сети переменного тока и собственное сопротивление R спирали 2 вызывают электрический ток, протекающий по спирали, нагревающий ее во время вращения.
Два слоя СБ1, одним из которых является корпус 1А(1Б), а другим - непосредственно электронагреватель, является спираль 2, обеспечивают достижение первого технического результата - устраняют конструктивную и технологическую сложность прототипа.
При расположении витков спирали 2 (фиг.1, 3) на корпусе 1А(1Б) вплотную друг к другу высушиваемые нити ткацкого навоя не защемляются между ними.
Отсутствие необходимости дополнительного наружного слоя не только упрощает способ, но и уменьшает теплопотери на сушку, покольку не тратится энергия на нагрев промежуточного слоя между спиралью 2 и ткацким навоем (на чертежах не показан).
Размещение токосъемников (9, 11А и 9, 11Б) внутри СБ1 позволяет обеспечить достижение второго технического результата - устранить опасность обслуживания шлихтовальной машины. Возможность искрения при скольжении контактов 9 по неподвижным 11А(11Б), в закрытом цапфами 16, 17 объеме, не вызывает пожароопасной ситуации. Наружная пыль не проникает внутрь СБ1, а огонь не может возникнуть из-за недостатка воздуха.
Нагрев спирали 2 осуществляется следующим образом.
При подаче электрического напряжения через авторегулятор напряжения 23 на АРЧ 24,25 блоком АПЧ 25 меняет частоту ω напряжения на выходе преобразователя ТПЧ 24, подающегося в RLC цепь спирали 2. АПЧ 24 работает на максимум величины тока с датчика Д2, поэтому частота ω менятся, приближаясь к ω0(ω→ω0). При этом напряжение в RLC цепи возратает, достигая максимального значения, согласно [23, стр.317, пример 8, рис. 19-15б], при ω=ω0. Нарастание напряжения сопровождается нарастанием электрического тока в цепи (без увеличения сетевого напряжения), значения которого непрерывно регистрируются датчиком Д2, осуществляя контроль изменения частоты напряжения блоком АПЧ 25 и преобразователем ТПЧ 24 (фиг.4), которые удерживают в автоматическом режиме ω≅ω0.
Так же одновременно с изменением ω и увеличением напряжения и тока в RLC цепи увеличивается температура спирали 2, значения которой непрерывно регистрируются термодатчиком Д1, который посредством управляющего входа регулятора 23 уменьшает напряжения питания ТПЧ 24, удерживая заданную температуру наружного слоя (спирали 2). Эта температура устанавливается задатчиком (уставкой) регулятора 23 (на чертежах не показано).
Поэтому процесс разогрева спирали 2 сопровождается, с одной стороны, резким нарастанием электрического тока в ней (и, следовательно, температуры) при работе АРЧ (24, 25), а, с другой стороны, - резким уменьшением напряжения на выходе регулятора 23 для удержания заданной температуры. Эти процессы протекают одновременно.
Согласно результатам, изложенным в [23 с.317, пример 8], такая схема дает выигрыш в напряжении до 74 раз.
Следовательно, создав R, L, С-цепь с собственной частотой ω0, включающую в себя и спираль 2, автоматически изменяя частоту ω электронапряжения ее питения так, что ω≅ω0 и, одновременно, удерживая заданную температуру - обеспечивают уменьшение энергоемкости нагрева в десятки раз, чем обеспечивается достижение третьего технического результата в заявляемом способе: значительное снижение энергоемкости. Авторегулятор 23 с термодатчиком Д1 и авторегулятор частоты (24, 25) с датчиком тока Д2 образуют систему автоматического регулирования и удержания температуры наружного слоя СБ1. Эта система автоматически удерживает заданную температуру наружной поверхности СБ1, а, следовательно, и параметры сушки навоя при изменении его влажности (при изменении теплосъема с поверхности барабана).
Этим достигается четвертый технический результат предлагаемого изобретения, а именно обеспечивается автоматический контроль и удержание заданной температуры сушки.
Немаловажным является то, что при таком способе нагрева (рабочая температура спирали 2 не должна превышать 140-150°С) сама спираль не может перегореть, особенно во время включения электропитания.
Этим существенно повышается надежность и долговечность работы способа и самого барабана в составе шлихтовальной машины.
При изготовлении корпуса 1Б СБ1 электропроводным (металлическим) спираль 2 приобретает собственную электрическую емкость С0. Эта С0 образуется обкладками конденсатора: корпус 1Б (фиг.3) и лента 3 (фиг.3), в котором диэлектриком является электроизоляция 4 спирали 2. В этом случае величина добавочной электроемкости С может быть значительно меньше. Меньшими будут и ее размеры, тем самым уменьшаются и габаритные размеры самой RLC цепи.
Источники информации.
1. Техническое описание и инструкция по монтажу и наладке машины ШБ 11/180-К-3М-2. Изд. завод «Вичугмаш», г.Вичуга Ивановский обл., 1992 г.
2. Патент России №2037588, кл. Д06В 21/00, опубл. 19.06.95.
3. Патент США №4949475, кл. F26В 13/16, 21.08.1990.
4. Патент Великобритании №1238757, кл. F26B 13/14.
5. Авторское свидетельство СССР №1605085, кл. F26B 13/06, опубл. 1991 г.
6. Авторское свидетельство СССР №579689, кл. F26B, опубл. 1979 г.
7. Патент США №4683015, кл. F26B 3/24, 1987.
8. Авторское свидетельство СССР №118224, кл. F26B, 1972 г.
9. Патент России №2027131, кл. F26B 13/14, опубл. 20.01.95.
10. Патент России №2137996, кл. F26B 13/14.
11. Авторское свидетельство СССР №90517, кл. F26B 13/14 (заявлено 20.08.1948 г., опубл. 1959 г.).
12. Авторское свидетельство СССР №220744, кл. D21F 5/02, 1952 г.
13. Патент Великобритании №2227823А, кл. F26B 13/14.
14. Авторское свидетельство СССР №731234, кл. F26B 13/18, опубл. 30.04.80.
15. Патент России №2177129, кл. F26B 13/18, опубл. 20.12.2001.
16. Авторское свидетельство СССР №514177, кл. F16B 13/18, опубл. 15.05.76.
17. Патент ФРГ №1226287, НКИ 39а3 7/14, 1966 г.
18. Авторское свидетельство СССР №596795, кл. F26B 13/18, опубл. 05.03.78.
19. Дж. Орир. Физика, М., Изд. Мир, 1981 г., т.2 стр.417.
20. Дж. Орир. Физика, М., Изд. Мир, 1981 г., т.1 стр. 271.
21. Журнал "Textile Month", октябрь, 1995 г., "Elictrically Heated Roll", фирмы DELTA p. CORP.
22. Заявка на изобретение №2004123488/06 (025307) "Способ электрического нагрева сушильного барабана с многослойным цилиндрическим корпусом, например шлихтовальной машины", от 30.07.2004.
23. Дж. Орир. Физика, М., изд. Мир,1981., т.1.
24. Живетин В. В. Брут-Бруляко А. Б. Устройство и обслуживание шлихтовальных машин. М., Легпромбытиздат, 1988, 238 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СУШИЛЬНЫЙ БАРАБАН С ИНФРАКРАСНЫМ НАГРЕВАТЕЛЕМ | 2006 |
|
RU2355961C2 |
| СПОСОБ НАГРЕВА ВРАЩАЮЩИХСЯ СУШИЛЬНЫХ ТОНКОСТЕННЫХ ЦИЛИНДРОВ ЭЛЕКТРОМАГНИТНЫМ ИЗЛУЧЕНИЕМ ИЗНУТРИ | 2010 |
|
RU2431793C1 |
| СПОСОБ НАГРЕВА ВРАЩАЮЩЕГОСЯ ТОНКОСТЕННОГО СУШИЛЬНОГО ЦИЛИНДРА ИЗЛУЧЕНИЕМ ИЗНУТРИ, НАПРИМЕР, ДЛЯ ШЛИХТОВАЛЬНОЙ МАШИНЫ | 2015 |
|
RU2600660C1 |
| СПОСОБ НАГРЕВА СУШИЛЬНОГО БАРАБАНА ШЛИХТОВАЛЬНОЙ МАШИНЫ ИЗНУТРИ ЛИНЕЙНЫМИ ИСТОЧНИКАМИ ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ ОГРАНИЧЕННОЙ ДЛИНЫ | 2005 |
|
RU2300589C1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НАГРЕВА СУШИЛЬНОГО БАРАБАНА С МНОГОСЛОЙНЫМ ЦИЛИНДРИЧЕСКИМ КОРПУСОМ, НАПРИМЕР, ШЛИХТОВАЛЬНОЙ МАШИНЫ | 2004 |
|
RU2282802C2 |
| СПОСОБ НАГРЕВА ЖИДКОСТИ В ВЕРТИКАЛЬНО УСТАНОВЛЕННОЙ НЕПОДВИЖНОЙ ЕМКОСТИ С ПЛОСКИМ ДНИЩЕМ, ВЫСОТА КОТОРОЙ БОЛЬШЕ РАЗМЕРОВ ДНИЩА | 2010 |
|
RU2442935C1 |
| СПОСОБ НАГРЕВА СУШИЛЬНОГО БАРАБАНА, НАПРИМЕР ШЛИХТОВАЛЬНОЙ МАШИНЫ | 2004 |
|
RU2269730C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАСТВОРОВ В ВЕРТИКАЛЬНОЙ ЕМКОСТИ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ, НАГРЕВАЕМОЙ, В ОСНОВНОМ, СО СТОРОНЫ ДНИЩА, НАПРИМЕР ДЛЯ РАБОТЫ ШЛИХТОВАЛЬНОЙ МАШИНЫ ТКАЦКОГО ПРОИЗВОДСТВА | 2012 |
|
RU2505752C2 |
| Способ непрерывной вулканизации длинномерной ленты из сырой резины или каучука на каландре | 2015 |
|
RU2610863C1 |
| СПОСОБ НАГРЕВА СУШИЛЬНОГО БАРАБАНА ШЛИХТОВАЛЬНОЙ МАШИНЫ ИЗНУТРИ ТОЧЕЧНЫМИ ПО СРАВНЕНИЮ С РАЗМЕРАМИ САМОГО БАРАБАНА ИСТОЧНИКАМИ НАПРАВЛЕННОГО ИНФРАКРАСНОГО ИЗЛУЧЕНИЯ | 2005 |
|
RU2302593C1 |
Способ электрического нагрева наружной поверхности сушильного барабана шлихтовальной машины относится к технологии сушки длинномерных материалов: влажного текстильного полотна, ткацкого навоя после шлихтовки, бумаги, ткани, а также для нагрева пленочных материалов, касающихся или охватывающих вращающиеся цилиндрические поверхности, и для сушки текстильных изделий. В способе барабан выполняют двухслойным, превращая наружный слой в электронагреватель, образованный спиралью из плоской электропроводной ленты. Витки спирали плотно поджимают друг к другу, а концами через токосъемник и регулятор параметров электропитания ее подключают к электрической сети. Токосъемник размещают внутри барабана, а преобразователь составляют из авторегулятора напряжения с датчиком температуры спирали и из авторегулятора частоты с датчиком электротока в спирали, предварительно включив в цепь ее питания дополнительно электроемкость. Используя электромагнитный резонанс и автоматически изменяя частоту и напряжение электропитания спирали, непрерывно поддерживают ее заданную температуру. Изобретение должно обеспечить устранение конструктивной и технологической сложности изготовления и сборки барабана, уменьшение энергоемкости нагрева в десятки раз. 4 ил.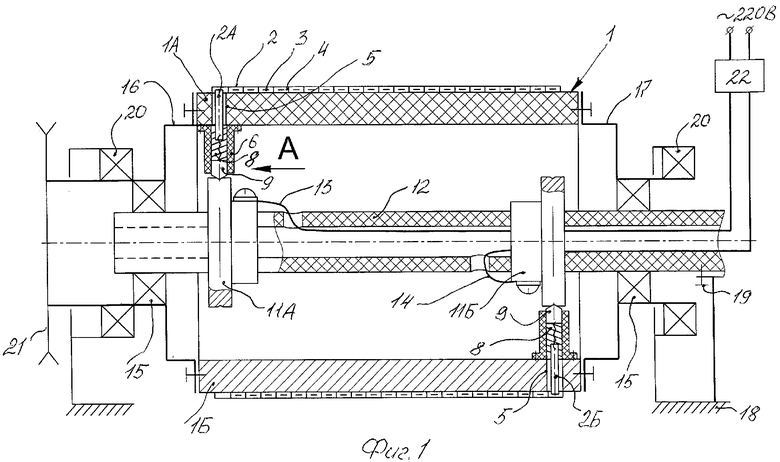
Способ электрического нагрева наружной поверхности сушильного барабана, в котором барабан выполняют многослойным, превращая один из слоев в электронагреватель, выполняя этот слой в виде электропроводной и электроизолированной плоской ленты, формируя ее в виде цилиндрической спирали с равномерно расположенными витками вдоль ее оси, концы которой электрически соединяют посредством токосъемника через регулятор параметров электропитания к электрической сети переменного тока, отличающийся тем, что барабан выполняют двухслойным, наматывая спираль на корпус барабана с плотным прилеганием витков друг к другу, беззазорно, превращая наружную поверхность нагревателя в нагреваемую наружную поверхность барабана, при этом используя собственное активное электрическое сопротивление R спирали и собственную электрическую индуктивность L спирали, присоединяют к ней дополнительно и последовательно электрическую емкость С и трансформируют R, L электрическую цепь нагревателя (спирали) в R, L, C цепь с собственной частотой ω0 свободных электромагнитных колебаний, автоматически поддерживая частоту со переменного тока питания равной или близкой к ω0, так что ω≅ω0, непрерывно измеряя величину электрического тока в цепи и одновременно поддерживают заданную температуру спирали (наружной поверхности), автоматически регулируя напряжение питания цепи, непрерывно измеряя температуру спирали снаружи, кроме этого регулятор составляют, последовательно соединяя электрически авторегулятор частоты и авторегулятор напряжения, причем управляющий вход авторегулятора частоты электрически соединяют с датчиком тока в цепи, а управляющий вход авторегулятора напряжения аналогично соединяют с датчиком температуры наружной поверхности барабана, помимо этого сетевое питание подают на вход авторегулятора напряжения, выход которого электрически соединяют со входом авторегулятора частоты, а электроемкость С и спираль подключают к выходу авторегулятора частоты последовательно, при этом токосъемник размещают внутри корпуса барабана.
| 0 |
|
SU200495A1 | |
| СУШИЛКА ДЛЯ ДЛИННОМЕРНЫХ ВОЛОКНИСТЫХМАТЕРИАЛОВ | 1972 |
|
SU434239A1 |
| Устройство для сушки и термообработки движущихся нитей | 1978 |
|
SU744198A1 |
| Устройство для сушки рулонных материалов | 1982 |
|
SU1032299A1 |

