Предлагаемое изобретение относится к резинотехническому производству и может быть реализовано для непрерывной вулканизации широких лент из подготовленной сырой резины, натурального или синтетического каучука, которые далее в тексте будут называться (для сокращения текстового материала) лентой. Термин «лента» в дальнейшем будет означать заготовку для вулканизации в виде длинномерной ленты большой ширины от 1 до 2 метров и небольшой толщины от 1 до 50 миллиметров.
1. Уровень техники
Известны различные способы и устройства вулканизации (непрерывные и циклические), которые изложены в источнике [1]. Их основным и существенным недостатком является чрезмерно высокая энергоемкость. Это обусловлено использованием для нагрева в процессах и устройствах технологического пара под высоким давлением (до 10-12 атм), который предварительно нагревают до 150-170°C. При этом тепловая энергия пара расходуется на нагрев посредством теплообмена конвекцией нерабочих поверхностей деталей, осуществляющих вулканизацию. Затем, тепловая энергия расходуется на нагрев рабочих поверхностей, непосредственно взаимодействующих с лентой, посредством теплообмена теплопроводностью через тело между нерабочей и рабочей поверхностями.
Известен способ непрерывной вулканизации в туннельной вулканизационной камере, заполненной ферритовым порошком [2], в котором на порошок воздействуют внешним электромагнитным полем от электромагнитов, установленных вдоль камеры. В данном техническом решении необходимо использовать средства для создания натяжения ленты. При этом реализация способа существенно усложняется.
Данный недостаток устраняется в способе непрерывной вулканизации, в котором ферритовый порошок под м силовых линий электромагнитного поля образует замкнутый корпус [3]. Недостатком данного способа является малая производительность. Вулканизация ленты производится в одном (из двух) туннелей, так как другой используется лишь для циркуляции теплоносителя (которым является пар) по замкнутому контуру.
Известен способ непрерывной вулканизации ленты в туннелях одновременно [4], в котором дополнительно используют привод пульсирующего перемещения теплоносителя вдоль туннелей по замкнутому контуру. Сам привод выполнен в виде размещенного на наружной поверхности замкнутого контура электромагнитов, которые установлены в направлении перемещения теплоносителя. При этом дополнительно установлен экструдер на выполненном в свободном конце другого туннеля входе. При этом существенно усложняется реализация операций способа и запуска его в работу.
Известен способ непрерывной вулканизации ленты в ванне с жидким теплоносителем с механизмами погружения и транспортирования ленты [5]. Транспортирующее устройство выполнено в виде ленточного транспортера, установленного над ванной. В данном способе отсутствуют операции для изменения положений участков транспортерной ленты в поперечном направлении при вулканизации профильной ленты типа ободной ленты. Поэтому способ имеет ограниченные функциональные возможности.
Известен способ непрерывной вулканизации, в котором данный недостаток частично устраняется, т.е. возможна вулканизация ободных лент. Это обеспечивается тем, что механизм погружения и транспортирования длинномерной ленты снабжен, дополнительно, продольными боковыми (относительно ленточного транспортера) направляющими, взаимодействующими с лентой транспортера, которая выполнена с боковыми поперечными прорезями. Это небольшое расширение функциональных возможностей - существенно усложняет устройство для реализации способа и выполнение основных операций.
Помимо указанных недостатков аналогов, приведенных выше, все они имеют общий, наиболее существенный недостаток - чрезвычайно высокий расход тепловой энергии на теплопередачу конвекцией и теплопроводностью. Этот недостаток присущ и аналогам, изложенным в материалах [7-24].
Близким, по конструкции, является способ непрерывной вулканизации длинномерной ленты [1, с. 476-480] на каландре, который, технологически, содержится в конструкции непрерывного вулканизатора типа «Ротокюр» фирмы «Френсис Шоу» [1, с. 479, рис. 13.23, 13.24]. Технологическая схема самой вулканизации (как часть рисунка 13.24, с. 479 [1]) представлена на фиг. 1 материалов данной заявки. На фиг. 1а) и 1б) представлена технологическая схема самого вулканизатора. Здесь обозначено: 1 и 2, соответственно, нижний и верхний прижимные цилиндры, 3 - вулканизирующий каландр (тонкостенный вращающийся нагреваемый паром цилиндр длиной 2 м, рабочей длиной 1,6 м, ∅ 1 м, толщина стенки 65 мм), 4 - натяжной цилиндр, 5 - бесконечная, стальная, плетеная, обрезиненная сетка, 6 – лента, поступающая на вулканизацию, 6.1 - свулканизированная резиновая лента (готовая лента), поступающая на накатное устройство (на фиг. 1 не показано), n1-n4 - частота вращения, соответственно, прижимных цилиндров 1, 2, каландра 3, натяжного цилиндра 4. На фиг. 1а), б) не показано: вращающий привод каландра 3 и система подачи пара в каландр 3 с одновременным сливом конденсата. Не показана также гидравлическая станция натяжения (горизонтального перемещения оси натяжного цилиндра 4) сетки 5. Усилие F (фиг. 1а)) натяжения сетки 5 составляет около 100 тонн.
Частота вращения каландра 3 n3 достигает 2 об/мин, поэтому, вращаясь на малой скорости, каландр перемещает охватывающую его сетку 5, и посредством нее приводит во вращение прижимные цилиндры 1 и 2, а также натяжной цилиндр 4.
Способ, реализуемый этим устройством, позволяет непрерывно вулканизировать ленту, прижатую сеткой 5, к нагретой поверхности каландра 3 (фиг. 1, рис. 1б), поз. А). Наиболее существенным недостатком данного способа является высокий расход тепловой энергии на нагрев каландра паром и малая производительность. Первый недостаток обусловлен так же, как и в выше приведенных аналогах, расходом этой энергии на нагрев конвекцией всей внутренней поверхности каландра и на нагрев теплопроводностью от внутренней поверхности к внешней. При этом расход на теплопроводность существенно больше, чем, например, у шлихтовальных машин (далее ШМ) текстильного производства [25]. Это связано с толщиной цилиндрической стенки сушильных барабанов ШМ, которая соответствует 3 мм, тогда как у каландра 3 толщина этой стенки равна 65 мм, т.е. в 20 раз больше.
В процессе теплопередачи теплопроводностью через стенку расход (затраты) энергии соответствуют (1)
λ - теплопроводность; δ - толщина стенки; А - площадь поверхности стенки; t1-t2 - температурный напор. В этом выражении (1) λ/δ является тепловой проводимостью. Сравнивая δ=3 мм и 65 мм, видим, что при нагреве каландра 3 расходуется в 21,7 больше тепловой энергии, чем при нагреве сушильного цилиндра. Большая тепловая проводимость существенно увеличивает и время нагрева каландра 3. Это объясняет и второй недостаток известного способа.
Так, например, использование непрерывного способа вулканизации ленты из сырой резины на каландре в производстве Ярославского завода резинотехнических изделий дает следующие затраты тепловой энергии пара. Пар непрерывно подается в каландр с температурой 170°C и давлением 12 атм. При таком давлении, удельная энтальпия пара (в секунду) составляет 2887 кДж/кг, а плотность пара - 4,113 кг/м3 [42]. Внутренний объем каландра (при толщине стенки 65 мм) и длине 1700 мм составляет 1,01 м3, а количество пара внутри - 4,154 кг. За 1 час (время нагрева наружной цилиндрической поверхности до 150°C) сквозь каландр проходит 3600*4,154=14954,4 кг пара. При известной энтальпии он выделяет энергии 2887*14954,4=43173352,8 кДж. Из физики известно, что, энергетически, 1 Дж=0,278*10-6 кВтч, 1 кДж=0,278*10-3 кВтч. Следовательно, за час нагрева каландра паром расходуется 43173352,8*0,278*10-3=12002 кВтч или более 12 мегаватт-часов. Это важно знать для оценок электрического нагрева каландра.
Известны, также, способы предварительного нагрева ленты инфракрасным излучением или высокочастотным излучением. Об этом написано в источнике [1, с. 478], но конкретных схем или чертежей не приведено.
Известны способы нагрева сушильных цилиндров направленно-фокусированным излучением в ближней инфракрасной области (далее НИКИ) изнутри [26-35]. В этих способах излучатели НИКИ неподвижно установлены внутри цилиндра на неподвижной центральной оси. Точечные, по сравнению с размерами цилиндра, излучатели НИКИ выполнены из ламп типа ИКЗ (ИКЗ-175, ИКЗ-250, ИКЗ-500), которые являются лампами накаливания с зеркальным отражателем внутри колбы [31]. Линейные излучатели НИКИ ограниченной длины выполнены из трубчатых ламп накаливания с присоединенным к ней внешним отражателем [32]. Излучателем является трубчатая лампа 18 ([26], фиг. 3) в отражателе 19 ([26], фиг. 3). В этих способах излучатели располагают вблизи внутренней цилиндрической поверхности так, что излучение НИКИ от ламп и отражателей направлено на поверхность перпендикулярно (по нормали). Вдоль длины образующей цилиндра или барабана излучатели располагают с равномерным зазором относительно друг друга. Точечные излучатели располагают вдоль оси цилиндра или барабана без зазоров [35], при этом не требуются электрические патроны для электрически параллельного соединения ламп [36]. В этом источнике [36] изложен способ электрического соединения излучателей в плоских параллельных электропроводных шинах.
По окружности, внутри цилиндра или барабана, ряды излучателей располагают в форме многолучевой звезды с одинаковым или не одинаковым расстоянием между лучами по дуге окружности [27]. Излучатели нагревают всю вращающуюся внутреннюю цилиндрическую поверхность в разы эффективнее, чем при принудительной конвекции пара, причем только цилиндрическую поверхность, как показано ниже, в формуле (2) [37].
 ;
;
где CПР - приведенный коэффициент излучения;
AПР - приведенная площадь поверхностей излучателя и поглотителя;
Т - абсолютная температура, K.
Плотность потока излучения АЧТ: Е=С*(Т/100)4, (Вт/см2), CПР=5,68 Вт/(см2*K4).
Это из закона четвертой степени Стефана-Больцмана. Положение максимума на шкале спектра определяется законом смещения Вина: λmax=2898/Т (мкм).
Металлы, при температурах, на которых их максимальная плотность потока находится на длине волны менее 4 мкм, близки по свойствам к серым телам. Но общий поток излучения у них (у металлов) пропорционален 5-ой степени температуры
Е=ε*С*(Т/100)5, (Вт/см2), ε - степень черноты, λmax=2660/Т (мкм).
Лампы ИКЗ и КГТ [38] имеют спираль из вольфрама, температуру спирали 2500 K, ε≈0,7. Для этого случая, λmax=2660/2500=1,064 мкм, т.е. меньше 4 мкм. Следовательно, общая плотность потока излучения спирали Е=0,7*5,68*(2500/100)5=3,975*(25)5=38818359 Вт/см2 при номинальном напряжении 220 B и номинальной мощности 250 Вт для лампы ИКЗ-250.
Несмотря на гигантскую плотность излучения - она излучается на цилиндрическую поверхность только в площади расположения рядов излучателей. Точечные излучатели, типа ламп ИКЗ [38], излучают в круг, ограниченный диаметром колбы. Он для ламп ИКЗ-250, ∅ колбы = 127 мм.
Линейные (трубчатые) излучатели, типа ламп КГТ [38] имеют ∅ колбы (трубки) = 12-18 мм, а с отражателем (ширина излучателя и излучения) 36-40 мм. Т.е. на диаметре одной колбы лампы ИКЗ-250 может разместиться: 127 мм /40 мм =3 штуки ламп КГТ в отражателях. Однако в источниках информации [26-35] это не указано и не отмечено.
2. Таким образом, наиболее близким техническим решением (прототипом), к заявляемому техническому решению, является является способ непрерывной вулканизации длинномерной ленты [1, с. 476-480], который, технологически, содержится в конструкции непрерывного вулканизатора типа «Ротокюр» фирмы «Френсис Шоу» [1, с. 479, рис. 13.23, 13.24]. Технологическая схема этого способа приведена на рис. 1а, б. Согласно ему, лента 6 сырой резины поступает на цилиндр 1, захватывается сеткой 5 и подается в зажим между сеткой 5 и нагретым каландром 3. Каландр 3 непрерывно нагревается паром и монотонно вращается с частотой 2 об/мин увлекая за собой ленту 6 сырой резины, прижатую с каландру 3 сеткой 5. Перемещаясь и прижимаясь к поверхности каландра 3, лента 6 нагревается и, под воздействием температуры и давления сетки 5, вулканизируется, превращаясь в готовую свулканизированную ленту 6.1. Лента перемещается по ходу движения сетки 5 на накатку в рулон (схема накатки не показана).
Толщина стенки каландра - 65 мм. При внешнем диаметре 1000 мм, каландр нагревается до температуры 125°C за 3-3,5 часа при линейной скорости вращения на ∅ 1000 мм (радиус 500 мм, ω=0,2093 рад/с) V3=50*0,2093=10,465 см/с ≈10,5 см/с ≈630 см/мин или 6,3 м/мин.
При этом известны способы нагрева внутренней цилиндрической поверхности посредством НИКИ [26-35], в которых ряды излучателей размещены на большом угловом расстоянии друг от друга по окружности. Малое количество рядов внутри, например, цилиндра позволяет нагреть его наружную поверхность до 200°C за 15 мин, если толщина цилиндрической стенки составляет 5-10 мм [35]. Этот источник информации [35], как способ нагрева, принят в качестве второго прототипа.
При толщине 65 мм, такое размещение излучателей не нагревает наружную цилиндрическую поверхность даже на 50°C выше окружающего воздуха.
Следует обратить внимание, что лента 6 на рис. 1 охватывает в процессе вулканизации  длины окружности каландра 3.
длины окружности каландра 3.
Поэтому прототип может выглядеть следующим образом.
Способ непрерывной вулканизации длинномерной ленты из сырой резины или каучука на каландре, в котором эту ленту непрерывно прижимают к наружной цилиндрической поверхности толстостенного каландра на длине его окружности, который нагревают изнутри излучателями НИКИ, которые размещают неподвижно внутри каландра на небольшом расстоянии от внутренней цилиндрической поверхности так, что излучение излучателей направлено эту поверхность, причем питание излучателей осуществляется от выхода авторегулятора «напряжение-температура», а температуру наружной цилиндрической поверхности контролируют датчиком температуры, подключенным к управляющему входу авторегулятора, причем каландр вращают монотонно (с постоянной скоростью).
В основные цели предполагаемого изобретения (по сравнению с прототипом) входит получение следующих технических результатов.
1. Увеличение скорости нагрева наружной цилиндрической поверхности каландра.
2. Существенное уменьшение затрат энергии на нагрев.
3. Обеспечение более высоких температур в зоне контакта ленты с наружной цилиндрической поверхностью каландра.
4. Увеличение производительности в процессе вулканизации.
3. Причины, препятствующие получению технических результатов.
3.1. Медленная скорость нагрева обусловлена большой толщиной цилиндрической стенки каландра.
3.2. Большие затраты энергии на нагрев обусловлены малой скоростью вращения каландра. Тепло от нагретого рядом излучателей участка поверхности быстро уходит по мере перемещения этого нагретого участка к следующему ряду излучателей.
3.3. При размещении излучателей равномерными или неравномерными рядами относительно внутренней цилиндрической поверхности - они не могут обеспечить равномерный нагрев всей площади наружной цилиндрической поверхности каландра на длины окружности под слоем вулканизируемой ленты.
3.4. Малая производительность обусловлена малой скоростью вращения каландра из-за малой (недостаточной) температуры его наружной цилиндрической поверхности.
4. Признаки прототипа, совпадающие с заявляемым предполагаемым изобретением.
Способ непрерывной вулканизации длинномерной ленты из сырой резины или каучука на каландре, в котором эту ленту непрерывно прижимают к наружной цилиндрической поверхности толстостенного вращающегося каландра на длине его окружности, который нагревают изнутри излучателями ИКИ, точечными по сравнению с размерами каландра, которые размещают неподвижно внутри каландра на небольшом расстоянии от внутренней цилиндрической поверхности так, что излучение излучателей направлено неравномерно эту поверхность, причем питание излучателей осуществляется от выхода авторегулятора «напряжение-температура», а температуру наружной цилиндрической поверхности контролируют датчиком температуры, подключенным к управляющему входу авторегулятора, причем каландр вращают монотонно (с постоянной скоростью) от понижающего редуктора с приводом от трехфазного асинхронного электродвигателя.
5. Задачами предлагаемого изобретения являются следующие технические результаты.
5.1. Увеличение скорости нагрева наружной цилиндрической поверхности каландра.
5.2. Существенное уменьшение затрат энергии на нагрев.
5.3. Обеспечение более высоких температур в зоне контакта ленты с наружной цилиндрической поверхностью каландра.
5.4. Увеличение производительности в процессе вулканизации.
6. Эти технические результаты в заявляемом способе непрерывной вулканизации длинномерной ленты из сырой резины или каучука на каландре достигаются тем, что излучатели выполнены из ламп ИКЗ-500, которые размещают неподвижно в изогнутых по дуге окружности, коаксиальной окружности внутренней цилиндрической поверхности каландра, параллельных и электропроводных шинах, ближняя к внутренней цилиндрической поверхности из которых является фазной, а другая нейтральной, устанавливая лампы в шинах рядами вдоль образующей каландра и без зазоров в рядах, а сектор, ограничивающий каждую фазную шину по длине дуги, имеет центральный угол 90°, при этом внутри каландра устанавливают три комплекта парных шин с зазором 5-10 мм между лампами соседних шин, охватывая излучателями окружность с центральным углом, большим чем 270°, под слоем вулканизируемой ленты, при этом три нейтральные шины, закрепленные одна за другой по длине дуги на круглой диэлектрической оси, электрически соединены между собой, а датчик температуры выполняют в виде пирометра и размещают его неподвижно над наружной цилиндрической поверхностью каландра напротив средней из трех шин, а в процессе нагрева каландра до заданной температуры его вращают с большей скоростью, чем при поддержании заданной температуры.
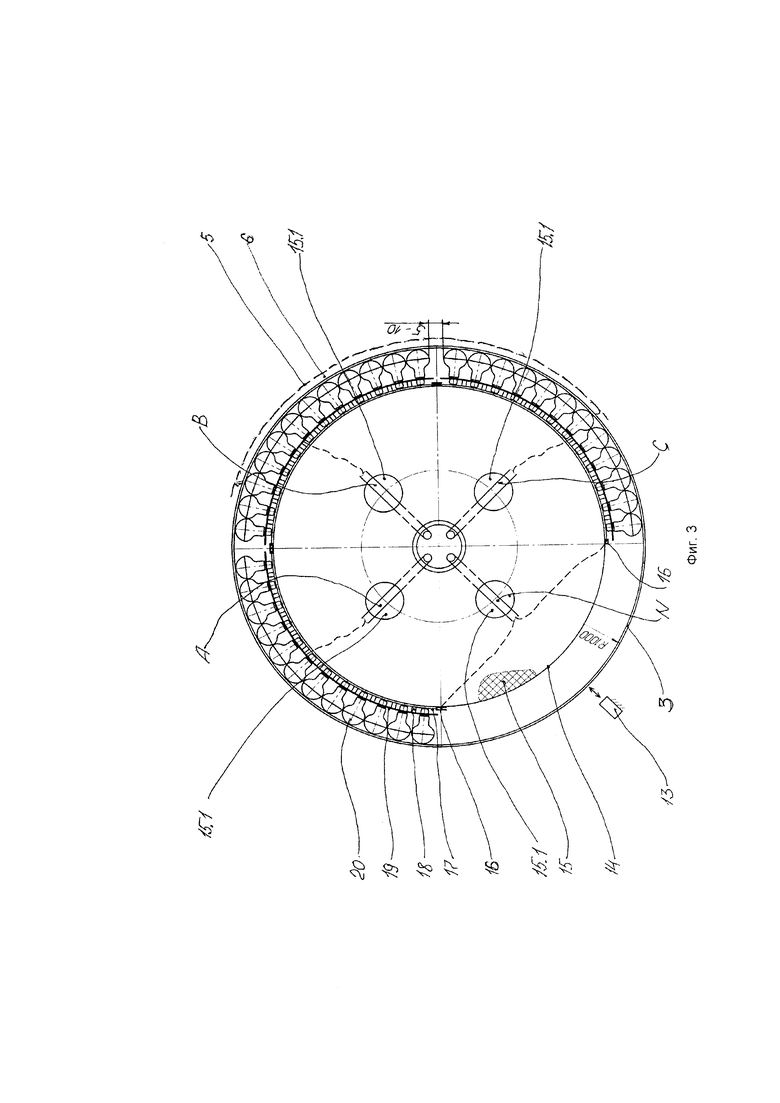
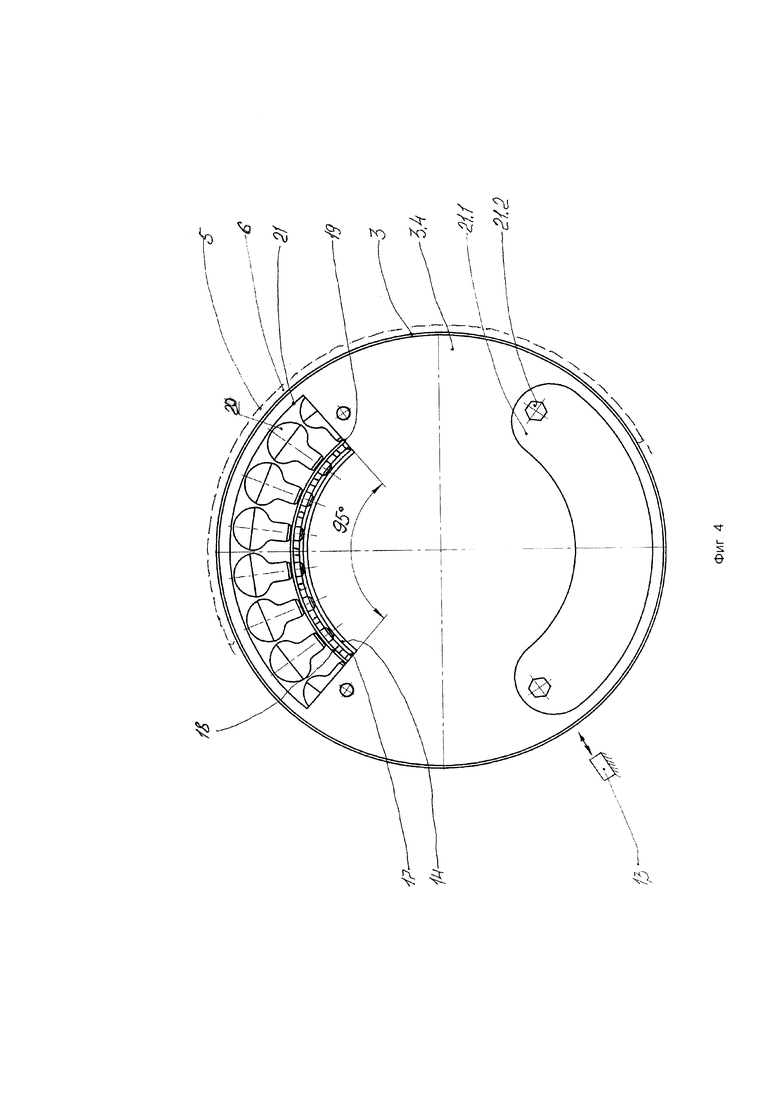
7. Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1, 2, 3 и 4 показаны схемы устройства, реализующего заявляемый способ. На фиг. 1 («а» и «б») представлены схемы и чертежи, относящиеся к прототипу [1, с. 476-480] в части реализации основных технологических операций; на фиг. 2 показана совмещенная кинематическая и электромонтажная схема заявляемого способа; на фиг. 3 показана схема поперечного разреза каландра 3; на фиг. 4 показана схема расположения окон в днище каландра 3 для загрузки шин с излучателями инфракрасного нагревателя внутрь каландра 3.
7.1. Устройство для реализации заявляемого способа состоит из следующих основных элементов.
На фиг. 1 и 2 общими элементами являются прижимные цилиндры 1 и 2, каландр 3, натяжной цилиндр 4. Оси 4.1 с подшипниками 4.2 (фиг. 2) П-образным кронштейном 4.3 с помощью тяги 4.4 присоединены к гидравлической станции натяжения (на схемах не показана), например, к штоку гидроцилиндра (на схемах не показаны). Гидравлически сетка 5 натягивается на цилиндрах 1, 2, 4 и на каландре 3 с общим усилием до 110 т (до 110000 кг). Лента, поступающая на вулканизацию, обозначена поз.6. свулканизированная на нагретом каландре 3 (между каландром 3 и сеткой 5) лента обозначена поз. 6.1. Частота вращения каландра n3=2 об/мин. Длина окружности каландра 3 при его наружном ∅ 1 000 мм составляет: π*∅ (3,14*1000)=3140 (мм) или 3,14 м. Линейная скорость движения наружной окружности каландра 3 вместе со слоем ленты 6 составляет (приблизительно) 6,28 м/мин. Частоты вращения прижимных n1 и n2, а также натяжного n4 вала полностью зависят от n3.
На фиг. 2 показаны прижимные цилиндра 1 и 2, как одно целое, потому что в реальности (фиг. 1), они расположены один над другим. Здесь, дополнительно обозначены и показаны сплошное днище 3.1 каландра 3 со стороны привода, подшипники 3.2 цапф 3.3 и 3.5 каландра 3. Днище 3.4 с окнами 21 (фиг. 4) каландра 3 расположено со стороны электропитания (фазы А, В, С, N) инфракрасного нагревателя (далее - ИКН) внутри каландра 3.
Кинематической связью 7 цапфа 3.3 каландра 3 соединена с силовым выходом понижающего редуктора 8, который подключен к электродвигателю АИР 250 М8 мощностью 45 кВт, с частотой вращения вала 750 об/мин. Кинематической связью 10, цапфа 3.3 каландра 3 соединена, дополнительно, к валу дополнительного электродвигателя АИР 250 М8. Управление частотой вращения вала этого дополнительного электродвигателя осуществляется с помощью частотного преобразователя 11 - ESQ-1000-4T0450G/0550PR 45/55кВт 380-460 В [39], включенного в цепь питания электродвигателя.
Цапфа 3.5 каландра 3 выполнена полой и в нее пропущены электрические провода (фазные: А, В, С и нейтральный N) с силового управляемого выхода авторегулятора «напряжение-температура» 12 (далее по тексту - АРНТ), управляющий вход которого электрически подключен к датчику температуры 13. Датчик температуры 13 является пирометр CT-DS-E2005-01-A MID rus [40], размещенный неподвижно с зазором 5-10 мм относительно наружной поверхности (незанятой лентой 6 и 6.1), возможностью непрерывной регистрации температуры этой поверхности каландра 3.
Силовой вход АРНТ 12 подключен к трехфазной промышленной сети (фазы: a, b, c и нейтраль n) ~380 B.
На фиг. 3 показан поперечный разрез каландра 3 с ИКН (вид со стороны днища 3.4). ИКН выполнен похожим на ИКН из технического решения [35]. В заявляемом способе ИКН включает в себя круглую ось 14 из тонкостенной, алюминиевой, круглой трубы, торцы которых заглушены диэлектрическими стенками 15. Труба размещена так же, как и на фиг. 1 в [35]. Т.е. стенки 15 снабжены трубчатыми центральными цапфами, которыми труба 14 монтируется подшипниками в цапфах 3.3 и 3.5 каландра 3 (цапфы трубы 14 и их монтаж в цапфах каландра 3 не показаны). Стенки 15 (со стороны днища 3.4) снабжены четырьмя сквозными отверстиями 15.1. Через полую цапфу 3.5, через полую цапфу трубы 14 и через отверстия 15.1 пропущены провода N, А, В и С электропроводки от силового управляемого выхода АРНТ 12. К наружной поверхности трубы 14 вдоль образующих, на расстоянии 90 град, по дуге окружности прочно присоединены электропроводные П-образные направляющие 16, например, приваренные к трубе 14, одной из полок. Направляющие 16 прикреплены к трубе 14 так, что на расстоянии 90 градусов по дуге окружности, их пары обращены друг к другу открытыми концами. Таким образом, вдоль наружной окружности направляющие занимают сектор в 270 градусов, причем по краям этого сектора размещены по одной направляющей 16 вдоль образующих трубы, а в середине этого сектора (на расстоянии 90 градусов от крайних) по две шины 16 вдоль образующих трубы, соединенные между собой (сваренные) поперечиной.
В направляющие 16 вставлены нейтральные шины 17, выполненные из тонкого листа металла и выгнутые по дуге окружности, коаксиальной окружности трубы 14 или окружности внутренней поверхности каландра 3. Нейтральные шины прочно соединены одинаковыми по размерам диэлектрическими перегородками 18 с фазными шинами 19. Фазные шины 19 аналогичны по исполнению с нейтральными шинами 17.
Соединение фазных 19 шин с нейтральными 17, аналогично техническому решению [35, фиг. 2, 3, 4]. Таким образом, сборка фазных шин 19 с нейтральными 17 представляет собой пару изогнутых по дуге окружности, коаксиальных друг другу металлических (электропроводных) листа, разделенные друг от друга диэлектрическими перегородками 18 (далее по тексту - пара шин). Снаружи трубы 14 в направляющих 16 внутри каландра 3 устанавливают три пары шин 17, 19, которые занимают длины окружности трубы 14. Пары шин 17 и 19 (в радиальной плоскости) выполнены в форме кольцевого сегмента с центральным углом 90-93 градуса.
Перед установкой пар шин 17 и 19 внутрь каландра 3 на трубу 14, в шины 19 устанавливают ряды инфракрасных излучателей НИКИ 20 из ламп ИКЗ-500. Их устанавливают аналогично техническому решению [36], рядами без зазоров вдоль образующей шины 19 и равномерными рядами без зазоров по дугам окружности шин 19. Пары шин 17, 19 с излучателями 20 устанавливают в направляющие 16 на трубе 14 так, что зазор между колбами ламп 20 и внутренней цилиндрической поверхностью каландра 3 не превышает 7 мм.
На фиг. 4 показано, что внутри каландра 3, со стороны днища 3.4, через окна 21 в днище 3.4 (фиг. 4) фазные провода А, В, С закреплены на фазных шинах так же, как и в техническом решении [35], а нейтральный провод N присоединен к крайним направляющим 16. В данном техническом решении в днище 3.4 выполнены два, диаметрально противоположно расположенных окна 21. Эти окна выполнены в форме кольцевых отверстий обрезанных радиально, с центральным углом между радиусами 95 градусов. Окна 21, при реализации способа, закрывают крышками 21.1, которые прикрепляют болтами 21.2.
Таким образом, в данном заявляемом способе ИКН состоит из двух частей. Одна - неподвижная, включает трубу 14, заглушенную стенками 15 с двух сторон, а стенки снабжены цапфами (на фигурах не показаны), причем цапфа со стороны днища 3.4 выполнена полой. Цапфами и подшипниками труба 14 установлена вдоль оси каландра 3 и снабжена средствами ее фиксации (на рисунках не показаны).
Другая часть - подвижная в том плане, что может быть вставлена через окно 21. Это пары шин 17 и 19 с лампами ИКЗ-500. Через одно из окон 21 нейтральной шиной 17 пара шин вставляется в направляющие 16 и фазный провод (например, А) закрепляется на фазной шине 19. Затем трубу 14 поворачивают вокруг оси на 90 градусов. Далее, через отверстие 21, в следующую пару направляющих 16 вставляется следующая пара шин 17, 19 и на фазной шине 19 закрепляют фазный провод, например В. Далее, таким же образом, устанавливают и третью пару шин, присоединяя фазу С. В данном способе все три нейтральные шины 17 электрически соединены с нейтральным проводом N. После установки трех пар шин с лампами ИКЗ-500, окна 21 в днище 3.4 закрывают крышками 21.1 и закрепляют болтами 21.2.
7.2. Реализация способа осуществляется следующим образом.
Сначала осуществляют сборку каландра. Вначале, трубу 14 со стенками 15 (с собственными цапфами) так же, как и в техническом решении [35] устанавливают внутри каландра 3 коаксиально ему с возможностью ограниченных поворотов трубы 14 с последующей ее фиксацией. Затем днище 3.4 прочно закрепляют на каландре 3 (например, болтами или на шпильках, которые не показаны на чертежах). Окна 21, в это время, открыты. Через одно из окон 21 пару шин 17 и 19 свободно вставляют в пару направляющих 16. Предварительно, поворачивая трубу 14, устанавливают ее так, что пара направляющих 16 размещаются напротив окна 21. После установки первой пары шин 17, 19 к фазной шине 19 электрически присоединяют (например, винтами или саморезами, которые не показаны на чертежах) фазный провод А. Затем, поворачивают ось 14 на 90° и вставляют в следующую пару направляющих 16, таким же образом, вторую пару шин 17, 19 и закрепляют на фазной шине 19 фазный провод В. Аналогично - устанавливают третью пару шин 17, 19 и закрепляют провод С. После этого, поворачивая трубу 14, устанавливают крайние направляющие 16 напротив окна 21 и прикрепляют нейтральный провод N к обоим крайним шинам 16. Далее, ось 14 поворачивают так, что лампы ИКЗ-500 в трех парах шин 17,19, направленные колбами радиально к внутренней цилиндрической поверхности каландра 3, охватывают сектор в окружности каландра 3 и размещены под слоем ленты 6 на каландре. Ось 14 фиксируют неподвижно, а окна 21 в днище 3.4 закрывают крышками 21.1 и закрепляют болтами 21.2. После этого, пирометр 13 устанавливают и закрепляют неподвижно напротив незанятой лентой 6 наружной цилиндрической поверхности каландра 3. Электропитание (А, В, С, N) электрически подключают к управляемому выходу АРНТ 12, пирометр 13 - к управляющему входу АРНТ 12, а силовой вход АРНТ 12 подключают к трехфазной промышленной сети (а, b, с, n) 380 B.
Начинают работу с того, что преобразователем частоты 11 задают частоту вращения 20 об/мин и включают электродвигатель 9, соединенный напрямую с цапфой 3.3 каландра 3. При этом ленту 6 не заправляют между сеткой 5 и каландром 3. С помощь АРНТ 12 задают температуру наружной цилиндрической поверхности каландра 3 в 200°C и включают АРНТ 12. В этот момент каландр 3 вращается в 10 раз быстрее, чем при вулканизации, вокруг неподвижной трубы 14, а лампы ИКЗ-500 работают в полный накал во всех трех комплектах пар шин 17, 19. В это время каландр с инфракрасным нагревателем работают на нагрев наружной цилиндрической поверхности каландра 3 до 200°C.
При вращении каландра 3 с частотой 20 об/мин (6280 см/мин м/мин), его внутренняя цилиндрическая поверхность проходит над участком трубы 14, который не занят лампами 20 (1/4 часть длины окружности или 3,14*100 см/4=78,5 см), проходит за 78,5/6280=0,0125 мин или за 0,75 с. За это время, участок каландра 3 над сектором без ламп не успевает охладиться больше чем на 0,3°C. Поэтому, каландр нагревается до 200°C за 17 мин, при этом общая мощность ИКН составляет 144 кВт или по 48 кВт на каждую фазу (4 лампы по дуге шины 19 и 12 ламп вдоль образующей каландра 3). Эта мощность выделяется ИКН в течение 17 мин (0,28 часа). В период нагрева каландра 3 расходуется электроэнергии 144*0,28=40,32 кВтч.
После нагрева каландра 3 электродвигатель 9 отключают и через кинематическую связь 10 вращающий момент не передается. В этот момент включают такой же электродвигатель 9 и через понижающий редуктор 8 с кинематической связью 7 продолжают вращать каландр с рабочей скоростью 2,5 об/мин. В это время на каландр 3 и сетку 5 подают заготовку ленты 6 на вулканизацию. В это же время АРНТ уменьшает напряжение в фазах ИКН до 95 B или в (220/95=2,32), в 2,32 раза поддерживая температуру 200°C, т.е. рабочий расход электроэнергии при вулканизации составляет (144 кВт/2,32) 62,1 кВтч. По сравнению с расходом 12002 кВтч тепловой энергии пара (см. стр. 2-4 данной заявки), расход энергии по данному способу вулканизации меньше (12002/62,1) в 193 раза.
7.3. Поставленные задачи в данном, предлагаемом, изобретении достигнуты следующим образом.
7.3.1. Увеличение скорости нагрева наружной цилиндрической поверхности каландра достигнуто существенным увеличением количества ламп ИКЗ-500 в изогнутых по дугам (коаксиально внутренней поверхности каландра 3) парах шин 17 и 19 и высокой скоростью вращения при разогреве. При более высокой скорости, кроме прочего, воздушная масса внутри каландра 3, нагреваясь от колб ламп ИКЗ-500, плотнее прижимается к внутренней цилиндрической поверхности каландра 3 и отдает ей больше тепла по всей поверхности. Из-за более высокой скорости вращения каландра 3 (в 10 раз), при его разогреве плотность воздуха вблизи стенки каландра 3 возрастает тоже в 10 раз.
7.3.2. Существенное уменьшение затрат энергии на нагрев обеспечивается работой АРНТ и трехфазного ИКН общей (номинальной) мощностью 144 кВт. В процессе рабочей вулканизации, при температуре 200°C наружной цилиндрической поверхности каландра 3 расходуется 62,1 кВтч электроэнергии, что в 193 раза меньше, чем при паровом нагреве.
7.3.3 Обеспечение более высоких температур в зоне контакта ленты с наружной цилиндрической поверхностью каландра обеспечивается за счет использования теплообмена излучением, что отражено в формуле (2) выше. Кроме этого, для нагрева используются лампы ИКЗ-500 с максимальным (среди ламп ИКЗ) диаметром колбы (излучения) - 134 мм. Эта лампа имеет и более массивную спираль, в двое больше, чем у ИКЗ-250. Поэтому, плотность ее излучения в два раза больше, чем посчитано для лампы ИКЗ-250 используя формулу (2).
7.3.4. Увеличение производительности в процессе вулканизации достигается на 0,5 м/мин. Вместо рабочей скорости вулканизации 2 м/мин, ее увеличивают до 2,5 м/мин, т.е. на 12.5%. Это обеспечивает обстоятельство, ранее отмеченное в работе [41], а именно то, что называется проникающим электромагнитным излучением в спектре НИКИ. В работе [41] показано, что для излучения в спектре НИКИ чугун и стали частично оптически прозрачны, т.е. 3-5% мощности излучения электроламп ИКЗ-500 проникает сквозь стенку каландра 3 без потерь и поглощается непосредственно сырой резиной (или каучуком) в процессе вулканизации.
Таким образом (и кроме того), данный заявляемый способ вулканизации позволяет (технологически) ускорить сам процесс вулканизации на каландре.
8. Источники информации
1. Машины и аппараты резинового производства. Под ред. Д.М. Барскова М., Химия, 1975, с. - 600.
2. SU 306023 МПК B29H 5/28, 1968.
3. Патент Швеции 336223, НКИ 39а6, 5/28, 1971.
4. SU 556045, МПК B29H 5/28, 1977.
5. Попов А.В., Соломатин А.В. Непрерывные процессы производства неформованных резиновых изделий. М., Химия, 1977, с. 113.
6. SU 823164, МПК B29H 5/72, 1981.
7. SU 351725, МКИ B29H 5/28, 1969.
8. SU 498178, МКИ B29H 5/28, 1974.
9. SU 1098821 А, МКИ B29H 5/28, 1984.
10. SU 171546, МКИ B29H 5/28, 1964.
11. SU 504671, МКИ B29H 5/28, 1974.
12. SU 1147580, МПК B29C 35/06, 1985.
13. SU 1098823, МКИ B29H 5/28, 1983.
14. SU 1162617 А, МКИ B29C 35/00, 1985.
15. SU 196291, МКИ B29C 35/05, 1966.
16. RU 2000937 C1, МКИ B29C 35/06, 1993.
17. SU 196241, МКИ B29C 35/06, 1966.
18. European Rubber Jomae, 1975? vol. 157, No 10, p. 18-40.
19. RU 2053119 C1, МКИ B29C 35/06, 1996.
20. RU 2053120 C1, МКИ B29C 35/06, 1996.
21. US 3299468, НКИ 425-174, 1967.
22. EP №0157956, Int. Cl. B29C 35/10, 1988.
23. RU 2077424 C1, МПК B29C 35/02, 1997.
24. RU 2457124 C2, МПК B60S 1/38, опубл. 27.07.2012.
25. Живетин В.В., Брут-Бруляко А.Б. Устройство и обслуживание шлихтовальных машин. М., Легпромбытиздат, 1988, 240 с.
26. RU 2263730, МПК D06B 15/00, 2005.
27. RU 2269730, МПК F26B 13/18, 2006.
28. RU 2282802, МПК F26B 13/08, 2006.
29. RU 2287121, МПК F26B 13/08, 2006.
30. RU 2287122, МПК F26B 13/08, 2006.
31. RU 2302593, МПК F26B 13/18, 2007.
32. RU 2300589, МПК F26B 13/18, 2007.
33. RU 2313051, МПК F26B 3/34, 2007.
34. RU 2355961, МПК F26B 3/34, 13/08, 2009.
35. RU 2431793, МПК F26B 3/34, 2011.
36. RU 2556865, МПК H05B 3/00, 2015.
37. Нащекин В.В. Техническая термодинамика и теплопередача. М., «Высшая школа»,
1980, 469 с.
38. www.LISMA-GUPRM.RU
39. http://www.eti.su/price/elprivod/invertor/invertor_2424.html
40. http://www.tek-know.ru/nondestructive-inspection/pyrometers.html
41. Научно-технический отчет по гос. контракту №9388р/15156 от 30.05.2011 г. "Исследования мощностей направленного излучения, разработка опытного образца одномодульной туннельной печи с инфракрасным направленным нагревом", М., ЦИТ и С., № гос. регистрации 01201175832, 282 с.
42. http://www.fptl.ru/spravo4nik/sv-va_para.html
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева сырой ленты для её непрерывной вулканизации на каландре | 2015 |
|
RU2623563C2 |
| Способ непрерывной вулканизации ленты из сырой резины или каучука | 2016 |
|
RU2641280C2 |
| Способ получения горячих растворов в вертикальной ёмкости прямоугольного поперечного сечения, высота которой больше поперечных размеров | 2015 |
|
RU2611522C1 |
| СПОСОБ НАГРЕВА ВРАЩАЮЩИХСЯ СУШИЛЬНЫХ ТОНКОСТЕННЫХ ЦИЛИНДРОВ ЭЛЕКТРОМАГНИТНЫМ ИЗЛУЧЕНИЕМ ИЗНУТРИ | 2010 |
|
RU2431793C1 |
| СПОСОБ НАГРЕВА ЖИДКОСТИ В ВЕРТИКАЛЬНО УСТАНОВЛЕННОЙ НЕПОДВИЖНОЙ ЕМКОСТИ С ПЛОСКИМ ДНИЩЕМ, ВЫСОТА КОТОРОЙ БОЛЬШЕ РАЗМЕРОВ ДНИЩА | 2010 |
|
RU2442935C1 |
| СПОСОБ НАГРЕВА ВРАЩАЮЩЕГОСЯ ТОНКОСТЕННОГО СУШИЛЬНОГО ЦИЛИНДРА ИЗЛУЧЕНИЕМ ИЗНУТРИ, НАПРИМЕР, ДЛЯ ШЛИХТОВАЛЬНОЙ МАШИНЫ | 2015 |
|
RU2600660C1 |
| СПОСОБ НЕПРЕРЫВНОЙ СУШКИ ДИСПЕРСНЫХ (СЫПУЧИХ) МАТЕРИАЛОВ ВНУТРИ ВЕРТИКАЛЬНО УСТАНОВЛЕННОЙ ВРАЩАЮЩЕЙСЯ ЁМКОСТИ, НАГРЕВАЕМОЙ СНАРУЖИ ИЗЛУЧЕНИЕМ | 2015 |
|
RU2603212C1 |
| СПОСОБ НАГРЕВА ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ, НАПРИМЕР БИТУМА, В ЕМКОСТИ ДО ЖИДКОГО СОСТОЯНИЯ | 2011 |
|
RU2472838C1 |
| СПОСОБ НЕПРЕРЫВНОЙ СУШКИ ДИСКРЕТНЫХ МЕЛКИХ МАТЕРИАЛОВ ПОСРЕДСТВОМ НАПРАВЛЕННО-ФОКУСИРОВАННОГО ИЗЛУЧЕНИЯ В БЛИЖНЕЙ ИНФРАКРАСНОЙ ОБЛАСТИ | 2014 |
|
RU2568019C1 |
| СПОСОБ СУШКИ ДИСПЕРСНЫХ (СЫПУЧИХ) МАТЕРИАЛОВ ВНУТРИ ВЕРТИКАЛЬНО УСТАНОВЛЕННОЙ ЦИЛИНДРИЧЕСКОЙ ЁМКОСТИ, ДНИЩЕ КОТОРОЙ НАГРЕВАЮТ СНАРУЖИ НАПРАВЛЕННО-ФОКУСИРОВАННЫМ ИЗЛУЧЕНИЕМ В БЛИЖНЕЙ ИНФРАКРАСНОЙ ОБЛАСТИ | 2013 |
|
RU2549394C1 |
Изобретение относится к резинотехническому производству и может быть реализовано для непрерывной вулканизации широких лент из подготовленной сырой резины, натурального или синтетического каучука. Согласно способу непрерывной вулканизации длинномерной ленты из сырой резины или каучука на каландре, ленту непрерывно прижимают к наружной цилиндрической поверхности толстостенного вращающегося каландра на длине ¾ его окружности, который нагревают изнутри излучателями ИКИ, точечными по сравнению с размерами каландра. Излучатели размещают неподвижно внутри каландра на небольшом расстоянии от внутренней цилиндрической поверхности так, что излучение излучателей направлено неравномерно на эту поверхность. Питание излучателей осуществляется от выхода авторегулятора «напряжение-температура». Температуру наружной цилиндрической поверхности контролируют датчиком температуры, подключенным к управляющему входу авторегулятора. Каландр вращают монотонно с постоянной скоростью от понижающего редуктора с приводом от трехфазного асинхронного электродвигателя. Излучатели выполнены из ламп ИКЗ-500, которые размещают неподвижно в изогнутых по дуге окружности, коаксиальной окружности внутренней цилиндрической поверхности каландра, параллельных и электропроводных шинах. Сектор, ограничивающий каждую фазную шину по длине дуги, имеет центральный угол 90°. Внутри каландра устанавливают три комплекта парных шин с зазором 5-10 мм между лампами соседних шин, охватывая излучателями окружность с центральным углом, большим чем 270°, под слоем вулканизируемой ленты. Три нейтральные шины, закрепленные одна за другой по длине дуги на круглой диэлектрической оси, электрически соединены между собой. Датчик температуры выполнен в виде пирометра и размещают его неподвижно над наружной цилиндрической поверхностью каландра напротив средней из трех шин, а в процессе нагрева каландра до заданной температуры его вращают с большей скоростью, чем при поддержании заданной температуры. Изобретение обеспечивает повышение производительности процесса вулканизации. 4 ил.
Способ непрерывной вулканизации длинномерной ленты из сырой резины или каучука на каландре, в котором эту ленту непрерывно прижимают к наружной цилиндрической поверхности толстостенного вращающегося каландра на длине ¾ его окружности, который нагревают изнутри излучателями ИКИ, точечными по сравнению с размерами каландра, которые размещают неподвижно внутри каландра на небольшом расстоянии от внутренней цилиндрической поверхности так, что излучение излучателей направлено неравномерно на эту поверхность, причем питание излучателей осуществляется от выхода авторегулятора «напряжение-температура», а температуру наружной цилиндрической поверхности контролируют датчиком температуры, подключенным к управляющему входу авторегулятора, причем каландр вращают монотонно (с постоянной скоростью) от понижающего редуктора с приводом от трехфазного асинхронного электродвигателя, отличающийся тем, что излучатели выполнены из ламп ИКЗ-500, которые размещают неподвижно в изогнутых по дуге окружности, коаксиальной окружности внутренней цилиндрической поверхности каландра, параллельных и электропроводных шинах, ближняя к внутренней цилиндрической поверхности из которых является фазной, а другая нейтральной, устанавливая лампы в шинах рядами вдоль образующей каландра и без зазоров в рядах, а сектор, ограничивающий каждую фазную шину по длине дуги, имеет центральный угол 90°, при этом внутри каландра устанавливают три комплекта парных шин с зазором 5-10 мм между лампами соседних шин, охватывая излучателями окружность с центральным углом, большим чем 270°, под слоем вулканизируемой ленты, при этом три нейтральные шины, закрепленные одна за другой по длине дуги на круглой электропроводной оси, электрически соединены между собой, а датчик температуры выполняют в виде пирометра и размещают его неподвижно с зазором относительно наружной цилиндрической поверхностью каландра напротив средней из трех шин, а в процессе нагрева каландра до заданной температуры его вращают с большей скоростью, чем при поддержании заданной температуры.
| Машины и аппараты резинового производства | |||
| Под ред | |||
| Д.М | |||
| Барскова | |||
| М., Химия, 1975, С.-600 | |||
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ ДЛИННОМЕРНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 0 |
|
SU306023A1 |
| 0 |
|
SU336223A1 | |
| Способ непрерывной вулканизации прорезиненных тканей и агрегат для его осуществления | 1957 |
|
SU116606A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2077424C1 |

