Изобретение относится к стройиндустрии, а именно к заводскому изготовлению крупноразмерных ситалловых круглых труб, коробчатых конструкций и других сборных изделий, обладающих высокой прочностью, жаростойкостью, непроницаемостью, коррозионно-стойкостью и долговечностью.
Как показал мировой опыт, изготовление крупногабаритных ситалловых конструкций (а в данном случае речь идет об изделиях длиной до 12 метров и шириной до пяти метров) в существующих промышленных электрических и тем более газовых печах практически невозможно из-за неизбежного трещинообразования ситалла, снижающего его прочность до недопустимых пределов. При нормальной производительности известных печей максимальный размер ситаллового изделия практически не превышает 3 метров. В настоящее время очевидно, что для изготовления более крупных ситалловых конструкций требуется специальная печь.
В то же время сборные крупноразмерные конструкции из ситалла благодаря высоким диэлектрическим свойствам, прочности, коррозионностойкости, непроницаемости и долговечности, как следствие, и высокой экономичности остро необходимы для строительства в газонефтяной, нефтеперерабатывающей, транспортной, мелиоративной, атомноэнергетической, гидротехнической, жилищно-коммунальной, металлургической и другой промышленности. В отраслях, где коррозия определяет срок службы магистралей, металл нередко служит не более 15 лет, а в химических отраслях не более двух-трех лет.
Из крупноразмерных ситалловых трубчатых и коробчатых конструкций возможно строительство долговечных морских плаформ для добычи газа и нефти, морских пристаней, резервуаров для хранения нефтепродуктов, морских секционных танкеров, газгольдеров, коррозионностойких эстакадных труб для газо- и нефтеперерабатывающих заводов, ванн для кислот и щелочей, коррозионно-стойких цисцерн для железнодорожных перевозок и т.д.
Из труб и коробчатых конструкций возможно эффективное строительство колодцев, скважин, водонапорных башен, гидромелиоративных систем, закрытых систем для переброски питьевой воды в больших объемах и на большие расстояния, жилищно-коммунальное строительство водопроводных систем в городах и т.п.
Использование ситалловых конструкций может обеспечить ускоренное строительство:
- большепролетных ситалловых саркофагов для укрытия атомных электростанций (при заполнении ситалловых коробчатых конструкций перекрытия кварцевым песком радиация при выбросах становится для населения практически безопасной);
- коррозионно-стойких и радиационно-стойких систем трубопроводов для атомных электростанций;
- сейсмостойких крупноблочных жилых и административных зданий;
- разводки труб из ситалла в зданиях;
- огнестойких многоэтажных и одноэтажных гаражей;
- тоннельных переходов под дорогами в городах;
- большепролетных автодорожных, железнодорожных и городских мостов через судоходные реки и другие естественные препятствия;
- скоростных эстакадных магистралей;
- перекрытий металлургических и других цехов с тяжелым крановым оборудованием;
- морских эстакад и причалов;
- защитных дамб при возможном затоплении поселков от разлива рек, селевых потоков или от схода снежных лавин и многое другое.
Предлагаемая электропечь при определенной технологии изготовления изделий имеет максимальный уровень температур, не превышающий 1100°С, но требования к равномерности температур по всему объему сформованного изделия и ограничения по скорости нагревания и охлаждения сформованных изделий еще более высокие, чем у высокотемпературных печей (с температурой до 1750°С), предназначенных для обжига огнеупорных, как правило, некрупных материалов.
Формование (т.е. формообразование) изделий из ситаллового стекла осуществляется за счет расплава готового (гранулированного, порошкового, кускового и др.) ситаллового стекла в формах нагреванием его до температуры, не превышающей 1100°С. Словом, предлагаемые камерные электропечи не являются высокотемпературными, хотя по сути своей и прежде всего по требованиям к равномерности температурного поля ближе к камерным электропечам обжига огнеупорных изделий, чем к электропечам, предназначенным, скажем, для термообработки металла. Для металла, как известно, высокая скорость охлаждения не только не страшна, но часто желательна.
Задачей изобретения является создание такой промышленной камерной электропечи сопротивления, которая бы позволяла изготавливать ситалловые крупноразмерные круглые трубы, коробчатые конструкции и другие ситалловые изделия без микротрещин и с высокой производительностью. Для изготовления же крупноразмерных ситалловых конструкций нужна такая электропечь, которая бы отличалась от известных электропечей уникальными возможностями для управления температурным полем как во времени, так и во всем объеме синтезируемого ситалла.
Известна газовая печь камерного типа, предназначенная для обжига огнеупорных изделий, содержащая прямоугольную рабочую камеру с вертикальными гранями, образованными огнеупорной кладкой, ограниченную снизу и сверху выполненными из огнеупорных материалов фундаментом и сводом, имеющим отверстия для охаждения печи, газовые горелки, установленные в окнах огнеупорной кладки по высоте вертикальных граней рабочей камеры и соединенные с газораспределительной системой, а также расположенные в рабочей камере обжигаемые изделия.
В начальный период обжига изделий разность температур по высоте камерных газовых печей обычно достигает 100-200°С и выше, а к концу обжига 20-30°С [1. Гинзбург Д.Б. и др. Печи и сушила силикатной промышленности. - М.: Гос. изд-во литературы по строительным материалам, 1956, с.173, 374-432. 2. Мамыкин П.С., Левченко П.В., Стрелов К.К. Печи и сушила огнеупорных заводов. Свердловск: Государственное издательство по металлургии, 1963. - с.342-344].
Камерная печь имеет рабочую камеру прямоугольного, квадратного или круглого очертания в плане с площадью обычно от 10 до 30 квадратных метров, в которую помещаются все изделия сразу и подвергаются высокотемпературному обжигу одновременно. В частности, изделия могут иметь достаточно крупные размеры. Температура же всех изделий во время обжига одинакова. Этим камерная печь отличается от обжиговой печи тоннельного типа, когда длина печи может достигать 100-200 метров, при этом изделия, как правило, мелкие, а температура изделий во время обжига различна и зависит от положения изделий по длине тоннеля и скорости их движения на жаропрочных поддонах сцепленных вагонеток.
Наиболее близким к предлагаемому изобретению по технической сути является камерная электропечь сопротивления, предназначенная для обжига керамических изделий, содержащая рабочую камеру с вертикальными гранями, образованными огнеупорной кладкой, ограниченную снизу и сверху выполненными из огнеупорных материалов фундаментом и съемной крышкой, стержневые нагреватели из жаропрочного материала, расположенные вертикально по высоте вертикальных граней рабочей камеры и закрепленные в выполненных из жаропрочного сплава кольцевых анодно-катодных держателях, находящихся в контакте с токоподводом, который соединен с объединенными в единую электрическую цепь коммутирующим устройством, пультом управления и трансформаторной подстанцией, подключенной к высоковольтной линии электропередач, а также расположенные в рабочей камере обжигаемые изделия.
При этом камерная электропечь сопротивления может быть выполнена с двойными стенками из огнеупорного материала, внутренней и наружной, установленными с зазором, имеющими вентиляционные каналы и соединенные между собой [патент РФ №2144169 С1 от 10.01.2000. Камерная электропечь для обжига керамических изделий. / Филипов B.C., Соловьев Г.П., Шустров Н.Н., Варушкин В.В. - РОСПАТЕНТ РФ, Москва, 1999].
Значительный температурный перепад в пространстве от стержневых нагревателей до вертикальных осей литьевых форм, как и существенный перепад температур по высоте рабочей камеры, характерны для известных камерных электропечей сопротивления.
Указанное решение принимается за прототип изобретения.
Печи, связанные с варкой стекла и литьем, как правило, традиционно стекольные, высокотемпературные. В них варится стекло специального состава, а затем разливается по формам с применением различных литьевых, прокатных, формообразующих и других машин или устройств. Стекло при этом остывает с определенной скоростью до температуры окружающей среды. И если учесть, что стекло размягчается при температуре порядка 600-700°С, то станет ясно, почему получили распространение лишь те небольшие ситалловые изделия, формообразующую устойчивость которых стабилизировать несложно (в керамике, например, температура обжига материала намного ниже температуры расплава материала и, следовательно, эти изделия в искусственной стабилизации и тем более в необходимости жаропрочной формы при обжиге не нуждаются).
В предлагаемой камерной электропечи, предназначенной для изготовления крупноразмерных конструкций из ситаллового стекла, производится формование изделий. На ЭВМ пульта управления заранее программируется весь процесс получения ситалловых изделий в печи. Гранулированное стекло в холодном состоянии засыпается в специальные электропроводные формы, в них расплавляется, проходит термообработку и превращается в ситалловые изделия, которые в течение суток вынимаются из форм в холодном же состоянии.
Исключая из технологического процесса разлив горячего стекла по формам, мы исключаем неблагоприятные для рабочих производственные условия.
Кроме того, в предлагаемой печи нет необходимости температуру расплавленного стекла опускать до температуры окружающей среды, чтобы затем вновь поднимать ее в процессе термообработки. Это существенно экономит электроэнергию.
Предлагаемая камерная электропечь сопротивления, с одной стороны, является печью сопротивления косвенного действия (как электропечь, принятая за прототип), а с другой стороны, является электропечью сопротивления прямого действия, поскольку нагревание током трубчатых форм сопровождается электронагревом заключенного в формах ситаллового стекла, которое в жидком состоянии обладает электропроводностью.
Технической задачей изобретения является создание оптимальных условий для изготовления расположенной в рабочей камере электропечи крупноразмерной конструкции из ситаллового стекла, при которых гарантировано плавное изменение во времени температуры синтезируемого ситалла с тем минимальным по объему конструкции температурным градиентом, который исключает трещинообразование ситалла и при которых возможно изготовление высококачественных ситалловых конструкций с максимальной производительностью электропечи.
Поставленная задача достигается в камерной электропечи сопротивления, предназначенной для изготовления ситалловых изделий, содержащей рабочую камеру с вертикальными гранями, образованными огнеупорной кладкой рабочей камеры, ограниченную снизу и сверху выполненными из огнеупорных материалов фундаментом и съемной крышкой, стержневые нагреватели из жаропрочного материала, расположенные вертикально по высоте вертикальных граней рабочей камеры и закрепленные в выполненных из жаропрочного сплава кольцевых анодно-катодных держателях, находящихся в контакте с основным токоподводом, а также одна или множество вертикальных литьевых форм, каждая из которых расположена в рабочей камере, выполнена из жаропрочного сплава и заполнена ситалловым стеклом, где, согласно изобретению, электропечь снабжена дополнительными кольцевыми анодно-катодными держателями, в которых закреплены расположенные по высоте рабочей камеры электропроводные и выполненные трубчатыми вертикальные литьевые формы, и дополнительным токоподводом, находящимся в контакте с дополнительными кольцевыми анодно-катодными держателями, при этом по вертикальной оси рабочей камеры установлен центральный столб, выполненный с применением токопроводных жаропрочных материалов и закрепленный в кольцевых анодно-катодных держателях, находящихся в контакте с основным токоподводом, кроме того, огнеупорная кладка рабочей камеры содержит расположенную в ней кольцевую в плане вентиляционную камеру, служащую для охлаждения рабочей камеры и снабженную установленными снаружи электропечи вентиляторами и расположенными в огнеупорной кладке вентиляционной камеры входной дверью и вентиляционными каналами.
Основной токоподвод, доставляющий электрический ток к стержневым нагревателям, и дополнительный токоподвод, доставляющий электрический ток к вертикальным трубчатым литьевым формам, могут быть выполнены снизу электропечи стационарными, а сверху электропечи - контактными.
При изготовлении ситалловых труб или коробчатых конструкций электропечь может иметь множество вертикальных литьевых форм, каждая их которых содержит наружные и внутренние стенки, образующие полость трубчатого поперечного сечения, заполненную ситалловым стеклом.
Вдоль вертикальных граней центрального столба могут быть установлены стержневые нагреватели из жаропрочного материала, закрепленные в кольцевых анодно-катодных держателях.
При изготовлении ситалловой трубы или коробчатой конструкции большого поперечного размера, при котором в рабочей камере умещается не более одной вертикальной литьевой формы, вертикальная литьевая форма содержит наружную и внутреннюю стенки, образующие полость трубчатого поперечного сечения, заполненную ситалловым стеклом, и установлена в рабочей камере так, что центральный столб расположен внутри вертикальной литьевой формы.
Стержневые нагреватели электропечи могут быть выполнены в виде трубок из жаропрочного сплава, заполненных спресованным порошком графита.
В предлагаемом изобретении, как и в прототипе, основной токоподвод может быть соединен с объединенными в единую электрическую цепь коммутирующим устройством, пультом управления и трансформаторной подстанцией, подключенной к высоковольтной линии электропередач. В новой электропечи дополнительный токоподвод, находящийся в контакте с дополнительными кольцевыми анодно-катодными держателями, соединен с коммутирующим устройством единой электрической цепи. При этом единая электрическая цепь электропечи может быть снабжена преобразователем переменного тока в постоянный.
В отличие от прототипа в предлагаемой камерной электропечи сопротивления обеспечивается возможность гибкого управления режимом работы электропечи с целью создания оптимальных условий для формообразования и термообработки расположенной в рабочей камере электропечи крупногабаритной конструкции из ситаллового стекла, при которых гарантировано плавное изменение температуры синтезируемого ситалла во времени, причем с тем минимальным по объему конструкции температурным градиентом, который исключает трещинообразование ситалла и обеспечивает максимально возможную производительность электропечи.
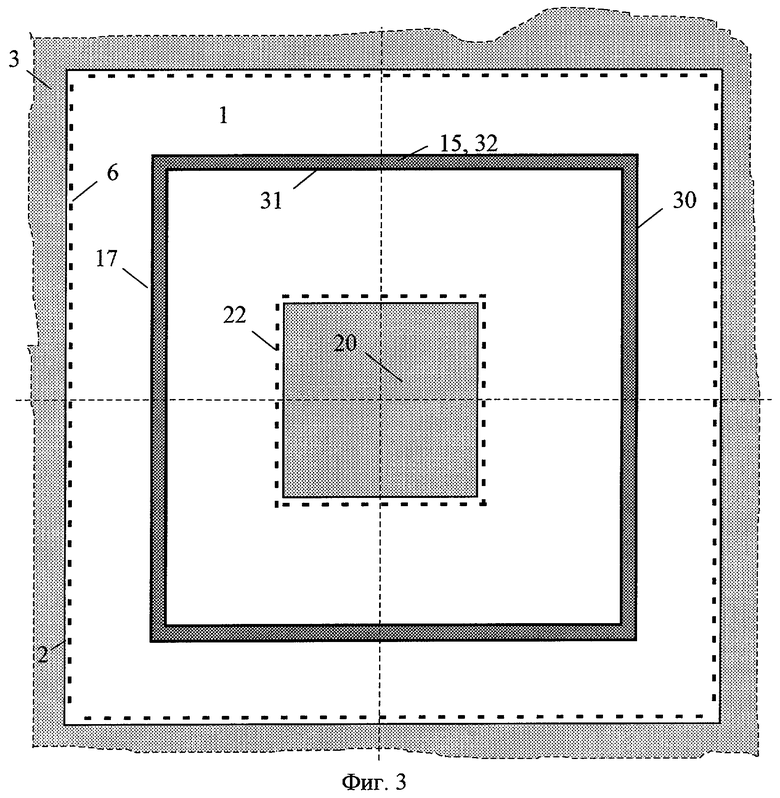
Предлагаемая камерная электропечь сопротивления в разрезах показана на фиг.1-4. На фиг.1 - рабочая камера при изготовлении ситалловых труб, вид сбоку, разрез 1-1 на фиг.2 электропечи; на фиг.2 - рабочая камера с вертикальными литьевыми формами при изготовлении ситалловых труб, вид в плане, разрез 2-2 на фиг.1 электропечи; на фиг.3 - рабочая камера с вертикальной литьевой формой при изготовлении широкой ситалловой коробчатой конструкции, вид в плане, горизонтальный разрез электропечи при формовании и термообработке конструкции; на фиг.4 - схема единой электрической цепи.
Камерная электропечь сопротивления, предназначенная для изготовлении ситалловых изделий, содержит рабочую камеру 1 с вертикальными гранями 2, образованными огнеупорной кладкой 3 рабочей камеры 1, ограниченную снизу и сверху выполненными из огнеупорных материалов фундаментом 4 и съемной крышкой 5, стержневые нагреватели 6 из жаропрочного материала, расположенные вертикально по высоте вертикальных граней 2 рабочей камеры 1 и закрепленные в выполненных из жаропрочного сплава кольцевых анодно-катодных держателях 7, находящихся в контакте с основным токоподводом 8, а также одна или множество вертикальных литьевых форм 9, каждая из которых расположена в рабочей камере 1, выполнена из жаропрочного сплава и заполнена ситалловым стеклом 10.
Согласно изобретению электропечь снабжена дополнительными кольцевыми анодно-катодными держателями 11, в которых закреплены расположенные по высоте рабочей камеры 1 электропроводные и выполненные трубчатыми вертикальные литьевые формы 9, и дополнительным токоподводом 12, находящимся в контакте с дополнительными кольцевыми анодно-катодными держателями 11.
При этом по вертикальной оси рабочей камеры 1 установлен центральный столб 13, выполненный с применением токопроводных жаропрочных материалов и закрепленный в кольцевых анодно-катодных держателях 7, находящихся в контакте с основным токоподводом 8.
Кроме того, огнеупорная кладка 3 рабочей камеры 1 содержит расположенную в ней кольцевую в плане вентиляционную камеру 14, служащую для охлаждения рабочей камеры 1 и снабженную установленными снаружи электропечи вентиляторами 15 и расположенными в огнеупорной кладке вентиляционной камеры входной дверью 16 и вентиляционными каналами 17.
Основной токоподвод 8, доставляющий электрический ток к стержневым нагревателям 6, и дополнительный токоподвод 12, доставляющий электрический ток к вертикальным трубчатым литьевым формам 9, могут быть выполнены снизу электропечи стационарными, а сверху электропечи - контактными.
При изготовлении ситалловых труб или коробчатых конструкций электропечь может иметь множество вертикальных литьевых форм 9, каждая их которых содержит наружные 18 и внутренние 19 стенки, образующие полость 20 трубчатого поперечного сечения, заполненную ситалловым стеклом 10.
Вдоль вертикальных граней 21 центрального столба 13 могут быть установлены стержневые нагреватели 6 из жаропрочного материала, закрепленные в кольцевых анодно-катодных держателях 7.
При изготовлении ситалловой трубы или коробчатой конструкции большого поперечного размера, при котором в рабочей камере умещается не более одной вертикальной литьевой формы 9, вертикальная литьевая форма 9 содержит наружную 22 и внутреннюю 23 стенки, образующие полость 24 трубчатого поперечного сечения, заполненную ситалловым стеклом 10, и установлена в рабочей камере 1 так, что центральный столб 13 расположен внутри вертикальной литьевой формы 9.
Стержневые нагреватели 6 электропечи могут быть выполнены в виде трубок 25 из жаропрочного сплава, заполненных спресованным порошком графита 26.
В предлагаемом изобретении, как и в прототипе, основной токоподвод 8 может быть соединен с объединенными в единую электрическую цепь 27 коммутирующим устройством 28, пультом управления 29 и трансформаторной подстанцией 30, подключенной к высоковольтной линии электропередач 31. Дополнительный токоподвод 12, находящийся в контакте с дополнительными кольцевыми анодно-катодными держателями 11, соединен с коммутирующим устройством 28 единой электрической цепи 27. Единая электрическая цепь 27 электропечи в целях экономии электроэнергии может быть снабжена преобразователем 32 переменного тока в постоянный.
В отличие от прототипа в предлагаемой камерной электропечи сопротивления обеспечивается возможность гибкого управления режимом работы электропечи с целью создания оптимальных условий для изготовления расположенной в рабочей камере 1 крупноразмерной конструкции, при которых гарантировано плавное изменение температуры синтезируемого ситалла с тем минимальным (в 1-2°С) по объему конструкции температурным градиентом, который исключает трещинообразование ситалла. Наличие двух отдельных токоподводов, основного 8 и дополнительного 12, обеспечивает раздельное и независимое нагревание (или охлаждение) стержневых нагревателей 6 (элементов косвенного нагрева электропечи) и вертикальных литьевых форм 9 (элементов косвенно-прямого нагрева ситаллового стекла). С одной стороны, это позволяет создать стабилизирующую, исключающую резкие перепады во времени температуру рабочей камеры 1 за счет наиболее экономичного косвенного нагрева электропечи основным токоподводом 8, с другой стороны, за счет дополнительного электронагрева самой вертикальной литьевой формы 9 дополнительным токоподводом 12 создаются условия для наиболее равномерного распределения температур по объему синтезируемого ситалла конструкции. В сочетании с работой вентиляционной камеры 14, обеспечивающей принудительное охлаждение рабочей камеры 1 электропечи и, как следствие, быстрое охлаждение вертикальных литьевых форм 9, появляется возможность изготовления высококачественных (т.е. прочных, непроницаемых, коррозионн-остойких, долговечных и т.п.) крупноразмерных сборных ситалловых конструкций в наиболее короткие сроки с максимально возможной производительностью электропечи.
Опасные температурные перепады при термообработке ситалловых конструкций, как известно, проявляются в виде:
- различной степени нагрева установленных в рабочей камере вертикальных литьевых форм;
- перепада температур от боковой поверхности вертикальной формы к ее вертикальной оси и, следовательно, по толщине стенки ситалловой конструкции;
- перепада температур по высоте вертикальной формы;
- слишком высокой скорости охлаждения или нагревания ситалловой конструкции.
Указанные перепады температуры устраняются за счет отличительных признаков изобретения, а именно за счет дополнительного нагрева ситалла пропусканием электрического тока через металлические вертикальные литьевые формы 9, а также за счет наличия в рабочей камере 1 центрального столба 13 с установленными на нем стержневыми нагревателями 6 косвенного действия.
Наилучшие температурные условия для синтезируемого ситалла при косвенном нагреве электропечи стержневыми нагревателями 6 создаются при помещении вертикальной литьевой формы 9 в квадратную в плане электропечь, имеющую ширину, лишь ненамного превышающую ширину (или диаметр) формы. Однако такая печь малопроизводительна, если ширина ситаллового изделия небольшая.
Хорошие температурные условия создаются при помещении вертикальных литьевых форм в прямоугольную в плане длинную печь (по форме, напоминающую траншею), имеющую ширину, несколько превышающую диаметр или ширину формы. В этих случаях мы наблюдаем нагрев различных форм практически до одинаковой заданной температуры.
При помещении же множества вертикальных литьевых форм в квадратную в плане электропечь, имеющую ширину, намного превышающую ширину отдельной формы, мы не наблюдаем нагрева вертикальных литьевых форм до одинаковой температуры, поскольку одни формы находятся на пути горячих потоков воздуха для других форм и тем самым загораживают их от теплового излучения нагревателей. По этой причине ширина электропечей такого типа обычно не делается более двух-трех метров, даже если изделия сравнительно небольшой ширины.
Благодаря устройству в рабочей камере 1 центрального столба 13 с установленными по его граням 21 стержневыми нагревателями 6 создаются температурные условия для помещенных в квадратную в плане широкую электропечь вертикальных литьевых форм 9 практически такие же, как и в случае прямоугольной в плане длинной электропечи, имеющей ширину, ненамного превышающую ширину отдельной формы (например, при ширине рабочей камеры 6·6 м и ширине столба около 2 м, площадь пола рабочей камеры составит более 32 кв.м, при этом ширина "траншеи" всего 2 м, а длина более 16 м).
Однако и этот благоприятный случай, реализованный в квадратной в плане электропечи за счет устройства центрального столба 13 с установленными по его граням стержневыми нагревателями 6, не избавляет нас от перепада температуры в самой вертикальной литьевой форме 9 по радиусу от ее внешней поверхности к вертикальной оси.
Для устранения этого нежелательного перепада температур, как и перепада температур по высоте вертикальных литьевых форм, металлические вертикальные формы 9 подвергаются дополнительному нагреву (косвенно-прямому нагреву, поскольку жидкое ситалловое стекло 10 пока не отвердеет, проводит электрический ток, повышая при этом на некоторое время КПД электронагрева) за счет электроэнергии дополнительного токоподвода 12.
Электронагрев самой вертикальной литьевой формы 9 был бы идеальным, если бы не требовал большого расхода электроэнергии по сравнению с косвенным нагревом ситалла специальными стержневыми нагревателями 6 и если бы не требовал защиты от внештатной ситуации, когда уменьшение или увеличение подаваемой на металлическую форму 9 электроэнергии происходит по команде человека с недопустимо большой скоростью. Необходимо либо эту скорость жестко регламентировать, так как в противном случае нарушение режима термообработки ситалла неизбежно приведет к трещинообразованию ситалла (что при крупногабаритных конструкциях связано с большими денежными потерями), либо предусмотреть конструктивно-технологическую защиту, гарантирующую от возникновения опасной ситуации. Такой конструктивно-технологической защитой, т.е. буфером, обеспечивающим необходимую температурную инерционность рабочей камеры 1, служит косвенный нагрев стержневыми нагревателями 6 помещенных в рабочую камеру вертикальных литьевых форм 9. При этом косвенный нагрев электропечи занимает в энергетическом балансе процесса нагрева ситалла ведущее место. Так, если принять количество электроэнергии, необходимое для термообрабоки ситалла, за 100%, то количество электроэнергии, необходимое при этом для нагрева электропроводных металлических литьевых форм 9 за счет дополнительного токоподвода 12, составит всего 30-40%. И только в случае изготовления широкой коробчатой конструкции, поперечный размер которой сопоставим с шириной рабочей камеры, количество электроэнергии, подаваемой на металлическую литьевую форму 9 дополнительным токоподводом 12, может возрасти до 50-60%. В этом случае остальные 40-50% электроэнергии распределяются на стержневые нагреватели 6, расположенные как по граням 2 рабочей камеры 1, так и по граням 21 вертикального столба 13, подогревающего широкую вертикальную форму 9 изнутри, что существенно снижает неравномерность температурного поля.
В процессе литьевого формообразования конструкций из ситаллового стекла (в процессе расплава насыпанного в форму гранулированного ситаллового стекла) количество электроэнергии, подаваемое дополнительным токоподводом 12 на электропроводные металлические литьевые формы 9 с целью ускорения технологического процесса, может быть доведено до 70-80%. При этом та небольшая часть электроэнергии, которая затрачивается на нагрев стержневых нагревателей 6, создает те благоприятные условия, при которых электропечь наиболее оптимальным образом выполняет роль термостата для сохранения тепла литьевых форм 9.
Размеры рабочей камеры 1 электропечи, к примеру и в частности, могут быть: сторона квадратной в плане камеры а=6 м, сторона квадратного в плане центрального столба b=1,75 м, высота камеры h=13 м (или h=7 м), ширина вентиляционной камеры 0,75-1 м.
Камерная электропечь сопротивления указанных размеров предназначена для одновременного изготовления восьми ситалловых труб диаметром от 1000 до 1600 мм или восьми ситалловых коробок шириной до 2 м, одной ситалловой коробки шириной от 3 до 5 м или четырех коробок шириной от 2 до 2,5 метров. При этом длина ситалловых конструкций может составлять 12 метров.
Следует отметить, что несмотря на универсальность предлагаемого технического решения, конкретная электропечь той или иной технологической линии ситаллургического завода будет специализирована под выпуск какой-то определенной продукции. Если, к примеру, в данной печи требуется выпускать ситалловые коробки длиной 12 метров и шириной 2-2,5 метра (а такие конструкции нужны для строительства мостов средних пролетов или городских канализационных тоннелей), то в этом случае центральный столб может быть выполнен в виде тонкостенной колонны крестообразного поперечного сечения. Дело в том, что в электропечи при наличии квадратного центрального столба 13 в рабочей камере 1, имеющей горизонтальную сторону в 6 м, можно изготовить всего лишь одну такую коробку. При установке же в рабочей камере центрального столба 13 крестообразного поперечного сечения в той же печи можно изготовить сразу четыре коробки, правда с более низким КПД расхода электоэнергии. При этом за счет преимущественного нагрева вертикальных литьевых форм 9 количество электроэнергии, подаваемое дополнительным токоподводом 12 на электропроводные формы 9, с целью исключения трещинообразования ситалла придется доводить до 70-80% от всей расходуемой печью электроэнергии. И все же решение с четырьмя формами окажется более выгодным.
Дополнительные кольцевые анодно-катодные держатели 11 должны быть выполнены из жаропрочного сплава, как и основные кольцевые анодно-катодные держатели 7, как и вертикальные трубчатые литьевые формы 9, как и стержневые нагреватели 6. Центральный же столб 13 может быть выполнен как из огнеупорных материалов с обрамлением по концам из жаропрочного сплава и с навеской стержневых нагревателей 6, так и только из жаропрочного токопроводного сплава, т.е. нагреваемого электроэнергией.
Следует иметь в виду, что все эти "жаропрочные" элементы, такие как нагревательные стержни 6, вертикальные трубчатые литьевые формы 9, центральный столб 13 и даже основные 7 и дополнительные 11 кольцевые анодно-катодные держатели рано или поздно прогорают и их приходится менять. Поэтому все закрепления этих элементов должны быть простейшими, т.е. основанными на применении пазов, резьбы, винтов, зажимов и т.п., а не сварки, к примеру.
В одной и той же рабочей камере 1 электропечи в действительности могут изготавливаться самые различные ситалловые конструкции как по величине, так и по форме. Поэтому вертикальные трубчатые литьевые формы 9 возможно придется менять довольно часто. Более того, технологический процесс в отдельных случаях может потребовать легкой вибрации вертикальных трубчатых литьевых форм 9. В связи с этим дополнительные кольцевые анодно-катодные держатели 11 могут содержать специальные упругие элементы снизу и небольшие вибраторы сверху. В некоторых же случаях может быть сменен и центральный столб 13, принцип нагрева которого может быть различным.
Для изготовления небольших сборочных деталей (в общем случае мелких ситалловых изделий любого назначения) вертикальная трубчатая литьевая форма 9 может быть выполнена одностенчатой с размещением в ней соответствующих небольших (как правило, горизонтальных) литьевых форм, заполненных ситалловым стеклом 10. Это дает возможность быстро расплавить ситалловое стекло в небольших литьевых формах, довести его до определенной температуры и только затем приступить к многоступенчатой термообработке ситалла.
В тех случаях, когда литьевое формование изделий из ситаллового стекла осуществляется в небольших жаропрочных формах, помещаемых в одностенчатые вертикальные формы 9, это выгодно в основном за счет быстрого электронагрева и охлаждения токопроводящих вертикальных форм 9. Но на этапе термообработки изделий из ситаллового стекла, установленных в рабочей камере 1, в небольших формах или без форм, количество электроэнергии, подаваемое на стержневые элементы косвенного нагрева электропечи, может быть доведено до 85-100%.
Обратим внимание на то, что основной токоподвод 8, доставляющий электрический ток к стержневым нагревателям 6, расположенным вертикально по высоте вертикальных граней 2 рабочей камеры 1 и закрепленным в кольцевых анодно-катодных держателях 7, может быть выполнен стационарным как снизу электропечи, так и сверху.
Отметим также, что ситалловое стекло 10 заранее варится в стекловаренных печах по определенной технологии, гранулируется выливанием в холодную воду и лишь затем засыпается в жаропрочные формы.
При изготовлении круглых труб трубчатые наружные стенки 18 вертикальной литьевой формы 9 имеют внутренний диаметр, равный наружному диаметру изготавливаемой ситалловой трубы. Внутренние же стенки 19 вертикальной литьевой формы 9 имеют наружный диаметр, равный внутреннему диаметру изготавливаемой ситалловой трубы.
При этом каждая вертикальная литьевая форма 9 изготавливается с учетом конструкций замков сборных трубчатых секций.
Эта же электропечь используется для изготовления по определенной технологии конструкций замков сборных трубчатых или коробчатых секций.
Рабочая камера 1 электропечи имеет вид высокой прямоугольной комнаты. Основной 8 или дополнительный 12 токоподвод содержит заключенный в охлаждаемую трубу силовой кабель (шину), подводящий напряжение к стержневым нагревателям 6 или к электропроводным вертикальным литьевым формам 9 электропечи. Стержневые нагреватели 6 в общем случае могут быть выполнены из графита или в виде нихромового стержня сплошного или трубчатого поперечного сечения. В последнем случае трубку 25 стержневого нагревателя 6 целесообразно заполнять спресованным порошком 26 графита.
Фундамент 4 электропечи может быть выполнен из огнеупорного бетона. Огнеупорная кладка 3 стены, расположенной между рабочей камерой 1 и вентиляционной камерой 14, может быть выполнена из шамотного кирпича, а стены, расположенные снаружи вентиляционной камеры 14, - из огнеупорного бетона, объединенного с огнеупорным бетоном фундамента.
Входная дверь 16 в вентиляционную камеру 14 электропечи служит для осмотра вентиляционной камеры 14, а также для естественной вентиляции ее.
Съемная крышка 5 рабочей камеры 1 содержит верхний контактный основной токоподвод 8 и верхний контактный дополнительный токоподвод 12. Она может быть выполнена из огнеупорного железобетона, усиленного жаропрочной арматурой и стальными балками. При этом бетон необходимо облицевать подвешенными к нему снизу шамотными блоками.
Включение в единую электрическую цепь 27 электропечи преобразователя 32 переменного тока в постоянный (т.е. выпрямителя тока) может обеспечить экономию потребляемой электроэнергии при нагревании стержневых нагревателей 6 и особенно при нагревании металлоемких вертикальных литьевых форм 9, разумеется в тех случаях, когда высоковольтная ЛЭП 31 является линией переменного тока, что общепринято.
ОБОЗНАЧЕНИЯ:
1 - рабочая камера
2 - вертикальные грани
3 - огнеупорная кладка рабочей камеры
4 - фундамент
5 - съемная крышка
6 - стержневые нагреватели
7 - кольцевые анодно-катодные держатели
8 - основной токоподвод
9 - вертикальные трубчатые литьевые формы
10 - ситалловое стекло
11 - дополнительные кольцевые анодно-катодные держатели
12 - дополнительный токоподвод
13 - центральный столб
14 - вентиляционная камера
15 - вентиляторы
16 - входная дверь
17 - вентиляционные каналы
18 - наружная стенка полости
19 - внутренняя стенка полости
20 - полость трубчатого поперечного сечения
21 - вертикальные грани центрального столба
22 - наружная стенка полости
23 - внутренняя стенка полости
24 - полость трубчатого поперечного сечения
25 - трубка
26 - порошок графита
27 - единая электрическая цепь
28 - коммутирующее устройство
29 - пульт управления
30 - трансформаторная подстанция
31 - высоковольтная линия электропередач
32 - преобразователь переменного тока в постоянный
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ТРУБЧАТАЯ КОНСТРУКЦИЯ | 2004 |
|
RU2295086C2 |
| СБОРНАЯ СИТАЛЛОВАЯ ТРУБЧАТАЯ КОНСТРУКЦИЯ | 2005 |
|
RU2295087C2 |
| КАМЕРНАЯ ЭЛЕКТРОПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2144169C1 |
| УНИВЕРСАЛЬНЫЙ ЛЕТАТЕЛЬНЫЙ АППАРАТ ВЕРТИКАЛЬНОГО ВЗЛЕТА И ПОСАДКИ | 2004 |
|
RU2272751C1 |
| ЭЛЕКТРОПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2241185C2 |
| СУДНО С КРЫЛОВИДНЫМИ ПАРУСАМИ | 2002 |
|
RU2290340C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВОДЫ И ВОДНЫХ РАСТВОРОВ | 2004 |
|
RU2248940C1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ОБЖИГА В КАПСЕЛЯХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1961 |
|
SU216505A1 |
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |
| ЛЕТАТЕЛЬНЫЙ АППАРАТ ВЕРТИКАЛЬНОГО ВЗЛЁТА И ПОСАДКИ | 2003 |
|
RU2244661C2 |


Изобретение относится к области металлургии и строительства. Камерная электропечь сопротивления для изготовления ситалловых изделий содержит рабочую камеру с вертикальными гранями, стержневые нагреватели, закрепленные в кольцевых анодно-катодных держателях, находящихся в контакте с основным токоподводом, а также одну или множество вертикальных литьевых форм, каждая из которых расположена в рабочей камере. Печь снабжена дополнительными кольцевыми анодно-катодными держателями, в которых закреплены расположенные по высоте рабочей камеры трубчатые вертикальные литьевые формы, и дополнительным токоподводом, находящимся в контакте с дополнительными кольцевыми анодно-катодными держателями. По вертикальной оси рабочей камеры установлен центральный столб, закрепленный в кольцевых анодно-катодных держателях, находящихся в контакте с основным токоподводом. Огнеупорная кладка рабочей камеры содержит вентиляционную камеру, служащую для охлаждения рабочей камеры и снабженную установленными снаружи печи вентиляторами и расположенными в огнеупорной кладке вентиляционной камеры входной дверью и вентиляционными каналами. При использовании изобретения обеспечивается оптимальный режим изготовления крупноразмерных ситалловых изделий. 5 з.п. ф-лы, 4 ил.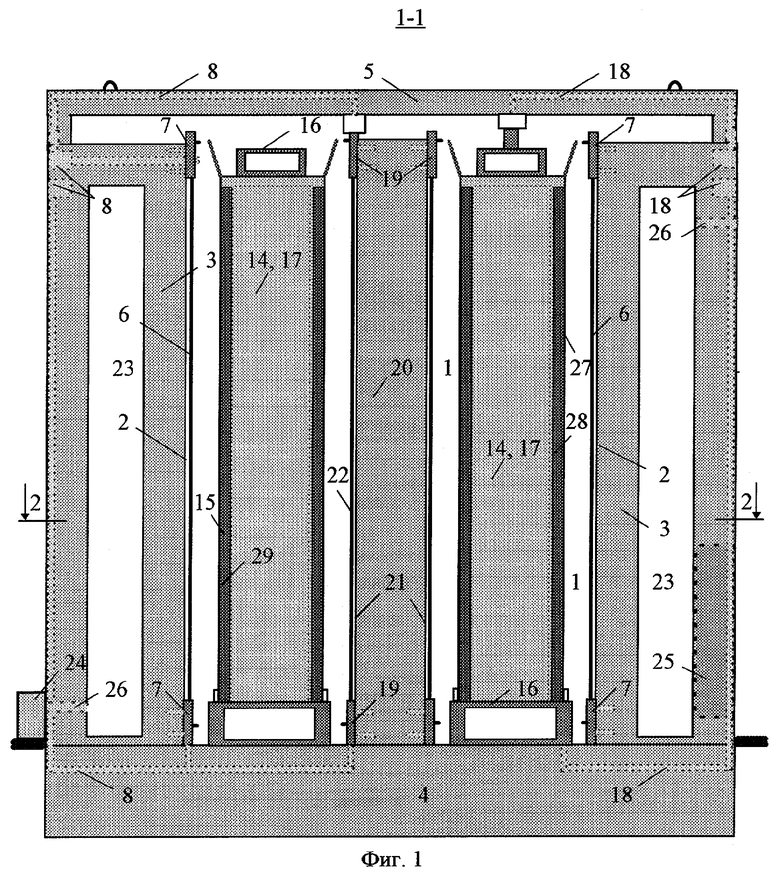
| КАМЕРНАЯ ЭЛЕКТРОПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2144169C1 |
| КАМЕРНАЯ ТРАНСФОРМИРУЕМАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2143091C1 |
| Камерная электропечь сопротивления для нагрева заготовок | 1989 |
|
SU1705681A1 |
| Лестничный марш | 1985 |
|
SU1326715A1 |

