Известен обжиг керамических изделий, формованных на выплавляемой связке, при котором формованную заготовку устанавливают на специальные пористые огнеупорные подставки и нагревают направленно (снизу) на специальной электропечи, после чего подставку с заготовкой переставляют на окончательный обжиг в камерную или туннельную печь. Такой процесс обжига прерывистый, и требуется дополнительное время на охлаждение заготовки и печи после первого цикла термообработки и при нагреве в начале второго цикла.
Цель изобретения - сократить цикл изготовления изделий и потребные производственные площади.
Достигается это тем, что в вертикальной печи для обжига в капселях керамических изделий у верхнего загрузочного конца установлен предназначенный для выплавления связки кольцевой нагреватель с транспортером, перемещающим капсели в нагревателе и передающим их из нагревателя в обжиговый канал печи.
Транспортер нагревателя имеет форму кольца со сплошным кольцевым вырезом в средней части и с приводом, сообщающим кольцу попеременно вращение вокруг вертикальной оси и перемещение в вертикальном направлении.
Для загрузки капселей в кольцевой нагреватель установлена вертикальная шахта (бун--кер) с приспособлением для подъема вверх (к нагревателю) подаваемых снизу капселей.
Для выгрузки из печи капселей под обжиговым каналом печи установлено приспособление, включающее подъемник и сблокированный с ним толкатель для сдвигания вышедшего из печи капселя.
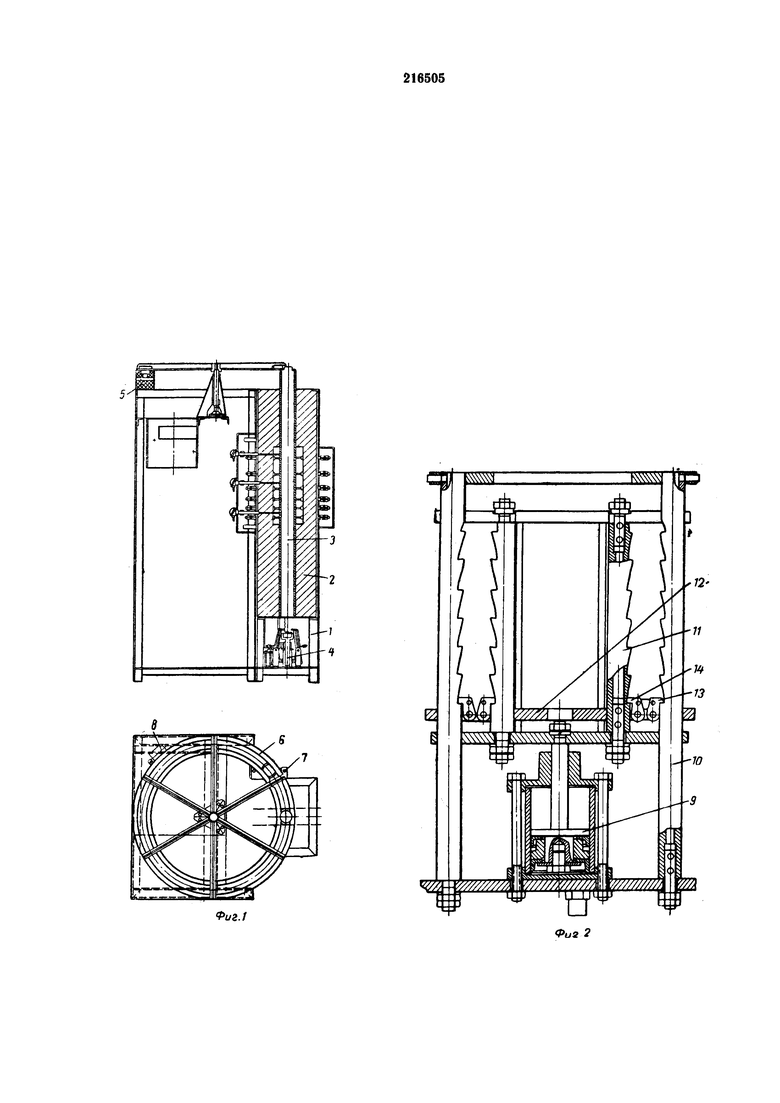
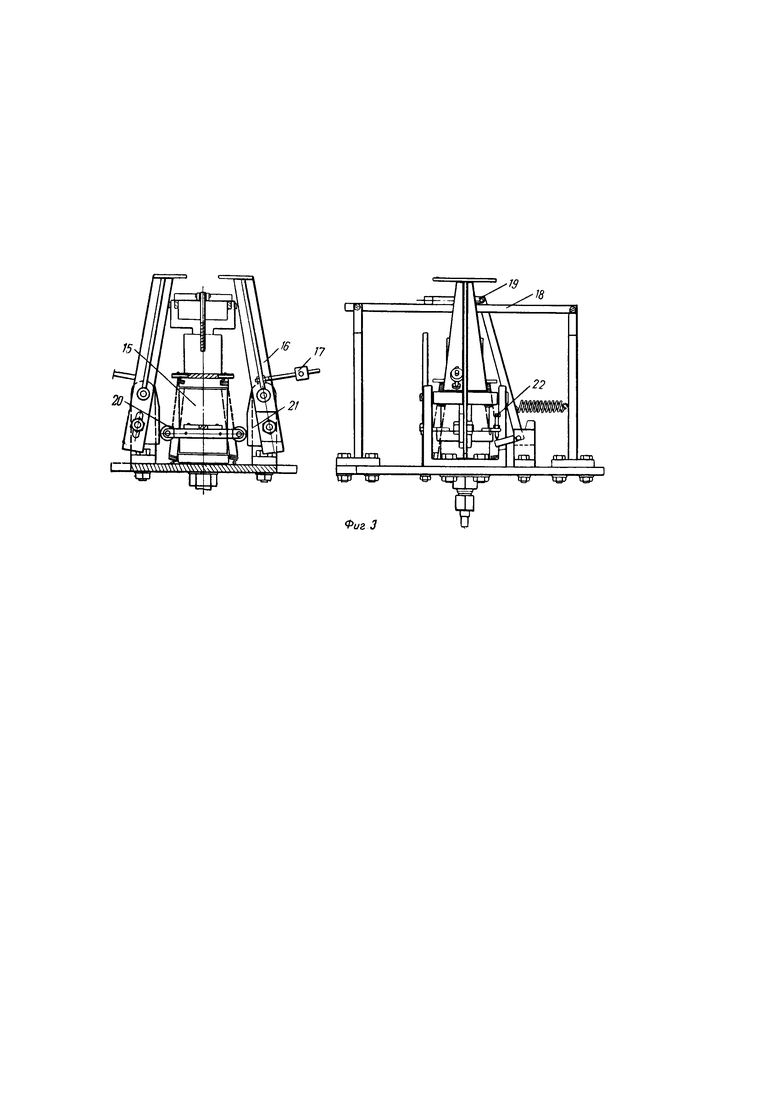
На фиг. 1 изображена описываемая вертикальная печь в разрезе и ее вид сверху; на фиг. 2 - вертикальная шахта (бункер) с частичным вырезом; на фиг. 3 - приспособление для выгрузки капселей из печи.
Внутри каркаса 1 печи имеется огнеупорная теплоизоляционная кладка 2. В центре кладки проходит вертикальный обжиговый канал 3, имеющий электрический или пламенный обогрев. В вертикальном канале происходит окончательный нагрев до 1200-1800°С. В нижней части каркаса под каналом установлено приспособление 4 для выгрузки капселей. В верхней части каркаса расположен кольцевой нагреватель 5, предназначенный для предварительного направленного нагрева керамических заготовок до 400-500°С. Над кольцевым нагревателем находится транспортер 6, служащий для перемещения заготовок вдоль нагревателя и установки их в вертикальный обжиговый канал.
Рядом с огнеупорной кладкой параллельно вертикальному каналу расположена вертикальная шахта (бункер) 7.
Для обжига литые керамические заготовки загружают в огнеупорные капсели, которые устанавливают в бункер. Отсюда они поступают на транспортер 6. Постепенно проходят через все температурные зоны кольцевого нагревателя (при этом происходит разогрев деталей и удаление связки), передвигаются в вертикальный канал печи, где происходит окончательный обжиг и охлаждение, и выгружаются из печи.
Работает печь следующим образом (считаем, что она вся заполнена капселями).
Под действием мембранного подъемника транспортер поднимается вверх, приподнимая за буртики все капсели, стоящие на кольцевом нагревателе 5. Затем поршень цилиндра 8 поворачивает транспортер с капселями на один шаг, после чего транспортер опускается. При этом все капсели встают на новые места на кольцевом нагревателе. Крайний капсель устанавливается над каналом 3 и остается висеть на транспортирующем круге, а одно из расширений кольцевого выреза транспортера совпадает со столбом капселей в бункере 7.
Под действием соответствующих приспособлений столбы капселей в бункере и канале 3 поднимаются. При этом капсель, расположенный над каналом 3, встает на соответствующий столб и приподнимается над транспортером, а верхний капсель столба бункера проходит через расширение кольцевого выреза транспортера и его буртик оказывается немного выше верхней плоскости транспортера, после чего последний возвращается в исходное положение.
Теперь уже другое расширение кольцевого выреза транспортера устанавливается над каналом 3, что дает возможность капселю, установленному транспортером на столб, находящийся в канале, беспрепятственно опуститься вниз при опускании всего столба.
Расширение кольцевого выреза, находившееся над бункером, ушло в сторону и при опускании столбов верхний капсель столба бункера остается висеть буртиком на транспортере, а при последующем цикле будет поставлен на кольцевой нагреватель. Капсель, установленный на столб канала 3, вместе со столбом опускается вниз, а нижний капсель этого столба выгружается и удаляется из-под канала приспособлением 4.
Бункер предназначен для содержания партии капселей с заготовками и подачи их по одному на транспортер.
Бункер имеет цилиндр с поршнем 9, две неподвижные храповые стойки 10, две подвижные стойки 11, закрепленные на траверсе, жестко связанной со штоком поршня столик 12 с удерживающими 13 и транспортирующими 14 собачками и две направляющие, одна из которых выполнена в виде дверцы.
Шаг зубьев на колонках равен высоте капселя. Ход поршня на 10 мм превышает шаг зубьев на колонках.
Работа бункера осуществляется следующим образом. Капсели, выполненные в виде чашек с буртиком по верхнему краю, устанавливают один на другом на столике 12. Край верхнего капселя при этом будет на 13-15 мм ниже транспортера. Затем дверца закрывается и бункер готов к работе.
При подаче воздуха в цилиндр поршень 9идет вверх и перемещает подвижные стойки 11.
Вместе с ним перемещается связанный с ними собачками 14 столик 12, на котором установлен столб капселей. Удерживающие собачки 13 при этом свободно скользят по зубьям храповых стоек 10. После захвата верхнего капселя транспортером поршень возвращается вниз. При этом удерживающие собачки зацепляются за зубья стоек 10 и удерживают столик с капселями от перемещения вниз, а траверса с подвижными стойками 11 возвращается в исходное положение. Теперь уже собачки 14 скользят по зубьям стоек 11.
При каждом цикле столик поднимается на один шаг, пока не перегрузит все капсели на транспортер.
В верхнем положении столик нажимает на кнопку звонка, извещая, что весь запас капселей в бункере использован. Тогда для загрузки в бункер новой партии капселей с заготовками собачки 13 и 14 отжимают от зубьев стоек и опускают столик вниз.
Приспособление для выгрузки из печи капселей имеет подъемник 15, выполненный в виде цилиндра на неподвижном поршне, две заслонки 16 с противовесами 17, полозки 18 и толкатель 19.
Нижний капсель столба, находящегося в канале печи, своим буртиком опирается на верхнюю планку заслонок 16.
При ходе подъемника 15 вверх он приподнимает столб капселей, и заслонки под действием противовесов 17 расходятся в стороны.
При ходе подъемника со столбом капселей вниз, когда буртик нижнего капселя окажется ниже уровня верхних горизонтальных пластин заслонок, ролики 20, нажимая на клинья 21, сдвигают заслонки, и второй снизу капсель садится на них своим буртиком. Нижний капсель ель опускается с подъемником вниз и становится на полозки 18. Подъемник, продолжая опускаться, нажимает полозкам в сторону винтами 22 на рычаг толкателя и толкатель сдвигает капсель по полозкам в сторону.
1. Вертикальная печь для обжига в капселях керамических изделий, формованных на выплавляемой связке, отличающаяся тем, что, с целью сокращения цикла изготовления изделий и потребных производственных площадей, у верхнего загрузочного конца печи установленпредназначенный для выплавления связки кольцевой нагреватель с транспортером, перемещающим капсели в нагревателе и передающим их из нагревателя в обжиговый канал печи.
2. Печь по п. 1, отличающаяся тем, что транспортер нагревателя имеет форму кольца со сплошным кольцевым вырезом в средней части и с приводом, сообщающим кольцу попеременно вращение вокруг вертикальной оси и перемещение в вертикальном направлении.
3. Печь по пп. 1 и 2, отличающаяся тем, что, с целью загрузки капселей в кольцевой нагреватель, установлена вертикальная шахта (бункер) с приспособлением для подъема вверх (к нагревателю) подаваемых снизу капселей.
4. Печь по пп. 1-3, отличающаяся тем, что, с целью выгрузки из нее капселей, под обжиговым каналом печи установлено приспособление, включающее подъемник и сблокированный с ним толкатель для сдвигания вышедшего из печи капселя.
