Изобретение относится к машиностроению, а именно к обработке металлов лезвийным инструментом с применением смазочно-охлаждающих жидкостей (СОЖ) на операциях изготовления отверстий малого диаметра из различных материалов осевым режущим инструментом.
Наиболее близким к заявленному изобретению устройством того же назначения по совокупности признаков является устройство для подачи смазочно-охлаждающих жидкостей (СОЖ) при обработке отверстий малого диаметра, включающее наложение на СОЖ ультразвуковых колебаний (УЗК) перед зоной резания и (одновременно) через режущий инструмент, в зону контакта режущих кромок последнего с заготовкой путем наложения радиально-осевых колебаний на направляющую (кондукторную) втулку, которая имеет отверстие для подачи СОЖ, сообщающееся с отверстием для направления инструмента. При этом суммарная длина излучающих и передающих частей устройства равна или кратна половине длины волны УЗК, а точка крепления этих деталей должна находиться в месте с наименьшей амплитудой колебаний на расстоянии от точки излучающей накладки, совпадающей с центром сверла, равном или кратном четверти длины волны (см. патент РФ №2203792 "Устройство для подачи смазочно-охлаждающих жидкостей при обработке отверстий малого диаметра" / Киселев Е.С., Табеев М.В. от 8.01.2002., Бюл. №13. 2003). В результате наложения УЗК на СОЖ у нее повышается проникающая способность из-за возникновения в струе жидкости кавитации и гидротечений, что приводит, в свою очередь, к повышению периода стойкости режущего инструмента и производительности обработки.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что, как и при известном устройстве для подачи активированной СОЖ, колебания на режущий инструмент накладываются без учета направления главных режущих кромок сверла, а значит, и силы резания, действующей на инструмент, что снижает эффективность использования энергии ультразвукового (УЗ) поля.
Технический результат - увеличение производительности обработки и периода стойкости режущего инструмента при обеспечении заданного качества обработанных деталей.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и при известном устройстве, наложение УЗК на СОЖ осуществляют перед зоной резания и (одновременно) через режущий инструмент, в зону контакта режущих кромок последнего с заготовкой, путем возбуждения радиально-осевых УЗК на направляющей (кондукторной) втулке, которая имеет отверстие для подачи СОЖ, сообщающееся с отверстием для направления инструмента. Особенность заключается в том, что направление наложения УЗК перпендикулярно главной режущей кромки сверла, для чего колебания накладываются на режущий инструмент под углом, равным четверти угла при вершине 2ϕ. Такое решение позволяет более полно использовать энергию УЗ-поля, а значит, достигнуть большей интенсивности процесса кавитации в зоне резания (образуется большее число кавитационных пузырьков), что в свою очередь усиливает проникающее, охлаждающее, смазочное и другие функциональные свойства СОЖ и приведет к увеличению периода стойкости режущего инструмента и производительности обработки.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности существенных признаков аналога позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве, изложенных в формуле изобретения.
Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата, в частности заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью (частями), присоединяемой (присоединяемыми) к нему по известным правилам для достижения технического результата, в отношении которого установлено влияние именно таких дополнений;
- замена какой-либо части (элемента) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата (упрощение, уменьшение массы, габаритов, материалоемкости, повышение надежности и пр.);
- увеличение количества однотипных элементов для усиления технического результата, обусловленного наличием в средстве именно таких элементов;
- выполнение известного средства, или его, или его части (частей) из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), представлений таких признаков во взаимосвязи либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
Сущность изобретения поясняется чертежом, на котором изображена принципиальная схема устройства.
Устройство содержит волновод 1, имеющий глухое центральное отверстие, направляющее струю СОЖ в зону обработки, в котором проделано под углом отверстие пересекающееся с центральным каналом под углом ϕ. Отверстие в волноводе с минимальным зазором охватывает режущий инструмент (сверло зенкер и др.) 2. Волновод 1 связан с пьезопреобразователем (вибратором) 3. Источником сигнала является УЗ-генератор. С волноводом 1 соединен штуцер 4.
СОЖ поступает через штуцер 4, прокладку из непроводящего ультразвуковые колебания материала 5, отражающую шайбу 6, отверстия в пьезоэлементах и в волноводе 1, а затем через отверстие в волноводе 7 по стружечным канавкам инструмента в зону резания.
Таким образом, колебания одновременно накладываются на СОЖ и на осевой инструмент перпендикулярно направлению главной режущей кромки сверла.
Электрические колебания УЗ-частоты, генерируемые УЗ-генератором, преобразуются в упругие механические колебания с помощью пьезопреобразователей 3. В результате наложения УЗК на СОЖ в ней возникают высокие мгновенные давления. При этом происходит образование и колебание газовых пузырьков, ударных волн, вызывающих макро и микропотоки СОЖ, образование микроканалов (капилляров), следовательно, жидкость глубже проникает в отверстие. Кроме того, при наложении УЗК на режущий инструмент происходит снижение коэффициента трения между контактирующими в процессе резания объектами. Улучшаются условия работы режущего инструмента, облегчается выход стружки, уменьшается контактная температура в зоне резания. Так как ультразвуковые колебания жидкости возбуждаются непосредственно в зоне обработки (в зазоре между инструментом и заготовкой) в направлении, перпендикулярном направлению главной режущей кромки осевого инструмента, при прохождении СОЖ через насадок интенсивность УЗК в зоне контакта режущих кромок с заготовкой возрастает. Поэтому происходит более полное использование энергии УЗ-поля, что повышает эффективность механической обработки в целом.
Для проверки эффективности нового устройства были проведены лабораторные испытания при сверлении отверстий при различном направлении наложения колебаний. Наложение УЗК проводили под углами 25, 28, 31, 40, 50 градусов к оси сверла.
Анализ результатов испытаний показал, что при наложении колебаний под углом к оси сверла, равным 31° (этот угол соответствует направлению УЗК перпендикулярно к главной режущей кромке сверла), происходит (по сравнению с обычным сверлением) снижение крутящего момента Мкр и осевой составляющей силы резания Ро (см табл.). Это свидетельствует об улучшении условий работы инструмента и проникновения СОЖ в зону резания, а следовательно, о повышении периода стойкости инструмента, снижении энергозатрат на процесс резания и повышении производительности обработки.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного устройства следующей совокупности условий:
- средство, воплощающее заявленное устройство при его осуществлении, предназначено для использования в машиностроении, а именно на операциях обработки отверстий из различных материалов осевым инструментом;
- для заявленного устройства в том виде, как оно охарактеризовано в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанного в заявке или известных до даты приоритета средств и методов;
- средство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
Изобретение относится к области машиностроения, сверлению отверстий в деталях из различных материалов. Устройство содержит ультразвуковой генератор и волновод с направляющим отверстием и предназначено для наложения на СОЖ ультразвуковых колебаний перед зоной резания через режущий инструмент в зоне контакта режущих кромок последнего с заготовкой путем возбуждения радиально-осевых колебаний направляющей втулки в волноводе, который имеет отверстие для подачи СОЖ, сообщенное с отверстием для направления сверла. Для повышения производительности обработки и стойкости режущего инструмента при обеспечении заданного качества обработанных деталей волновод выполнен с возможностью обеспечения направления наложения колебаний перпендикулярно главной режущей кромке сверла. Ось направляющего отверстия в волноводе может быть расположена к сверлу под углом, равным четверти угла при его вершине. 1 з.п. ф-лы, 1 ил. 1 табл.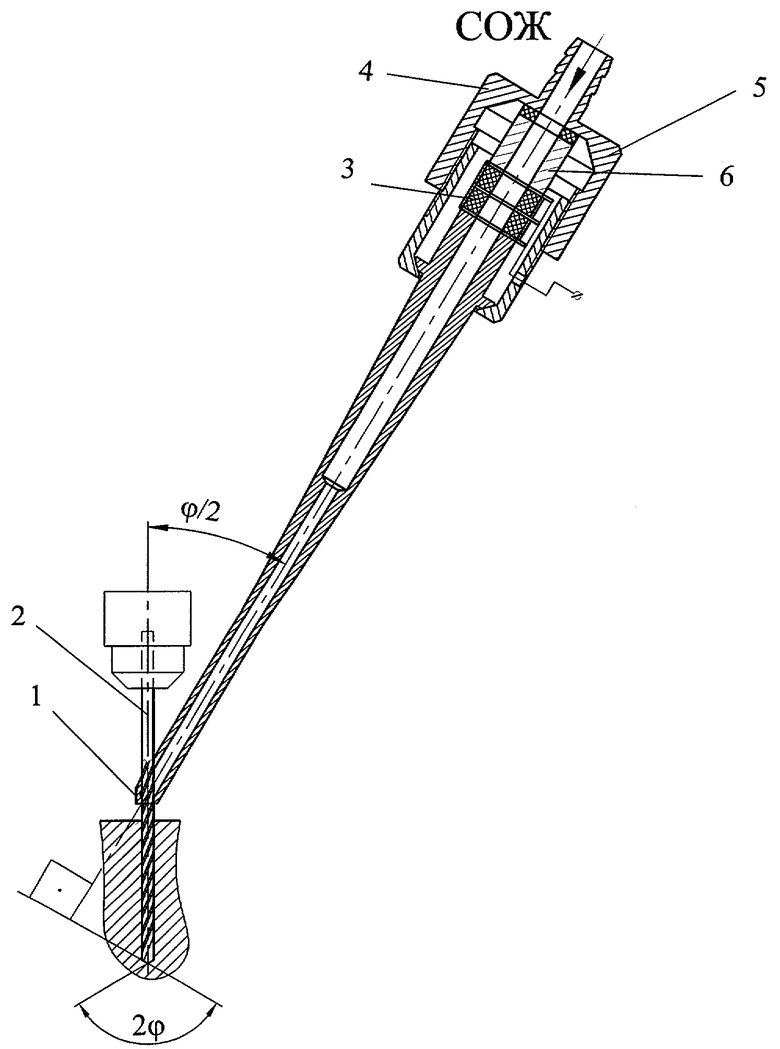
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ОБРАБОТКЕ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2002 |
|
RU2203792C1 |
| 0 |
|
SU156817A1 | |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ОСЕВЫМ ИНСТРУМЕНТОМ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2002 |
|
RU2203782C1 |
| Электрическое устройство для контроля караульной службы сторожей | 1926 |
|
SU4934A1 |
| ПЕЧАТНАЯ СЕКЦИЯ ОФСЕТНОЙ ПЕЧАТНОЙ МАШИНЫ (ВАРИАНТЫ) | 1998 |
|
RU2176599C2 |

