Изобретение относится к машиностроению, а именно к обработке металлов лезвийным инструментом с применением смазочно-охлаждающих жидкостей (СОЖ) на операциях получения отверстий в заготовках из различных материалов осевым инструментом.
Известен способ сверления отверстий с применением ультразвуковых колебаний (УЗК) (см. Марков А.И. Ультразвуковое резание трудноообрабатываемых материалов. М. : Машиностроение, 1968, с. 123), согласно которому сверление отверстий производится с наложением ультразвуковых колебаний на заготовку в направлении оси режущего инструмента. Возбуждение колебаний в заготовке приводит к снижению сил резания, улучшению отвода и дроблению стружки, к уменьшению высоты микронеровностей.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что при известном способе сверления отверстий при обработке заготовок большой массы необходимо применение колебаний большой мощности (сравнимой с мощностью резания). Кроме того, приспособления для сообщения заготовке УЗК существенно уменьшают жесткость технологической системы, что приводит к снижению точности обработки.
Наиболее близким к заявленному изобретению по совокупности признаков является выбранный в качестве прототипа способ сверления с наложением ультразвуковых колебаний (см. Марков А.И. Ультразвуковая обработка материалов. М: Машиностроение, 1980, с. 135), включающий в себя сверление отверстий с наложением ультразвуковых колебаний на сверло в направлении оси режущего инструмента. В результате происходит снижение сил резания, улучшаются вывод и дробление стружки, уменьшается высота микронеровностей, повышается производительность обработки и период стойкости режущего инструмента. При использовании СОЖ происходит активация жидкости, попадающей в зазор между инструментом и заготовкой. В результате в СОЖ возникает кавитация, что приводит к улучшению проникающих, охлаждающих и других ее функциональных свойств.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что при известном способе сверления отверстий колебания передаются преимущественно перпендикулярно к линии действия главной силы резания Рz, поэтому необходимо применение колебаний большой мощности (сравнимой с мощностью резания). Кроме того, для сообщения вращающемуся инструменту УЗК требуются специальные приспособления (вибрационные головки), которые обладают малой надежностью и существенно уменьшают жесткость технологической системы, что приводит к снижению точности обработки. Также при использовании СОЖ реализация функциональных ее свойств сдерживается параметрами выходного сигнала, поступающего на излучатель с генератора. Синусоидальная форма сигнала не дает полностью реализовать эффект кавитации, способствующей интенсификации проникновения СОЖ в зону резания, так как для каждой частоты УЗК существует свой диапазон размеров газовых пузырьков, являющихся зародышами кавитации: в процессе кавитации участвуют лишь те пузырьки, размер которых меньше резонансных (Л.К. Зарембо, В.А. Красильников. Введение в нелинейную акустику. М. : Наука, 1966, с. 262).
Технический результат - увеличение производительности обработки и периода стойкости осевого режущего инструмента при обеспечении заданного качества обработанных деталей.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и при известном способе сверления отверстий, производят наложение УЗК на осевой режущий инструмент, особенность заключается в том, что ультразвуковые колебания, модулированные по частоте, накладывают в радиально-осевом направлении на направляющую (кондукторную) втулку, которая передает колебания на осевой инструмент, имеющий малую жесткость в радиальном направлении. Одновременно частотно-модулированные колебания накладываются, уменьшая работу трения контактирующих объектов, и на подаваемую СОЖ непосредственно в зоне обработки от колеблющегося инструмента. Такое решение позволяет снизить мощность источника колебаний и более полно использовать энергию УЗ-поля, так как колебания возбуждаются в направлении действия главной составляющей силы резания. Кроме того, УЗК возбуждаются в СОЖ не только в зазоре между инструментом и заготовкой, но и перед зоной резания. Это позволяет достигнуть большей интенсивности процесса кавитации, что в свою очередь усиливает проникающие, охлаждающие, смазывающие и другие функциональные свойства СОЖ. Использование УЗК, модулированных по частоте, позволяет существенно уменьшить коэффициент трения инструмента о заготовку и значительно расширить диапазон размеров пузырьков, участвующих в кавитационных процессах. Это также приводит к увеличению периода стойкости режущего инструмента и производительности обработки.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что не обнаружено источника, характеризующегося признаками, тождественными всем существующим признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности существенных признаков аналога позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе обработки отверстий осевым инструментом и изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа обработки отверстий осевым инструментом. Результаты поиска показали, что заявленное изобретение не вытекает явным образом для специалиста из известного уровня развития техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Описываемое изобретение не основано на изменении количественных признаков, представлении их во взаимосвязи либо изменении их вида.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
Сущность изобретения поясняется чертежом, на котором изображена принципиальная схема устройства, реализующего предлагаемый способ.
Устройство содержит волновод 1, одновременно являющийся направляющей втулкой и имеющий центральное отверстие, направляющее струю СОЖ к зоне обработки по стружечным канавкам сверла, в котором проделано второе отверстие под углом, пересекающееся с центральным. Втулка-волновод связана с пьезопреобразователем (вибратором) 3. Источником сигнала является УЗ-генератор. С волноводом 1 соединен штуцер 4. СОЖ поступает через штуцер 4, прокладку из непроводящего ультразвуковые колебания материала 5, отражающую шайбу 6 и отверстия в пьезоэлементах и в волноводе 1 и затем по стружечным канавкам инструмента в зону резания. Втулка-волновод 1 передает осевому инструменту упругие колебания, генерируемые пьезопреобразователем. СОЖ, проходя по отверстиям волновода, также получает ультразвуковые колебания. Таким образом, УЗК одновременно накладываются на инструмент и СОЖ.
При наложении УЗК на СОЖ в ней возникают высокие мгновенные давления. При этом происходит образование и колебание газовых полостей, ударных волн, вызывающих макро- и микропотоки СОЖ, образование микроканалов (капилляров) в обрабатываемом материале заготовки и в стружке, следовательно, жидкость легче проникает в отверстие. Улучшаются условия работы режущего инструмента, облегчается выход стружки, уменьшается температура в зоне резания. А так как колебания жидкости возбуждаются в большем количестве кавитирующих пузырьков непосредственно в зоне обработки (в зазоре между инструментом и заготовкой) эффективность действия УЗК колебаний увеличивается. Частотная модуляция сигнала существенно увеличивает диапазон размеров пузырьков, участвующих в кавитации, и более эффективно снижает работу трения инструмента о заготовку. Поэтому происходит более полное использование энергии УЗК, что повышает эффективность обработки.
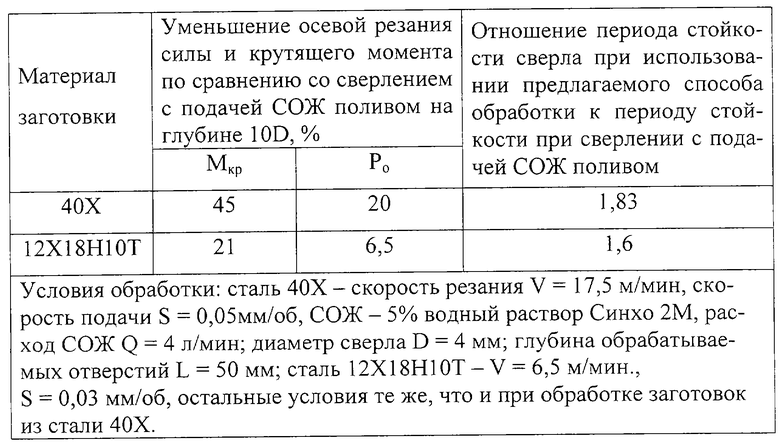
Для проверки эффективности способа были проведены лабораторные испытания устройства при обработке материалов из различных групп обрабатываемости. Они показали, что происходит уменьшение осевой силы резания Рo и крутящего момента Мкр (см. табл.). Это свидетельствует об улучшении температурного режима и проникновения СОЖ в зону резания, а следовательно, о повышении периода стойкости инструмента.
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного способа обработки отверстий осевым инструментом следующей совокупности условий:
- способ обработки отверстий осевым инструментом, воплощающий заявленное изобретение при его осуществлении, предназначен для использования в машиностроении, а именно на операциях обработки отверстий из различных материалов осевым инструментом;
- для заявленного способа обработки отверстий осевым инструментом в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- способ обработки отверстий осевым инструментом, воплощающий заявленное изобретение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует критерию "промышленная применимость".
Изобретение относится к машиностроению и может быть использовано на операциях обработки отверстий в заготовках осевым инструментом. В процессе обработки осуществляют наложение модулированных по частоте ультразвуковых колебаний одновременно на режущий инструмент в радиально-осевом направлении и на СОЖ перед зоной резания и в зонах контакта инструмента с заготовкой. Такие действия способствуют повышению производительности обработки и увеличению периода стойкости режущего инструмента за счет усиления проникающей способности СОЖ и снижения трения режущего инструмента о заготовку. 1 ил., 1 табл.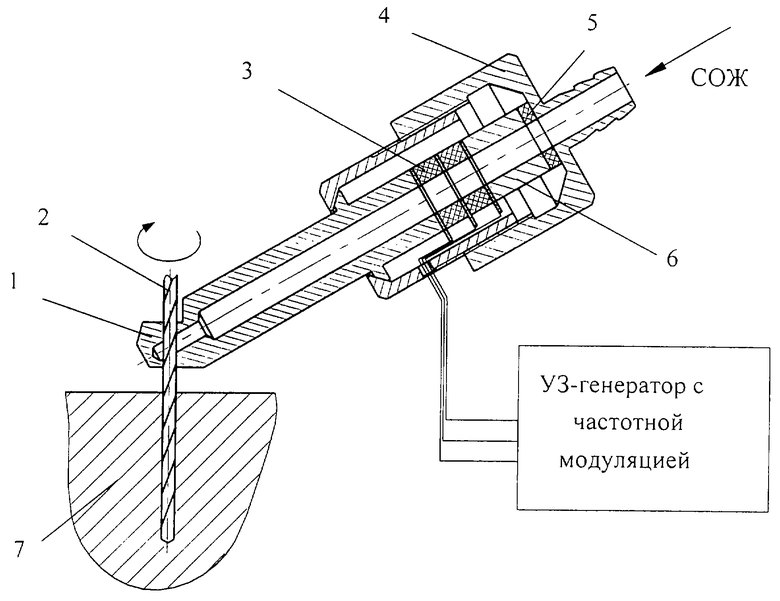
Способ обработки отверстий осевым инструментом с наложением ультразвуковых колебаний, включающий подачу смазочно-охлаждающей жидкости (СОЖ), отличающийся тем, что осуществляют наложение модулированных по частоте ультразвуковых колебаний одновременно на режущий инструмент в радиально-осевом направлении и на СОЖ перед зоной резания и в зонах контакта инструмента с заготовкой.
| МАРКОВ А.И | |||
| Ультразвуковая обработка материалов | |||
| - М.: Машиностроение, 1980, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
| 0 |
|
SU156817A1 | |
| Кондукторная плита | 1978 |
|
SU751576A1 |
| Устройство для двусторонней приварки выводов к армированным колпачками заготовкам резисторов | 1984 |
|
SU1225742A1 |

