Изобретение относится к машиностроению, а именно к обработке металлов лезвийным инструментом с применением смазочно-охлаждающих жидкостей (СОЖ) на операциях обработки отверстий малого диаметра (1-6 мм) в различных материалах осевым инструментом.
Известен способ ультразвуковой активации СОЖ при обработке отверстий (см. патент РФ 2027579, опубл 27.01.1995, B.C. Перепелкин) согласно которому в ванне на столе приспособления находится жидкость, в которую погружена обрабатываемая деталь с предварительно проделанным сквозным отверстием, в специальное отверстие корпуса приспособления вводится подвижный излучатель ультразвуковых колебаний (УЗК), который с помощью уплотнительных элементов образует вместе с обрабатываемой деталью и инструментом частично изолированный объем жидкости, имеющий возможность сообщаться с ванной. Ультразвуковые колебания, усиливаясь по амплитуде, возбуждают колебания СОЖ, что активирует ее и наделяет повышенной проникающей и охлаждающей способностью.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что при известном способе подачи СОЖ в обрабатываемой детали необходимо предварительно выполнить сквозное отверстие, что не приемлемо для обработки глухих отверстий.
Наиболее близким к заявленному изобретению по совокупности признаков является выбранный в качестве прототипа способ подачи и активации СОЖ (свидетельство РФ на полезную модель 4934 "Устройство для обработки деталей металлорежущим инструментом"/3веровщиков В.З., Климушкина М.В. от 30.11.95), включающий в себя подачу в зону резания свободно падающей струей СОЖ, на которую при прохождении через 2 направляющее сопло-излучатель накладываются ультразвуковые колебания (УЗК) постоянной амплитуды и частоты. В результате активации СОЖ УЗК у нее повышается проникающая способность из-за возникновения в струе жидкости кавитации и гидротечений, что приводит к повышению периода стойкости режущего инструмента и производительности обработки.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что при известном способе подачи активированной СОЖ при выходе ее из сопла колебания жидкости начинают затухать и в зону резания попадает СОЖ с колебаниями, значительно ослабленными по амплитуде, что снижает ее охлаждающие свойства и проникающую способность.
Сущность изобретения заключается в следующем. Резкое повышение в последнее время требований к производительности операций механической обработки, в частности обработки отверстий маломерным инструментом, и частое применение для изготовления деталей труднообрабатываемых материалов, сделало особенно актуальной проблему повышения периода стойкости инструмента, силовой и тепловой напряженности обработки при обеспечении заданного качества обработанных поверхностей деталей. Одним из путей достижения указанной интенсификации является рационализация применения СОЖ.
Технический результат - увеличение производительности обработки и периода стойкости режущего инструмента при обеспечении заданного качества обработанных деталей.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и при известном способе подачи СОЖ, производят подачу СОЖ в зону обработки свободно падающей струей, особенность заключается в том, что на СОЖ накладывают радиальные ультразвуковые колебания непосредственно в зоне обработки, для чего колебания накладываются на направляющую кондукторную втулку, которая передает колебания на осевой инструмент малого диаметра. Таким образом, ультразвуковые колебания возбуждаются в зазоре между сверлом и заготовкой, потому активация СОЖ происходит непосредственно в зоне резания. Такое решение позволяет достигнуть большей интенсивности процесса кавитации (образуется большее число кавитационных пузырьков), что в свою очередь усиливает проникающие, охлаждающие, смазывающие и другие свойства СОЖ и приведет к увеличению периода стойкости режущего инструмента и производительности обработки.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существующим признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе подачи СОЖ и изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа подачи СОЖ. Результаты поиска показали, что заявленное изобретение не вытекает явным образом для специалиста из известного уровня развития техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Описываемое изобретение не основано на изменении количественных признаков, представлении их во взаимосвязи, либо изменении их вида.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
Сущность изобретения поясняется чертежом, на котором изображена принципиальная схема устройства, реализующего предлагаемый способ.
Устройство содержит волновод 1, одновременно являющийся направляющей кондукторной втулкой (на конце волновод имеет отверстие). Волновод связан с преобразователем (вибратором) 2. Источником сигнала является УЗ-генератор. Отверстие на волноводе 1 с малым зазором охватывает осевой инструмент 3 малого (1 - 6) мм диаметра и потому передает ему радиальные колебания.
СОЖ в зону обработки свободно падающей струей проникает в зазор между инструментом и просверленной частью отверстия и там происходит наложение на нее УЗК. Электрические колебания УЗ-частоты, генерируемые УЗ-генератором 4, преобразуются в упругие колебания с помощью преобразователя 2. В результате наложения УЗК на СОЖ в ней возникают высокие мгновенные давления. При этом происходит образование и колебание газовых полостей, ударных волн, вызывающих макро- и микропотоки СОЖ, образование микроканалов (капилляров), следовательно, жидкость глубже проникает в отверстие. Улучшаются условия работы режущего инструмента, выход стружки, уменьшается температура в зоне резания. А так как ультразвуковые колебания жидкости возбуждаются непосредственно в зоне обработки (в зазоре между инструментом и заготовкой), интенсивность колебаний возрастает. Поэтому происходит более полное использование энергии УЗК, что повышает эффективность обработки.
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного способа подачи СОЖ следующей совокупности условий:
- способ подачи СОЖ, воплощающий заявленное изобретение при его осуществлении, предназначен для использования в машиностроении, а именно на операциях обработки отверстий из различных материалов осевым инструментом;
- для заявленного способа подачи СОЖ в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- способ подачи СОЖ, воплощающий заявленное изобретение при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует критерию "промышленная применимость".
Изобретение относится к машиностроению и может быть использовано на операциях обработки отверстий малого диаметра (1-6 мм) в различных материалах осевым инструментом. На подаваемую поливом СОЖ накладывают ультразвуковые колебания (УЗК) непосредственно в зоне обработки, для чего их наложение осуществляют на кондукторную втулку, передающую колебания на инструмент, имеющий малую жесткость. Повышается эффективность обработки за счет усиления проникающей способности СОЖ в зону резания под действием УЗК, вызывающих в зоне обработки высокие мгновенные давления. При этом происходит образование и колебание газовых полостей и ударных волн, вызывающих макро- и микропотоки СОЖ, интенсивность которых увеличивается при активации СОЖ непосредственно в зоне резания. Улучшаются условия работы режущего инструмента, уменьшается температура в зоне резания, а следовательно, повышается стойкость инструмента. 1 з.п. ф-лы, 1 ил.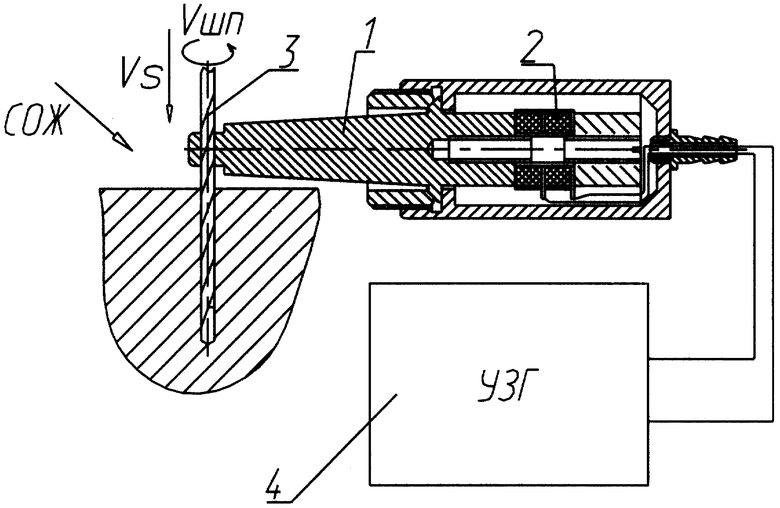
| Электрическое устройство для контроля караульной службы сторожей | 1926 |
|
SU4934A1 |
| 0 |
|
SU156817A1 | |
| Кондукторная плита | 1978 |
|
SU751576A1 |
| СПОСОБ ОБРАБОТКИ СКВОЗНЫХ ОТВЕРСТИЙ | 1989 |
|
RU2027579C1 |
| Устройство для двусторонней приварки выводов к армированным колпачками заготовкам резисторов | 1984 |
|
SU1225742A1 |
