Изобретение относится к производству абразивного инструмента и может быть использовано для шлифования внутренних конических поверхностей деталей типа тел вращения, применяемых в машиностроении, авиации, турбостроении и других отраслях народного хозяйства.
Известны абразивные инструменты, в которых рабочие элементы выполнены в виде гибких или жестких дисков из абразивного материала, устанавливаемых под углом к оси оправки (авт.св. N 1174242). За счет этого рабочие диски помимо вращательного движения получают еще и возвратно-поступательное движение в осевом направлении и тем самым увеличивают ширину обработки. Однако таким инструментом не технологично обрабатывать коническую поверхность, так как это потребовало бы усложнения кинематики станка или применения спецприспособления.
Известен абразивный инструмент, выполненный в виде дискретно установленных на оправке абразивных элементов из шлифовальной шкурки в форме квадрата, который может использоваться для шлифования цилиндрических и конических поверхностей тел вращения. Но из-за того, что абразивные элементы выполнены в виде квадратов, то по длине обработки разные участки рабочей поверхности такого инструмента будет иметь различную шероховатость и, следовательно, будет прижиматься к обрабатываемой поверхности с неодинаковой силой. Это приводит к неравномерности снятия припуска по длине обработки. Кроме того, недостаточного перекрытия абразивных элементов друг другом возникают необработанные участки на поверхности детали [2]
Целью изобретения является повышение производительности и точности обработки внутренних конических поверхностей деталей типа тел вращения, достижение плавного перехода конической поверхности в цилиндрическую.
Достигается это за счет ровной жесткости по ширине инструмента, для создания которой диаметры опорных дисков изменяют по ширине инструмента в зависимости от угла подъема γ, которые меньше по сравнению с диаметрами рабочих дисков на величину 2hi. Диаметры опорных дисков зависят от угла γ, толщины шкурки lш и номера диска. Вследствие этого достигается снятие равного припуска по длине обработки, исключение необработанных участков на конической поверхности, что ведет к повышению производительности обработки, а в местах сопряжения конической и цилиндрической поверхностей образуется плавный переход с радиусом r.
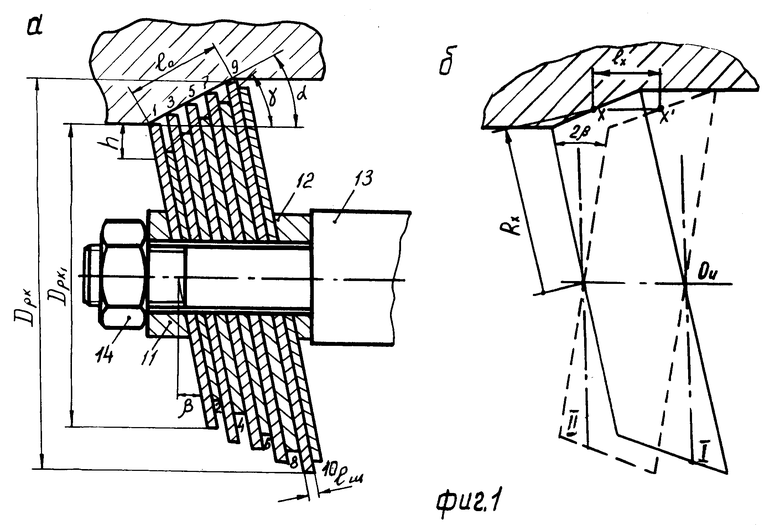
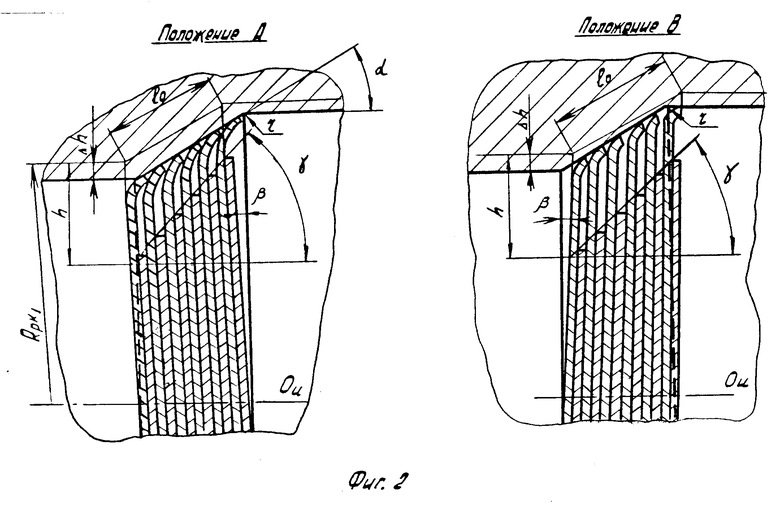
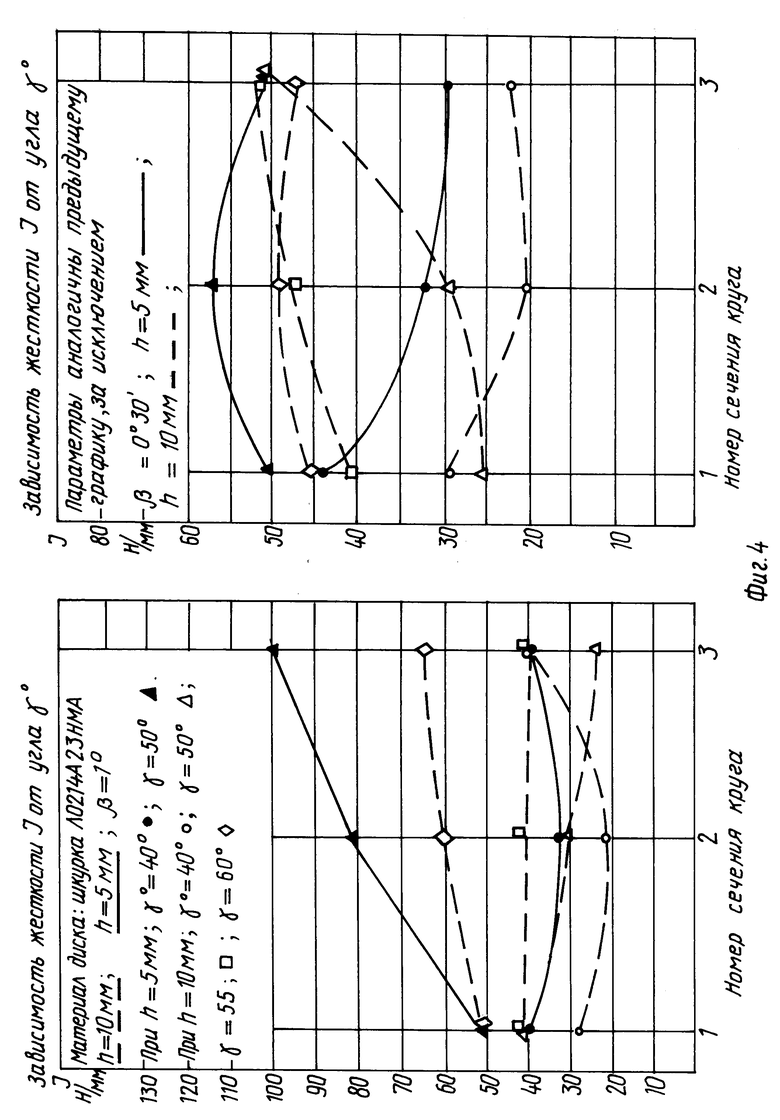
На фиг. 1 изображен: а абразивный инструмент на оправке в сборе, осевое сечение; в два крайних положения и инструмента в работе и схема для расчета линейного перемещения точки х, находящейся на рабочей поверхности инструмента; на фиг.2 два крайних положения инструмента А и В при работе, в которых рабочие диски прижимаются к поверхности детали с разным радиальным натягом; на фиг.3 схема измерения радиальной жесткости различных участков рабочей поверхности инструмента; на фиг.4 графические зависимости жесткости в разных сечениях инструмента при различных конструктивных параметрах.
Инструмент выполнен в виде дискретно установленных на оправке 13 попеременно рабочих 1, 3, 5, 7 и 9 и опорных 2, 4, 6, 8 и 10 гибких дисков из шлифовальной шкурки по ГОСТ 5009-82. Диски фиксируются на оправке между правым 12 и левым 11 кольцами гайкой 14. Положение дисков под углом по отношению к оси оправки достигается за счет того, что торцы колец 11 и 12 имеют наклон под углом β к плоскости, перпендикулярной их оси.
При повороте инструмента вокруг оси на 90о радиус Ri каждой точки, лежащей на его рабочей поверхности и принадлежащей i-му рабочему диску, изменится на величину
Δ Ri Ri Ricos β Ri(1 cos β ).
Из-за малости угла β 0,5-1о возникающая разница между полуосями теоретического эллипса и радиусами дисков будет незначительной: Δ Ri (0,00014-0,0002) Ri, поэтому диски технологичнее изготавливать в виде круга с радиусом Ri 0,5Di.
Опорные диски имеют диаметры, меньшие по сравнению с рабочими на величину 2hi, которая изменяется по длине рабочей поверхности инструмента с учетом узла γ Это обеспечивает равную радиальную жесткость по длине рабочей поверхности инструмента. Исходя из этого диаметр первого рабочего диска Dpk1 следует выбирать по конструктивным соображениям в соответствии с наименьшим диаметром обрабатываемой конической части, а диаметр каждого последующего n диска Dpkпрассчитывается по формуле:
Dpкп Dрк-1 + 2lшпtg α где lш толщина дисков;
п количество предыдущих рабочих и опорных дисков.
Диаметр первого опорного диска D01 определяется по формуле
D01 Dрк-1 2h1.
Тогда диаметр последующих опорных дисков Dоп равен
Dоп D01 + 2lшп1tg γ, где γ- угол подъема опорных дисков;
п1 общее количество дисков, расположенных перед диском для которого рассчитывается диаметр.
Ширина инструмента зависит от длины обработки lo (см. фиг.1а) и количества принятых рабочих и опорных дисков.
В результате установки дисков инструмента под углом β каждая точка х его рабочей поверхности получает при повороте на 180о осевое перемещение на величину lx (фиг.1,в, точка х'). При перемещении круга из положения I в положение II величина lx определяется по формуле
lx=Di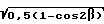
Из-за осевого перемещения рабочей поверхности инструмента он может выходить из зоны обработки. Поэтому целесообразно для повышения производительности обработки делать угол β ≅ 1о и устанавливать круг с предварительным радиальным натягом Δ h 1-1,5 мм (фиг.2). За счет этого создается также и осевой натяг дисков при работе.
Равная радиальная жесткость рабочих дисков по длине обработки конической поверхности детали достигается за счет того, что угол подъема опорных дисков γ больше угла конической поверхности α. Угол γ подбирается таким, чтобы при одинаковой силе прижима дисков к обрабатываемой поверхности прогиб дисков f в процессе обработки был постоянным. Обработка конической поверхности происходит следующим образом (фиг.2). Инструмент подводят к обрабатываемой поверхности и устанавливают с предварительным радиальным натягом Δ h. При вращении инструмента происходит съем припуска по всей конической поверхности, который будет постоянным. При этом инструмент переходит из положения А в положение В. В результате чего исключаются необработанные участки по длине конуса и образуется плавный переход конической поверхности детали в цилиндрическую с радиусом r 1-1,2 мм. Это также приводит к повышению производительности и точности обработки и ликвидации концентраторов напряжений в местах перехода конической поверхности в цилиндрическую.
Таким образом за одну установку и одним кругом предлагаемой конструкции, удается обработать коническую поверхность детали и радиус перехода конической поверхности в цилиндрическую.
Производственные испытания проводились на круге со следующими параметрами:
материал дисков: шлифовальная шкурка ЛО2 14А25НПМ (ГОСТ 5009-82);
угол обрабатываемой конической поверхности α 30о и lo 10 мм;
угол наклона дисков β 0,5о и 1о;
диаметр первого рабочего диска Dрк185 мм;
угол подъема опорных дисков при h 5 мм: γ1 40о; γ2 50о, а при h 10 мм: γ 40, 50, 55 и 60о.
В результате исследований установлено (фиг.4), что постоянная жесткость дисков по длине обработки будет у круга с параметрами: h 10 мм; β 1о; γ 55о.
Измерение жесткости производились следующим образом (фиг.3). Инструмент в сборе устанавливался в центре. К нему подводился индикатор часового типа с плоской контактной ножкой. Затем шток индикатора нагружался силой Р 2Н и замерялся прогиб дисков круга f в положениях I, II и III.
Жесткость дисков рассчитывается по формуле:
J 

Производственные испытания заявляемого инструмента на партии деталей из закаленной стали показали, что при шлифовании внутренней конической поверхности кругом, состоящим из дисков из шлифовальной шкурки и установленным с предварительным радиальным натягом Δh 1 мм, следы механической обработки убирались после 2-4 мин работы, достигалось снятие равномерного припуска на конической поверхности с образованием плавного перехода конической поверхности в цилиндрическую с радиусом r 1-1,2 мм, шероховатость поверхности Rа 0,63-0,3 мкм, что соответствует заданным техническим требованиям. Угловые отклонения поверхности составили до ±15.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| СПОСОБ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2073595C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| СПОСОБ ОБРАБОТКИ ПАЗОВ ЛЕПЕСТКОВЫМ КРУГОМ | 1996 |
|
RU2109620C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1996 |
|
RU2094207C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
Использование: при шлифовании внутренних конических поверхностей деталей типа тел вращения в машиностроении, турбостроении и других отраслях народного хозяйства. Сущность изобретения: рабочие элементы из шлифовальной шкурки в виде дисков установлены на оправке под углом к плоскости, перпендикулярной ее оси из условия образования усеченного конуса. Между рабочими дисками размещены опорные диски, число которых равно числу рабочих дисков. Диаметр каждого опорного диска выбран меньше, чем диаметр каждого рабочего из условия обеспечения равной жесткости рабочих дисков. Угол наклона дисков к плоскости, перпендикулярной оси оправки, равен или меньше 1°. 1 з. п. ф-лы, 4 ил.
| Лепестковый абразивный инструмент | 1980 |
|
SU931449A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
