Область техники, к которой относится изобретение
Изобретение основывается на способе изготовления высоковольтного проходного изолятора согласно ограничительной части пункта 1 формулы изобретения. С помощью этого способа изготавливают выполненные в форме колонны проходные изоляторы, которые служат для пропускания находящегося под высоким напряжением проводника через заземленную стенку корпуса, например, трансформатора. Такие проходные изоляторы имеют полый цилиндрический симметричный наружный изолятор, на одной торцевой стороне которого расположена выполненная с возможностью подключения к высоковольтному потенциалу проходная головка, а на его противоположной торцевой стороне - выполненное с возможностью подключения к потенциалу земли проходное основание. Кроме того, проходной изолятор содержит проходящую вдоль оси цилиндра через наружный изолятор протяжную трубку и закрепленный на протяжной трубке, управляющий полем изолирующий корпус.
Уровень техники
В ограничительной части пункта 1 формулы изобретения делается ссылка на способ изготовления высоковольтных проходных изоляторов, который используется заявителем уже в течение многих лет. При этом на протяжную трубку насаживают по порядку выполненное в виде монтажного фланца проходное основание, изготовленный из фарфора или сохраняющей форму пластмассы наружный изолятор и проходную головку с пружиной сжатия. Эта протяжная трубка несет управляющий полем изолирующий корпус, на который опирается проходное основание. С помощью зажимного инструмента проходную головку с предварительным натяжением удерживают с опиранием на наружный изолятор. На проходящий через проходную головку и имеющий наружную резьбу конец протяжной трубки навинчивают гайку до упора в проходную головку. После снятия зажимного инструмента проходная головка и проходное основание соединяются друг с другом с силовым замыканием через протяжную трубку и изолирующий корпус и с определяемым пружиной сжатия предварительным натяжением опираются на торцевые стороны наружного изолятора, так что находящееся внутри наружного изолятора полое пространство герметизировано относительно наружного пространства и может быть заполнено изолирующим средством.
Сущность изобретения
Изобретение, как это определено в формуле изобретения, решает задачу создания способа указанного вначале типа, который обеспечивает особенно экономичным образом изготовление высоковольтных проходных изоляторов с разными размерами и характеристиками.
В способе, согласно изобретению, перед насаживанием проходной головки на протяжную трубу на фланец проходной головки устанавливают выполненный с возможностью сдвига в осевом направлении зажимной элемент, фланец головки и зажимной элемент прижимают друг к другу с образованием силы предварительного натяжения, при последующем насаживании предварительно сжатой проходной головки на протяжный корпус фиксируют зажимной элемент на проходящем через наружный изолятор конце протяжного корпуса, а затем снимают зажимной элемент с фланца головки с образованием натяга. Эти стадии способа обеспечивают быстрое и экономичное изготовление высоковольтного проходного изолятора. Отпадает необходимость в использовании дополнительного зажимного устройства, а также в подготовке выполненных относительно сложно и зависящих от размеров и выполняемых проходными изоляторами задач проходных головок.
По технологическим причинам целесообразно устанавливать зажимной элемент на фланец головки с помощью винта, проходящего в сквозном резьбовом отверстии пластины головки. В этом случае можно очень просто приводить в действие винт при монтаже проходного изолятора. Одновременно в этом случае зажимной элемент не зависит в широких пределах от величины проходной головки и может использоваться при изготовлении проходных изоляторов с любыми размерами.
За счет поворачивания винта при одновременном перемещении лежащей на пружине зажимной пластины зажимного элемента в направлении фланца головки можно быстрым и надежным образом с помощью винтоверта создавать предварительное натяжение, необходимое для монтажа.
Рекомендуется предварительно стянутую проходную головку предусмотренной на зажимной пластине внутренней резьбой навинчивать на наружную резьбу протяжного корпуса до упора в наружный изолятор. За счет этого возможно, с одной стороны, использовать необходимую для обычного изготовления и поэтому уже имеющуюся наружную резьбу, и одновременно отпадает необходимость в инструментах, необходимых в противном случае для изготовления предварительно смонтированной проходной головки.
Затем очень просто можно окончательно монтировать проходной изолятор. С помощью отвертки ослабляют винт и тем самым автоматически устанавливают на наружном изоляторе фланец головки и проходное основание посредством предварительно сжатой пружины, прижимную пластину, протяжный корпус и закрепленный на протяжном корпусе, управляющий полем изолирующий корпус.
Поскольку сопряженная резьба для винта выполнена в виде сквозного резьбового отверстия, то внутренне пространство проходного изолятора после удаления винта можно заполнять через это отверстие изолирующим средством. Таким образом, отпадает необходимость в выполнении дополнительного заполняющего отверстия для изолирующего средства.
Надежное закрывание внутреннего пространства проходного изолятора обеспечивается путем закрывания резьбового сквозного отверстия после заполнения изолирующего материала посредством подходящего уплотненного винта.
Краткое описание чертежей
Ниже приводится подробное описание изобретения на основе примеров выполнения со ссылками на чертежи, на которых изображено:
фиг.1 - изготовленный с помощью способа, согласно изобретению, высоковольтный проходной изолятор с осевым разрезом справа от продольной оси, вид сбоку и
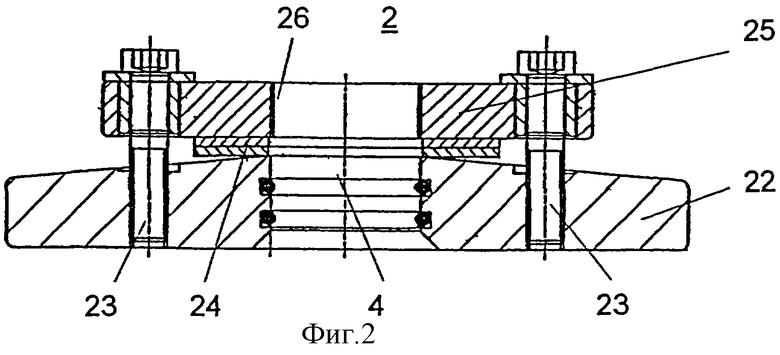
фиг.2 - разрез предварительно стянутой проходной головки перед ее установкой в высоковольтный проходной изолятор согласно фиг.1.
Пути реализации изобретения
На обеих фигурах одинаковыми позициями обозначены одинаково действующие элементы. Показанный на фиг.1 высоковольтный проходной изолятор выполнен по типу колонны и имеет полый цилиндрический симметричный наружный изолятор 1. Этот изолятор изготовлен из сохраняющего форму погодостойкого материала, предпочтительно пластмассы на основе трубы из армированного волокном многослойного материала с кремнийорганическим экранированием или из фарфора. На своей обращенной вверх торцевой стороне он несет выполненную с возможностью подключения к высоковольтному напряжению металлическую проходную головку 2. На своей обращенной вниз противоположной торцевой стороне наружный изолятор опирается на выполненное с возможностью подключения к потенциалу земли металлическое проходное основание 3.
Вдоль вертикально проходящей оси 4 наружного изолятора 1 проходит цилиндрический симметричный металлический протяжный корпус 5, который, как показано, может быть выполнен в виде трубки 5 или же в виде массивного штыря. При своем выполнении протяжного корпуса в виде протяжной трубки 5 последняя служит для размещения находящегося под высоким напряжением конца кабеля, который с помощью винтового зажима электрически проводящим образом закрепляют на верхнем конце протяжной трубки. Если протяжный корпус выполнен в виде штыря, то этот штырь может проводить проходящий через конец кабеля ток.
На наружной поверхности протяжной трубки 5 закреплен управляющий полем, предпочтительно выполненный в виде ввода конденсаторного типа изолирующий корпус 6. Изолирующий корпус 6 имеет верхний, выполненный по существу цилиндрическим и нижний, выполненный по существу коническим участок. Цилиндрический участок расположен внутри наружного изолятора 1 и служит для управления электрическим полем проходящего при работе проходного изолятора через протяжную трубку 5 находящегося под высоким напряжением проводника в зоне наружного изолятора 1 и проходного основания 3. Конический участок при работе проходного изолятора расположен в корпусе, например, трансформатора, соединенном электрически проводящим образом с проходным основанием 3, и управляет электрическим полем проводника внутри корпуса, неизображенного на фиг.1 и находящегося под высоким напряжением. Между двумя участками управляющий полем изолирующий корпус 6 содержит уступ 7, на который опирается проходное основание 3. Оба конца протяжной трубки 5 выведены из внутреннего пространства проходного изолятора. На верхнем конце протяжной трубки 5 выполнена наружная резьба 51, которая взаимодействует с двумя не обозначенными на фиг.1 внутренними резьбами зажимного элемента 21 проходной головки 2 и монтажного приспособления 8 для удерживания концевого винтового зажима проходящего при работе проходного изолятора через протяжную трубку, находящегося под высоким напряжением проводника. На нижнем конце протяжной трубки 5 закреплен шарообразный управляющий электрод, который служит для выравнивания электрического поля токопровода, протянутого через протяжную трубку 5.
Для изготовления проходного изолятора проходное основание 3 и наружный изолятор 1 насаживают по порядку на протяжную трубку. В этом случае проходное основание 3 опирается на упор 7 управляющего полем изолирующего корпуса 6 и на нижнюю торцевую сторону наружного изолятора 1. Затем на протяжную трубку 5 насаживают проходную головку 2. При насаживании проходной головки 2 на фланце 22 закрепляют зажимной элемент 21 так, что между зажимным элементом 21 и фланцем 22 головки действует определенная сила предварительного натяжения.
На фиг.2 показана конструкция предварительно стянутой проходной головки 2. Показано, что во фланце 22 проходной головки выполнены два сквозных резьбовых отверстия, через которые проходит один из двух монтажных винтов 23, и зажимной элемент 21 имеет прилегающую к фланцу головки тарельчатую пружину 24, а также сжимающую тарельчатую пружину 24 прижимную пластину 25. Прижимная пластина 25 содержит два необозначенных, ориентированных в направлении оси 4 вкладыша подшипника, на которые опирается с возможностью вращения один из обоих монтажных винтов 23. Кроме того, в прижимной пластине 25 выполнена внутренняя резьба 26.
Перед насаживанием проходной головки 2 на протяжную трубку 5 оба монтажных винта ввинчивают во фланец 22 головки. При этом прижимная пластина 25 перемещается вниз и тем самым сжимает лежащую на фланце 22 головки тарельчатую пружину 24.
То же самое действие можно обеспечить с помощью единственного монтажного винта или с помощью более чем двух монтажных винтов. Важным является прежде всего то, что прижимная пластина выполнена с возможностью сдвига в направлении оси 4. Если предусмотрен только один винт 23, то односторонне действующую силу предварительного натяжения необходимо компенсировать с помощью направляющего штифта, который используется вместо второго монтажного винта 23.
Предварительно стянутую таким образом с заданным усилием проходную головку 2 затем также насаживают на протяжную трубку 5. При этом внутреннюю резьбу 26 прижимной пластины 25 навинчивают на наружную резьбу 51 протяжной трубки 5 до упора в наружный изолятор 1. При ослаблении винтового соединения предварительно сжатая тарельчатая пружина 24 растягивается в осевом направлении и направляет прижимную пластину 25 вверх. При этом перемещении соединенная неподвижно с прижимной пластиной 25 через резьбу 26, 51 протяжная трубка 5 и неподвижно соединенный в свою очередь с протяжной трубкой управляющий полем изолирующий корпус 6 перемещаются вверх. Таким образом, фланец 22 проходной головки 2 и проходное основание 3 друг относительно друга скреплены через тарельчатую пружину 24, прижимную пластину 25, протяжную трубку 5 и изолирующий корпус 6 и установлены на торцевых сторонах наружного изолятора 1.
Остающееся внутри проходного изолятора полое пространство 9, ограниченное по существу изолирующим корпусом 6 и внутренними стенками наружного изолятора 1, фланцем 22 головки и проходным основанием 3, заполняют из диэлектрических соображений изолирующим средством, например, силиконовым маслом. Это изолирующее средство можно заполнять простым образом через сквозные резьбовые отверстия после полного удаления обоих монтажных винтов 23. Для обеспечения герметизации полого пространства 9 служат не обозначенные на фиг.2 уплотнительные кольца между протяжной трубкой и фланцем 22 головки, а также не изображенные на фигурах уплотнительные кольца между наружным изолятором 1, соответственно изолирующим корпусом 6 и фланцем 22 головки и проходным основанием 3. При этом находящийся в полом пространстве 9 воздух может быть удален через другое из обоих сквозных резьбовых отверстий. После заполнения полого пространства 9 сквозные резьбовые отверстия можно закрыть с помощью уплотненных винтов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Высоковольтный трансформатор тока | 1986 |
|
SU1538906A3 |
| ВВОД ТРАНСФОРМАТОРА | 2020 |
|
RU2787844C1 |
| Тиристорный модуль с испарительным охлаждением жидким диэлектриком | 1990 |
|
SU1762341A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| ШТЕКЕРНЫЙ ВВОД И ВЫСОКОВОЛЬТНАЯ УСТАНОВКА С ШТЕКЕРНЫМ ВВОДОМ | 2011 |
|
RU2475877C1 |
| СЕПАРАТОР ПЫЛЕСОСА, В ЧАСТНОСТИ МОЮЩЕГО ПЫЛЕСОСА, СЕПАРАЦИОННОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ СЕПАРАТОР, А ТАКЖЕ ПЫЛЕСОС, В ЧАСТНОСТИ МОЮЩИЙ ПЫЛЕСОС, СОДЕРЖАЩИЙ СЕПАРАТОР ИЛИ СЕПАРАЦИОННОЕ УСТРОЙСТВО | 2014 |
|
RU2645146C2 |
| УСТРОЙСТВО ДЛЯ ОГРАНИЧЕНИЯ ПЕРЕНАПРЯЖЕНИЯ | 2011 |
|
RU2493626C2 |
| СТОПОР, ПРЕДОТВРАЩАЮЩИЙ ВЫТЯГИВАНИЕ ИНСТРУМЕНТОВ ИЗ ДЕРЖАТЕЛЕЙ С ГНЕЗДОМ ДЛЯ ИНСТРУМЕНТА | 2007 |
|
RU2454299C2 |
| Высоковольтный ввод герметичного газонаполненного распределительного устройства | 2021 |
|
RU2764166C1 |
| КОНЦЕВАЯ ЗАДЕЛКА КАБЕЛЯ | 2001 |
|
RU2265267C2 |
Предложен способ, который служит для изготовления выполненного в форме колонны высоковольтного проходного изолятора, содержащего полый цилиндрический симметричный наружный изолятор (1). На одну торцевую сторону наружного изолятора (1) опирается выполненная с возможностью подключения к высоковольтному напряжению проходная головка (2). На противоположную торцевую сторону изолятора опирается выполненное с возможностью подключения к потенциалу земли проходное основание (3). Согласно способу на протяжный корпус (5) насаживают по порядку проходное основание (3), наружный изолятор (1) и проходную головку (2), при этом проходное основание (3) опирается на изолирующий корпус (6). Проходное основание (3) и проходную головку (2) прижимают друг к другу через несущий изолирующий корпус (6) протяжный корпус (5). Перед насаживанием проходной головки (2) на протяжный корпус (5) на фланец (22) проходной головки (2) устанавливают выполненный с возможностью сдвига в осевом направлении зажимной элемент (21), фланец (22) головки и зажимной элемент (21) прижимают друг к другу с образованием силы предварительного натяжения. При последующем насаживании предварительно стянутой проходной головки (2) на протяжный корпус (5) фиксируют зажимной элемент (21) на проходящем через изолятор (1) конце протяжного корпуса (5) и затем снимают зажимной элемент (21) с фланца (22) головки с образованием натяга. Техническим результатом является обеспечение экономичности изготовления высоковольтных проходных изоляторов. 6 з.п. ф-лы, 2 ил.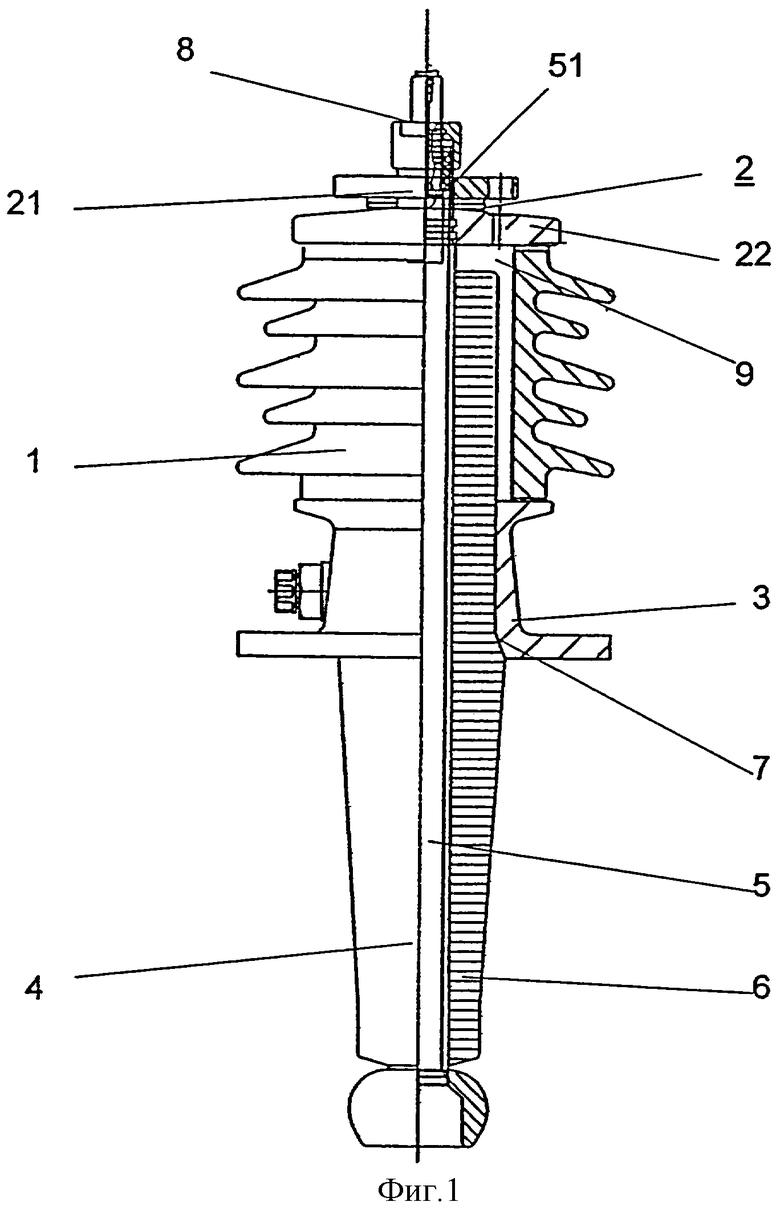
| Способ изготовления герметичного проходника | 1981 |
|
SU1026168A1 |
| Способ изготовления полых изоляторов | 1980 |
|
SU1026167A1 |
| DE 599625, 06.07.1934 | |||
| US 3971128 А, 27.07.1876 | |||
| US 4212696 А, 15.07.1980 | |||
| WO 8403794, 27.09.1984. | |||

