Изобретение относится к области металлургии тяжелых цветных металлов, в частности, к области очистки от примесей растворов при производстве кобальта.
Известен способ скоростной окислительной очистки от железа сульфат-хлоридных железо-кобальт-никелевых растворов, включающий перекристаллизацию и четырехстадийную нейтрализацию раствором карбоната натрия. При этом перекристаллизацию проводят в реакторе-диспергаторе, изготовленном из нержавеющей стали или титана ВТ-1 при температуре 115-140°С, а нейтрализацию ведут в 40 м3 пачуках содовым раствором Na2CO3 - 180-190 кг/м3, который подают в пачуки через стояк при постоянном перемешивании циркуляцией раствора и барботажем воздуха (Касимов A.M. Малоотходные и энергосберегающие технологии в производстве редких и тяжелых цветных металлов. М.: Металлургия, 1990. С.64-67).
Недостатками известного способа являются: малый срок службы реактора-диспергатора по причине высокого абразивного износа. Выделение большого количества гидроаэрозолей солей тяжелых металлов в процессе нейтрализации из-за перегрева пульпы на стадии перекристаллизации. Высокий расход воды в технологии железоочистки сульфат-хлоридных железо-кобальт-никелевых растворов, складывающийся из расходов воды на приготовление содового раствора и промывку полученного железистого кека в процессе его фильтрования. Высокое содержание никеля и кобальта в отвальном железистом кеке.
Наиболее близким по технической сущности к предлагаемому является способ окислительной очистки от железа сульфат-хлоридных железо-кобальт-никелевых растворов, включающий перекристаллизацию и четырехстадийную нейтрализацию раствором карбоната натрия. При этом перекристаллизацию и нейтрализацию проводят в 40 м3 пачуках при температуре 90°С. В процессе нейтрализации используют содовый раствор с концентрацией Na2CO3 - 180-190 кг/м3, который подают в пачуки через стояк при постоянном перемешивании циркуляцией раствора и барботажем воздуха (Борбат В.Ф., Волков В.И., Казанский Л.А. Производство кобальта из сульфидных руд. М.: Металлургия, 1983. С.48-53).
Недостатками данного способа являются: высокий расход воды в технологии железоочистки сульфат-хлоридных железо-кобальт-никелевых растворов, складывающийся из расходов воды на приготовление содового раствора и промывку полученного отвального железистого кека в процессе его фильтрования, а также высокое содержание в последнем никеля и кобальта.
В связи с этим, задачей изобретения являлось снижение расхода воды в технологии железоочистки сульфат-хлоридных железо-кобальт-никелевых растворов с одновременным снижением содержания в отвальном железистом кеке никеля и кобальта.
Технический результат изобретения состоит в снижении удельного расхода воды на тонну готовой кобальтовой продукции и повышении извлечения никеля и кобальта в товарную кобальтовую продукцию.
Сущность заявленного решения состоит в том, что в процессе окислительной очистки от железа сульфат-хлоридных железо-кобальт-никелевых растворов, включающем перекристаллизацию и четырехстадийную нейтрализацию раствором карбоната натрия, на стадию перекристаллизации вводят в качестве "затравки" 5-6 кг/м3 основного сульфата железа-натрия, а на последующих стадиях нейтрализации используют раствор карбоната натрия с концентрацией 210-240 кг/м3, который подают в реактор при помощи парового инжектора.
Экспериментально установлено, что:
Снижение расхода "затравки" ниже 5 кг/м3 приводит к уменьшению производительности фильтрования, увеличению расхода воды на промывку железистого кека и, как следствие, к увеличению потерь никеля и кобальта с железистым кеком и сточными водами.
Увеличение расхода "затравки" свыше 6 кг/м3 приводит к уменьшению производительности фильтрования, увеличению расхода воды на промывку железистого кека и, как следствие, к увеличению потерь никеля и кобальта с железистым кеком и сточными водами.
Снижение концентрации карбоната натрия в растворе, используемом на стадиях нейтрализации, ниже 210 кг/м3 приводит к уменьшению производительности фильтрования, увеличению расхода воды на приготовление содового раствора, вследствие чего увеличивается объем образующихся сточных вод и, как следствие, возрастают потери никеля и кобальта со сточными водами.
Увеличение концентрации карбоната натрия в растворе, используемом на стадиях нейтрализации, свыше 240 кг/м3 приводит к уменьшению производительности фильтрования, увеличению расхода воды на промывку железистого кека и, как следствие, к увеличению потерь никеля и кобальта с железистым кеком и сточными водами.
Подача раствора карбоната натрия в реактор без использования парового инжектора приводит к уменьшению производительности фильтрования, увеличению расхода воды на промывку железистого кека и, как следствие, к увеличению потерь никеля и кобальта с железистым кеком и сточными водами.
Способ окислительной очистки от железа сульфат-хлоридных железо-кобальт-никелевых растворов осуществляют следующим образом. Предварительно готовят раствор карбоната натрия заданной концентрации растворением определенной навески карбоната натрия в горячей технологической воде. В реактор перекристаллизации подают раствор после восстановления-растворения железо-кобальтовой пульпы с концентрацией серной кислоты 40-45 кг/м3, нагревают его до 90°С, после чего в него при постоянном перемешивании рециркуляцией и барботаже воздуха вводят заданное количество кека основного сульфата железа-натрия. Полученную в процессе перекристаллизации пульпу направляют на четырехстадийную нейтрализацию раствором карбоната натрия, который подают в реакторы при помощи паровых инжекторов. Полученную пульпу железистого кека фильтруют и промывают на фильтр-прессах "Диемме".
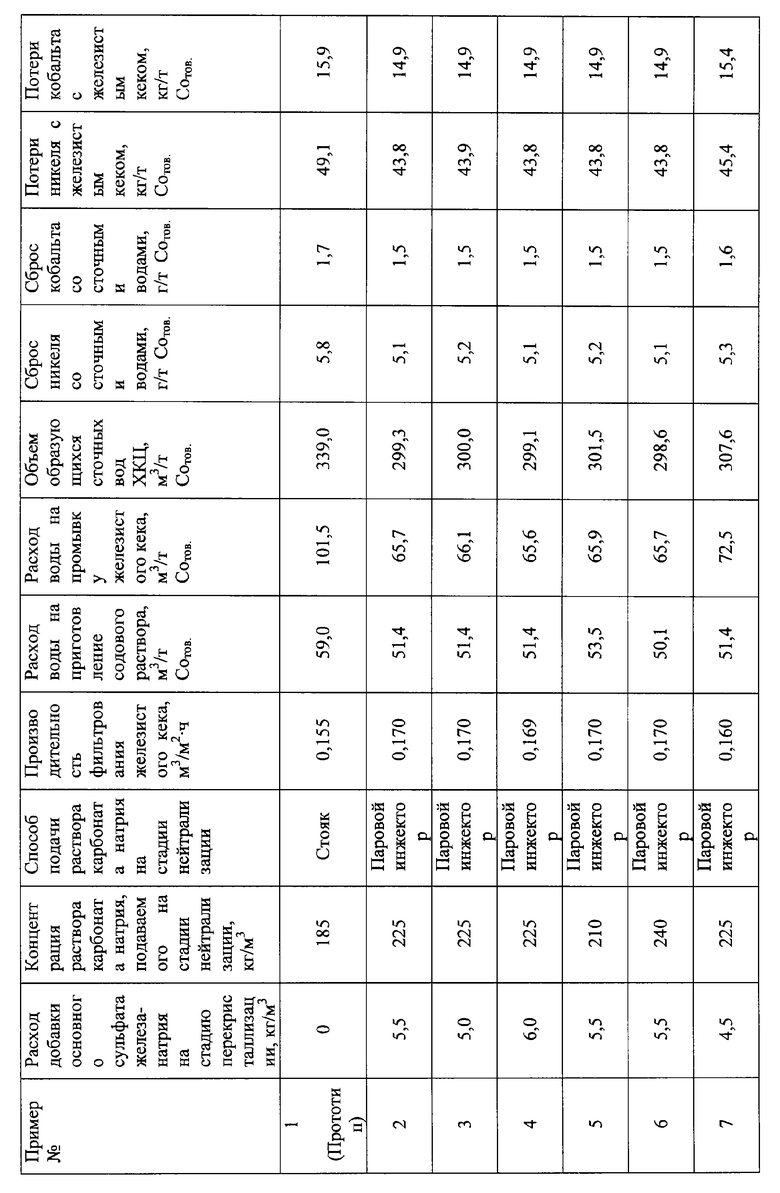
Конкретные примеры осуществления способа окислительной очистки от железа сульфат-хлоридных железо-кобальт-никелевых растворов представлены в таблице.
Пример 1 (Опыт 1 таблицы - реализация способа-прототипа)
Предварительно готовили раствор карбоната натрия с концентрацией 185 кг/м3 растворением навески карбоната натрия в горячей технологической воде. В реактор перекристаллизации подавали раствор после восстановления-растворения железо-кобальтовой пульпы с концентрацией серной кислоты 40-45 кг/м3, нагревали его до 90°С, после чего выдерживали его при постоянном перемешивании рециркуляцией и барботаже воздуха. Полученную в процессе перекристаллизации пульпу направляли на четырехстадийную нейтрализацию раствором карбоната натрия, который подавали в реакторы через стояки. Полученную пульпу железистого кека фильтровали и промывали на фильтр-прессах "Диемме".
В ходе опыта контролировали:
производительность фильтрования железистого кека;
- расход воды на приготовление раствора карбоната натрия;
- расход воды на промывку железистого кека;
- объем образующихся сточных вод;
- концентрацию никеля и кобальта в сточных водах;
- содержание никеля и кобальта в железистом кеке.
Пример 2 (Опыт 2 таблицы - предлагаемый способ)
Опыт осуществляли аналогично опыту 1 с тем отличием, что концентрация карбоната натрия в заранее приготовляемом растворе составляла 225 кг/м3, в реактор перекристаллизации вводили дополнительно 5,5 кг/м3 кека основного сульфата железа-натрия, а раствор карбоната натрия подавали в реакторы нейтрализации при помощи паровых инжекторов.
Пример 3 (Опыт 3 таблицы)
Опыт осуществляли аналогично опыту 1 с тем отличием, что концентрация карбоната натрия в заранее приготовляемом растворе составляла 225 кг/м3, в реактор перекристаллизации вводили дополнительно 5,0 кг/м3 кека основного сульфата железа-натрия, а раствор карбоната натрия подавали в реакторы нейтрализации при помощи паровых инжекторов.
Пример 4 (Опыт 4 таблицы)
Опыт осуществляли аналогично опыту 1 с тем отличием, что концентрация карбоната натрия в заранее приготовляемом растворе составляла 225 кг/м3, в реактор перекристаллизации вводили дополнительно 6,0 кг/м3 кека основного сульфата железа-натрия, а раствор карбоната натрия подавали в реакторы нейтрализации при помощи паровых инжекторов.
Пример 5 (Опыт 5 таблицы)
Опыт осуществляли аналогично опыту 1 с тем отличием, что концентрация карбоната натрия в заранее приготовляемом растворе составляла 210 кг/м3, в реактор перекристаллизации вводили дополнительно 5,5 кг/м3 кека основного сульфата железа-натрия, а раствор карбоната натрия подавали в реакторы нейтрализации при помощи паровых инжекторов.
Пример 6 (Опыт 6 таблицы)
Опыт осуществляли аналогично опыту 1 с тем отличием, что концентрация карбоната натрия в заранее приготовляемом растворе составляла 240 кг/м3, в реактор перекристаллизации вводили дополнительно 5,5 кг/м3 кека основного сульфата железа-натрия, а раствор карбоната натрия подавали в реакторы нейтрализации при помощи паровых инжекторов.
Пример 7 (Опыт 7 таблицы)
Опыт осуществляли аналогично опыту 1 с тем отличием, что концентрация карбоната натрия в заранее приготовляемом растворе составляла 225 кг/м3, в реактор перекристаллизации вводили дополнительно 4,5 кг/м3 кека основного сульфата железа-натрия, а раствор карбоната натрия подавали в реакторы нейтрализации при помощи паровых инжекторов.
Пример 8 (Опыт 8 таблицы)
Опыт осуществляли аналогично опыту 1 с тем отличием, что концентрация карбоната натрия в заранее приготовляемом растворе составляла 225 кг/м3, в реактор перекристаллизации вводили дополнительно 6,5 кг/м3 кека основного сульфата железа-натрия, а раствор карбоната натрия подавали в реакторы нейтрализации при помощи паровых инжекторов.
Пример 9 (Опыт 9 таблицы)
Опыт осуществляли аналогично опыту 1 с тем отличием, что концентрация карбоната натрия в заранее приготовляемом растворе составляла 250 кг/м3, в реактор перекристаллизации вводили дополнительно 5,5 кг/м3 кека основного сульфата железа-натрия, а раствор карбоната натрия подавали в реакторы нейтрализации при помощи паровых инжекторов.
Пример 10 (Опыт 10 таблицы)
Опыт осуществляли аналогично опыту 1 с тем отличием, что концентрация карбоната натрия в заранее приготовляемом растворе составляла 200 кг/м3, в реактор перекристаллизации вводили дополнительно 5,5 кг/м3 кека основного сульфата железа-натрия, а раствор карбоната натрия подавали в реакторы нейтрализации при помощи паровых инжекторов.
Пример 11 (Опыт 11 таблицы)
Опыт осуществляли аналогично опыту 1 с тем отличием, что концентрация карбоната натрия в заранее приготовляемом растворе составляла 225 кг/м3, в реактор перекристаллизации вводили дополнительно 5,5 кг/м3 кека основного сульфата железа-натрия.
Как видно из таблицы:
Технологические показатели осуществления способа окислительной очистки от железа сульфат-хлоридных железо-кобальт-никелевых растворов, включающего перекристаллизацию и четырехстадийную нейтрализацию раствором карбоната натрия, в котором на стадию перекристаллизации вводят в качестве "затравки" 5-6 кг/м3 основного сульфата железа-натрия, а на последующих стадиях нейтрализации используют раствор карбоната натрия с концентрацией 210-240 кг/м3, который подают в реактор при помощи парового инжектора (Примеры 2-6), незначительно отличаются друг от друга:
Производительность фильтрования железистого кека составляет, м3/м2·ч: 0,169-0,170.
Расход воды на приготовление раствора карбоната натрия составляет, м3/т Сотов.: 50,1-53,5.
Расход воды на промывку железистого кека составляет, м3/т Сотов.: 65,6-66,1.
Объем образующихся сточных вод составляет, м3/т Сотов.: 298,6-301,5.
Сброс никеля со сточными водами составляет, г/т Сотов.: 5,1-5,2.
Сброс кобальта со сточными водами составляет, г/т Сотов.: 1,5.
Потери никеля с железистым кеком составляют, кг/т Сотов.: 43,8-43,9.
Потери кобальта с железистым кеком составляют, кг/т Сотов.: 14,9.
Использование способа окислительной очистки от железа сульфат-хлоридных железо-кобальт-никелевых растворов без подачи "затравки" на стадию перекристаллизации и с использованием раствора карбоната натрия концентрацией 185 кг/м3, подаваемого на все стадии нейтрализации без использования парового инжектора (Пример 1 - реализация способа-прототипа), приводит к уменьшению производительности фильтрования до 0,155 м3/м2·ч, увеличению расхода воды на приготовление содового раствора до 59,0 м3/т Сотов, увеличению расхода воды на промывку железистого кека до 101,5 м3/т Сотов и, как следствие, к увеличению объема сточных вод до 339,0 м3/т Сотов, а также к увеличению потерь никеля и кобальта с железистым кеком до 49,1 и 15,9 кг/т Сотов, соответственно и сточными водами до 5,8 и 1,7 г/т Сотов, соответственно.
Снижение расхода "затравки" до 4,5 кг/м3 (Пример 7) приводит к уменьшению производительности фильтрования до 0,160 м3/м2·ч, увеличению расхода воды на промывку железистого кека до 72,5 м3/т Сотов и, как следствие, к увеличению потерь никеля и кобальта с железистым кеком до 45,4 и 15,4 кг/т Сотов соответственно и сточными водами до 5,3 и 1,6 г/т Сотов, соответственно.
Увеличение расхода "затравки" до 6,5 кг/м3 (Пример 8) приводит к уменьшению производительности фильтрования до 0,165 м3/м2·ч, увеличению расхода воды на промывку железистого кека до 67,8 м3/т Сотов и, как следствие, к увеличению потерь никеля и кобальта с железистым кеком до 44,8 и 15,2 кг/т Сотов соответственно и сточными водами до 5,3 и 1,6 г/т Сотов, соответственно.
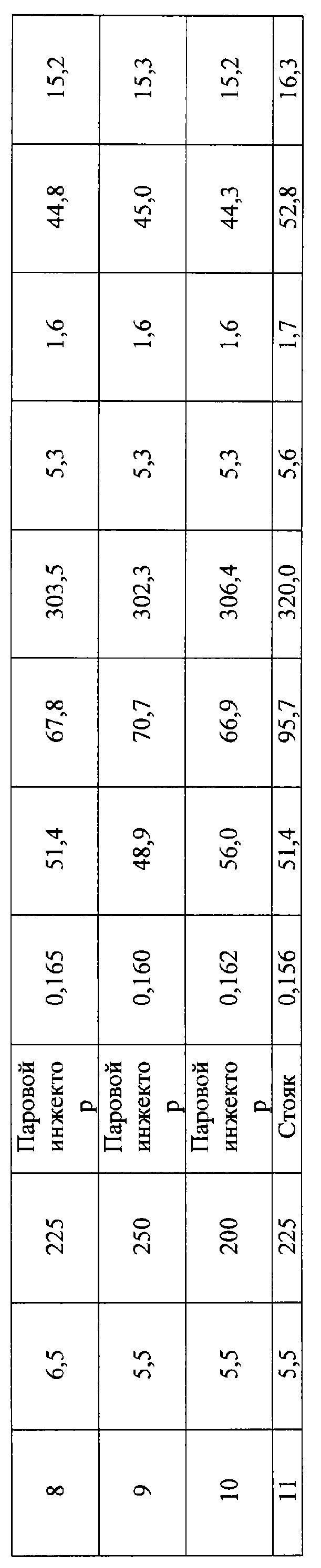
Увеличение концентрации карбоната натрия в растворе, используемом на стадиях нейтрализации, до 250 кг/м3 приводит к уменьшению производительности фильтрования до 0,160 м3/м2·ч, увеличению расхода воды на промывку железистого кека до 70,7 м3/т Сотов и, как следствие, к увеличению потерь никеля и кобальта с железистым кеком до 45,0 и 15,3 кг/т Сотов, соответственно и сточными водами до 5,3 и 1,6 г/т Сотов, соответственно.
Снижение концентрации карбоната натрия в растворе, используемом на стадиях нейтрализации, до 200 кг/м3 приводит к уменьшению производительности фильтрования до 0,162 м3/м2·ч, увеличению расхода воды на приготовление содового раствора до 56,0 м3/т Сотов, увеличению расхода воды на промывку железистого кека до 66,9 м3/т Сотов и, как следствие, к увеличению потерь никеля и кобальта с железистым кеком до 44,3 и 15,2 кг/т Сотов, соответственно и сточными водами до 5,3 и 1,6 г/т Сотов, соответственно.
Подача содового раствора карбоната натрия в реактор без использования парового инжектора приводит к уменьшению производительности фильтрования до 0,156 м3/м2·ч, увеличению расхода воды на промывку железистого кека до 95,7 м3/т Сотов и, как следствие, к увеличению объема сточных вод до 320,0 м3/т Сотов, а также к увеличению потерь никеля и кобальта с железистым кеком до 52,8 и 16,3 кг/т Сотов, соответственно и сточными водами до 5,6 и 1,7 г/т Сотов, соответственно.
Как видно из проведенных опытов, именно совокупность признаков, предложенная в изобретении, а именно введение на стадии перекристаллизации в качестве "затравки" 5-6 кг/м3 основного сульфата железа-натрия, а также использование на последующих стадиях нейтрализации раствора карбоната натрия с концентрацией 210-240 кг/м3, который подают в реактор при помощи парового инжектора, обеспечивает получение желаемого технического результата - снижения удельного расхода воды на тонну готовой кобальтовой продукции и повышения извлечения никеля и кобальта в товарную кобальтовую продукцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ГИДРОЛИТИЧЕСКИХ ЖЕЛЕЗИСТЫХ КЕКОВ ОТ НИКЕЛЯ | 2006 |
|
RU2320736C2 |
| Способ переработки железистых гидратных кеков,содержащих никель и кобальт | 1981 |
|
SU996495A1 |
| Способ приготовления сульфатхлоридного никелевого электролита для рафинирования никеля | 1987 |
|
SU1437414A1 |
| Способ получения хлорида никеля | 2019 |
|
RU2711068C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПЛАВЛЕНЫХ СУЛЬФИДНЫХ МЕДНО-НИКЕЛЕВЫХ МАТЕРИАЛОВ, СОДЕРЖАЩИХ КОБАЛЬТ, ЖЕЛЕЗО И МЕТАЛЛЫ ПЛАТИНОВОЙ ГРУППЫ | 2003 |
|
RU2252270C1 |
| Способ приготовления хлоридного никелевого электролита для рафинирования никеля | 1984 |
|
SU1178796A1 |
| Способ получения раствора хлорного железа | 2018 |
|
RU2683405C1 |
| Способ переработки железистых гидратных кеков,содержащих никель и кобальт | 1985 |
|
SU1294853A1 |
| Способ очистки хлоридного раствора от железа | 2020 |
|
RU2725322C1 |
| СПОСОБ ВЫЩЕЛАЧИВАНИЯ ЦЕННЫХ МЕТАЛЛОВ ИЗ РУДЫ В ПРИСУТСТВИИ ХЛОРИСТОВОДОРОДНОЙ КИСЛОТЫ | 2005 |
|
RU2423534C2 |
Изобретение относится к области металлургии тяжелых цветных металлов, в частности, к области очистки от примесей растворов при производстве кобальта. Предложен способ окислительной очистки от железа сульфат-хлоридных железо-кобальт-никелевых растворов, включающий перекристаллизацию и четырехстадийную нейтрализацию раствором карбоната натрия, в котором на стадии перекристаллизации вводят в качестве "затравки" 5-6 кг/м3 основного сульфата железа-натрия, а на последующих стадиях нейтрализации используют раствор карбоната натрия с концентрацией 210-240 кг/м3, который подают в реактор при помощи парового инжектора, обеспечивается снижение удельного расхода воды на тонну готовой кобальтовой продукции и повышение извлечения никеля и кобальта в товарную кобальтовую продукцию. 1 табл.
Способ окислительной очистки от железа сульфат-хлоридных железо-кобальт-никелевых растворов, включающий перекристаллизацию и четырехстадийную нейтрализацию раствором карбоната натрия, отличающийся тем, что на стадию перекристаллизации вводят 5-6 кг/м3 основного сульфата железа-натрия, а на последующих стадиях нейтрализации используют раствор карбоната натрия с концентрацией 210-240 кг/м3, который подают в реактор при помощи парового инжектора.
| БОРБАТ В.Ф | |||
| и др | |||
| Производство кобальта из сульфидных руд | |||
| М.: Металлургия, 1983, с.48-53 | |||
| СПОСОБ ОЧИСТКИ КИСЛЫХ НИКЕЛЬ- КОБА Л ЬТСОДЕРЖАЩ ИХ РАСТВОРОВ ОТ ЖЕЛЕЗА | 1972 |
|
SU434117A1 |
| Способ гидролитической очистки никель-кобальтовых растворов | 1974 |
|
SU523951A1 |
| СПОСОБ ОЧИСТКИ СУЛЬФАТНЫХ РАСТВОРОВ, СОДЕРЖАЩИХ ТЯЖЕЛЫЕ ЦВЕТНЫЕ МЕТАЛЛЫ, ОТ ЖЕЛЕЗА | 1993 |
|
RU2068007C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

