Изобретение относится к текстильной промышленности и может быть использовано в прядильном производстве.
Известен способ обработки волокон или пряжи для модифицирования поверхности волокон при прохождении их между электродами, в пространстве между которыми создают разность потенциалов [1]. Модифицирование волокон осуществляется активными частицами разной природы, возникающими в межэлектродном пространстве. Однако геометрические параметры электродов и прикладываемая к ним разность потенциалов не позволяют получить необходимую концентрацию активных частиц и направленность их движения относительно волокон. В межволоконном пространстве кроме активных частиц возникают продукты взаимодействия этих частиц с поверхностными слоями волокон, которые экранируют поверхность волокон от активных частиц. Отмеченные недостатки существенно снижают эффективность модифицирования поверхности волокон.
Наиболее близким способом к предлагаемому является способ изменения свойств волокнистого субстрата при прохождении его в зоне униполярного коронного разряда, созданного между плоским анодом и игольчатым катодом [2]. Повышения эффективности обработки волокон в соответствии с данным способом достигают путем использования «электрического ветра», усиливаемого воздушным потоком, создаваемым вентилятором. Обработке движущегося волокнистого продукта, например ленты в пневмомеханическом прядении, в соответствии со способом [2] свойственны недостатки. При использовании униполярного коронного разряда в зоне движущихся волокон имеются электрические заряды одного знака. Эти заряды, оседая на волокнах или возникая по причине протекания разрядов между волокнами, создают собственное электрическое поле, которое препятствует взаимодействию активных заряженных частиц с волокном. Кроме этого, избыточные заряды на волокнах, взаимодействуя с плоским электродом и с зарядами соседних волокон, обуславливают прилипание волокон к плоскому электроду и друг к другу, повышая неровноту ленты, а также снижение степени ориентации волокон относительно продольной оси ленты.
Технический результат, обусловленный предлагаемым изобретением, состоит в повышении фрикционных и прочностных свойств волокон, определяющих, в основном, их прядомые свойства, а также в повышении технологических и эксплутационных свойств пряжи из этих волокон.
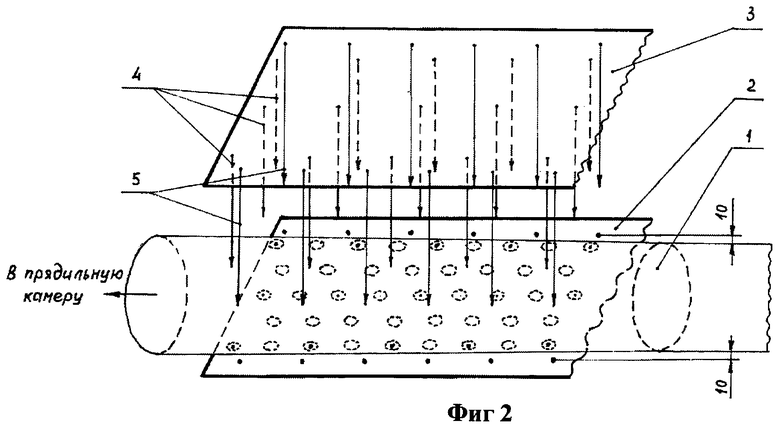
Технический результат достигается тем, что в способе подготовки волокна в виде ленты к пневмомеханическому прядению, заключающемся в обработке волокна в виде ленты, движущегося по перфорированному электроду и под коронирующими иглами второго электрода, на которые подают потенциал 30-50 кВ, в зоне коронного разряда согласно изобретению электроды установлены на расстоянии 10 мм от границ волокна в виде ленты с обеих его сторон, а расстояние между кончиками коронирующих игл и перфорированным электродом составляет 10 мм, при этом знак подаваемого на коронирующие иглы потенциала изменяют на противоположный каждые 1,5 секунды.
Изменение полярности коронирующего электрода, а вместе с этим и знака электрических зарядов, движущихся в зоне расположения волокон, позволяет предотвратить или минимизировать следующие явления, негативно влияющие на качество пряжи: электризацию волокон, возникновение разрядов между ними и прилипание волокон. Время удержания неизменным потенциала на коронирующем электроде в течение 1,5 секунд позволяет электрическому ветру достичь максимальной скорости (примерно, за 0,4-0,6 с) и обеспечить воздействие на волокно примерно в течение одной секунды активных положительных или отрицательных заряженных частиц. Повышение однородности внешней зоны коронного разряда, в которой движется волокнистая лента, достигнуто установкой электродов на расстоянии 10 мм от границ ленты с обеих сторон.
На фиг.1 приведена схема изменения потенциала, подаваемого на коронирующие иглы. На фиг.2 представлена схема реализации предлагаемого способа.
Лента 1 перед поступлением в прядильную камеру посредством вращения приводного и нажимного валиков (на фиг.2 не показаны) перемещается через межэлектродное пространство, в котором коронирующим электродом является игольчатый 2, а другим электродом - плоская перфорированная пластина 3. Игольчатый электрод - это пластина из диэлектрика, на которой укреплены иглы с шагом 15-17 мм, соединенные проводниками для подвода к ним потенциала; перфорированный электрод - это пластина из нержавеющей стали с отверстиями диаметром 4 мм, выполненными с шагом 8 мм, расположенными под коронирующими иглами и между ними. Количество рядов коронирующих игл выбирают в зависимости от ширины ленты. Величина пульсирующего потенциала (фиг.1) между электродами составляет (30-50) кВ в зависимости от линейной плотности и волокнистого состава ленты, а также необходимой степени модификации волокон. Движение активных частиц под воздействием электрического ветра происходит от кончиков коронирующих игл к плоскому электроду при любом потенциале на иглах. Воздействие электрического ветра усиливается потоком воздуха, движение которого со скоростью 4-6 м/с обуславливает вентилятор, установленный под перфорированным электродом (на фиг.2 не показан). Расстояние между кончиками игл 4 и пластиной составляет 10 мм и обусловлено: достаточностью расстояния для прохождения ленты, необходимостью обеспечения стабильности коронного разряда и достижения максимальной концентрации активных частиц в зоне расположения волокон. Время движения ленты во внешней зоне пульсирующего коронного разряда (фиг.1) составляет около 30 с из примерно 40 с движения ленты от таза до прядильной камеры. Для обеспечения однородности внешней зоны коронного разряда за пределами ленты установлены игольчатые электроды 5 (фиг.2) на расстоянии 10 мм от каждой из границ движущейся ленты.
Пример конкретного осуществления способа. Для выработки пряжи на пневмопрядильной машине RH0Y-4604 линейной плотностью 29,8 текс использована лента линейной плотностью 4,72 ктекс, изготовленная из азербайджанского хлопка с содержанием 15% незрелых волокон. Движение ленты во внешней зоне коронного разряда происходило на участке от таза до прядильной камеры в течение 24 секунд. Разность потенциалов между иглами электрода 2 и пластиной 3 (фиг.2) составляла 35 кВ. Скорость потока воздуха, обеспечиваемого вентилятором, равна 4,5 м/с. Для сравнения выработана аналогичная пряжа из той же партии ленты, но параметры обработки ленты в коронном разряде перед поступлением ее в прядильную камеру были установлены в соответствии с прототипом [2]. Характеристики пряжи, полученной как в соответствии с прототипом, так и предлагаемым способом, приведены в таблице. Как видно из таблицы, прочность пряжи, выработанной по предлагаемому способу, превосходит эту же характеристику пряжи, выработанной в соответствии с прототипом, на 11%, а коэффициент вариации значения прочности меньше на 12%. Значение потенциала от 30 до 50 кВ выбирается экспериментально в зависимости от линейной плотности ленты и волокнистого состава ее. Величина потенциала должны быть достаточной для поддержания стабильного коронного разряда.
Физико-механические показатели пряжи
способ
Источники информации
1. ЕРВ(ЕР), заявка №0483859, опубликовано 06.05.92.
2. Патент РФ №2144964, D 06 M 10/02, 1999 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ЛЕНТЫ К ПНЕВМОМЕХАНИЧЕСКОМУ ПРЯДЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2288311C2 |
| СПОСОБ ОБРАБОТКИ ВОЛОКНИСТОГО СУБСТРАТА В ЗОНЕ КОРОННОГО РАЗРЯДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2144964C1 |
| Способ получения армированного пластика | 1989 |
|
SU1650378A1 |
| Способ получения пленочного композиционного материала | 1990 |
|
SU1729784A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ ИЗ ЖГУТА ХИМИЧЕСКИХ ВОЛОКОН | 1986 |
|
RU1489225C |
| Способ получения листового армированного полимерного композита | 1988 |
|
SU1609713A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ВОЛОКНА В ПРЯДЕНИИ | 2008 |
|
RU2382839C1 |
| СПОСОБ ОЦЕНКИ РАСПРЯМЛЕННОСТИ ВОЛОКОН | 1992 |
|
RU2027992C1 |
| УСТРОЙСТВО ПНЕВМОМЕХАНИЧЕСКОГО ПРЯДЕНИЯ | 2004 |
|
RU2287624C2 |
| УЗЕЛ ДЛЯ ФОРМИРОВАНИЯ ВОЛОКНИСТОГО МАТЕРИАЛА | 1997 |
|
RU2115776C1 |
Изобретение относится к способу подготовки волокна к пневмомеханическому прядению и может быть использовано в прядильном производстве. Способ заключается в обработке волокна в виде ленты, движущегося по перфорированному электроду и под коронирующими иглами второго электрода, на которые подают потенциал 30-50 кВ, изменяющийся на противоположный каждые 1,5 секунды, в зоне коронного разряда, при этом электроды установлены на расстоянии 10 мм от границ волокна в виде ленты с обеих его сторон, а расстояние между кончиками коронирующих игл и перфорированным электродом составляет 10 мм. Способ позволяет повысить физико-механические характеристики волокна и полученной из него пряжи. 2 ил., 1 табл.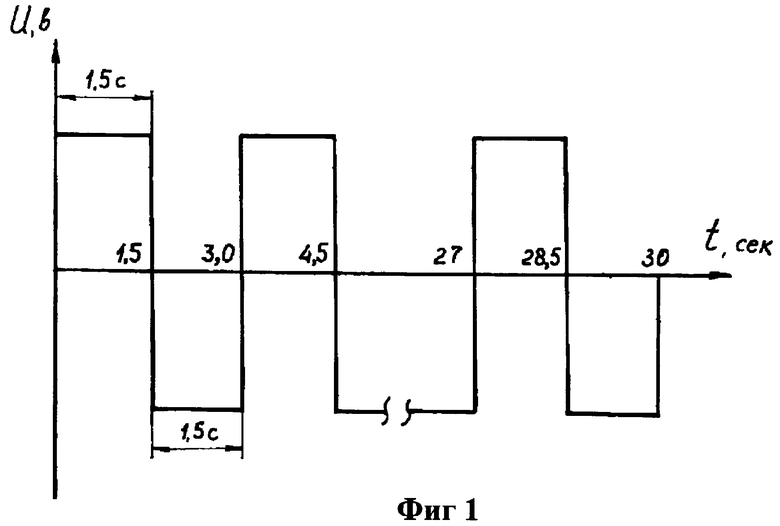
Способ подготовки волокна в виде ленты к пневмомеханическому прядению, заключающийся в обработке волокна в виде ленты, движущегося по перфорированному электроду и под коронирующими иглами второго электрода, на которые подают потенциал 30-50 кВ, в зоне коронного разряда, отличающийся тем, что электроды установлены на расстоянии 10 мм от границ волокна в виде ленты с обеих его сторон, а расстояние между кончиками коронирующих игл и перфорированным электродом составляет 10 мм, при этом знак подаваемого на коронирующие иглы потенциала изменяют на противоположный каждые 1,5 с.
| СПОСОБ ОБРАБОТКИ ВОЛОКНИСТОГО СУБСТРАТА В ЗОНЕ КОРОННОГО РАЗРЯДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2144964C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЦИАНИСТОГО ВОДОРОДА И ДИЦИАНА В ГАЗАХ | 0 |
|
SU311198A1 |
| JP 2003301370 А, 24.10.2003. | |||

