Изобретение относится к текстильной промышленности и может быть использовано в прядильном производстве на пневмомеханических прядильных машинах.
Известен способ подготовки волокнистого материала к прядению [А.с. №453458 СССР, МКИ D01H 13/30, D01G 37/00. Способ подготовки волокнистого материала к прядению / В.Н.Пирогов, А.А.Калягин, З.М.Казакевич; заявители В.Н.Пирогов, А.А.Калягин, З.М.Казакевич. - №1947401/28-12, заявл. 30.12.73; опубл. 15.12.74. Бюл. №46], в котором волокно перед чесанием обрабатывают паром и эмульсией одновременно.
Наиболее близким по технической сущности к заявляемому является способ приготовления ленты из шерстяного волокна в прядении, включающий предварительное увлажнение волокон, при котором волокно увлажняют подогретой до температуры 30-35°С водой в количестве 25-30% от массы волокна [А.с. №578375 СССР, МПК D01G 37/00. Способ приготовления ленты из шерстяного волокна в прядении / П.М.Панин, Т.И.Леонтьева, К.С.Симаков; заявитель Московский текстильный институт. - №2343535/28-12, заявл. 29.03.76; опубл. 30.10.77. Бюл. №40].
Увлажнение питающей ленты в процессе пневмомеханического прядения существенно влияет на структуру пряжи, улучшает ее физико-механические показатели. В условиях хорошего доступа влажного воздуха к волокну, которое находится не в сжатом, а в рыхлом состоянии, достаточно 2-6 часов для достижения условного сорбционного равновесия, влажность волокна, соответствующая сорбционному равновесию (равновесная влажность волокон), зависит не только от структуры волокон и их свойств, но и от параметров воздушной среды, где находится волокно: ее температуры, относительной влажности. При изменении параметров воздушной среды, в которой находится волокно, меняется равновесная влажность волокна. Например, равновесная влажность волокна в воздушной среде, где относительная влажность 95% увеличивается почти в два раза в сравнении с относительной влажностью 55% при одной и той же температуре. А для волокон различной гигроскопичности - у каждого вида волокна в воздушной среде с ее конкретными параметрами - своя равновесная влажность. Таким образом, каждая партия (сортировка) ленты-полуфабриката должна иметь свои оптимальные параметры технологического процесса прядения, которые не должны изменяться в ходе технологического процесса.
Известно, что наименьшая обрывность пряжи в прядении получена при температуре 24°С и относительной влажности воздуха 85%. Однако высокая относительная влажность воздуха отрицательно влияет на самочувствие работающих и их производительность труда. Для пневмомеханической же машины БД-200 в цехе поддерживают температуру воздуха 22-27°С и относительную влажность 57-63%. Но это компромиссный режим, допускающий отклонение от оптимальных параметров микроклимата технологической зоны прядильной машины (24°С, 85%) за счет повышения обрывности пряжи, то есть снижения производительности машины, что является недостатком, но соответствующий параметрам нормативного микроклимата рабочей зоны прядильщицы. Однако для создания и таких климатических условий требуется мощная вентиляционная система с кондиционированием воздуха: от одной машины рекомендуется отводить ~3600 м3/час отработанного воздуха. Соответственно такое же количество кондиционного воздуха должно быть подано в цех, плюс расход воздуха через общую систему кондиционирования цеха.
Известные способы достижения установленных норм влажности волокна конкретного состава сортировки в зрельнике не эффективны из-за того, что волокно в цехе после зрельника за время ожидания переработки, например хлопок, отдает влагу быстрее, чем поглощает ее в зрельнике. Кроме того, параметры воздуха, создаваемые общецеховой системой кондиционирования и системой доувлажнения, не могут одновременно соответствовать оптимальным параметрам микроклимата технологической зоны прядильной машины и параметрам нормативного микроклимата рабочей зоны прядильщицы.
Техническим результатом изобретения является повышение устойчивости технологического процесса прядения с уменьшением уровня обрывности, улучшение микроклимата рабочей зоны прядильщицы.
Указанный технический результат достигается тем, что в способе приготовления ленты из волокна в прядении, заключающемся в предварительном увлажнении и переработке ленты, согласно изобретению предварительное увлажнение осуществляют подачей влажного воздуха с заданным влагосодержанием в ходе процесса пневмомеханического прядения от дна (низа) таза с лентой-полуфабрикатом через волокно ленты до выхода (верха) из таза и далее в технологическую зону прядения, затем к отверстиям отсоса в воздуховоде для возврата (рециркуляции) отработанного воздуха и дальнейшего доувлажнения и воздухоподготовки при прядильной машине, при этом скорость влажного воздуха на выходе из таза с лентой-полуфабрикатом в зону прядения больше или равна скорости подачи ленты в зону прядения.
Указанный результат достигается потому, что применяют подготовку и рециркуляцию воздуха, а также насыщение волокна ленты для прядения до необходимой равновесной влажности вне зоны дыхания работающих, но непосредственно в процессе прядения, в промежутке от дна (низа) таза до выхода (верха) из таза, при этом поддержание скорости влажного воздуха на выходе (верха) из таза с лентой-полуфабрикатом в зону прядения большей или равной скорости подачи ленты в зону прядения позволяет сохранить необходимую влажность ленты до момента непосредственного прядения в прядильном устройстве машины, в промежутке от выхода из таза (верха) до дискретизирующего устройства, при этом волокно ленты не успевает потерять равновесную влажность до момента формирования пряжи в прядильном устройстве, повышается устойчивость технологического процесса прядения и снижается уровень обрывности пряжи, а оптимальные параметры микроклимата в зоне прядения с соблюдением нормативных условий труда прядильщицы сохраняются.
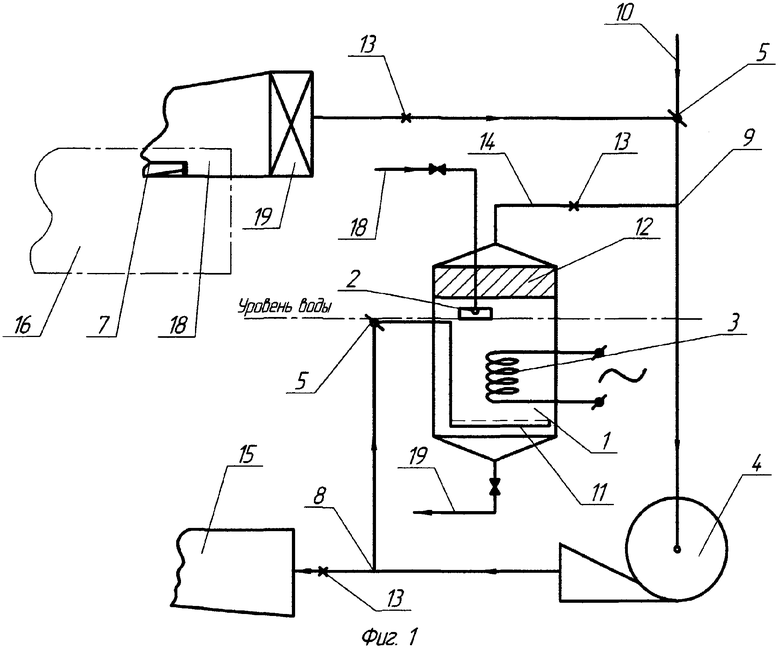
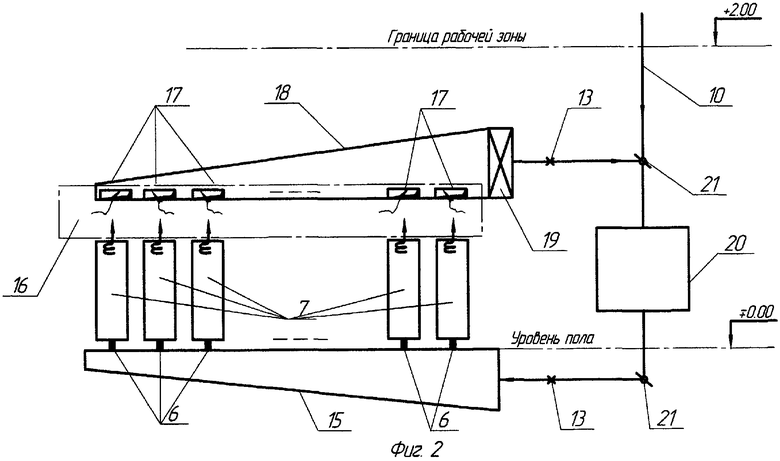
На фиг.1 показан узел воздухоподготовки, на фиг.2 - общая схема компоновки узлов устройства для осуществления способа.
Пример практического осуществления способа
Воздух предварительно доводят до заданного влагосодержания в узле воздухоподготовки в барботоре 1, в котором при помощи шарового клапана 2 поддерживают заданный уровень воды, воду нагревают до заданной температуры электронагревателем 3. Включают вентилятор 4 и при помощи заслонок 5, клапанов 6, которые закрыты при отсутствии установленных для переработки тазиков 7 с лентой-полуфабрикатом, тройников 8, 9 трубопровода 10 дополнительного забора воздуха, через перфорированные трубы 11 воздух в виде всплывающих в горячей воде пузырьков и далее через каплеуловитель 12 и тройник 9 возвращают к вентилятору 4 и далее через тройник 8 обратно в барботер 1. Движение воздуха по кольцевому маршруту продолжается до заданного показания влагомера 13 в трубе 14 перед тройником 9.
После установки для переработки тазиков 7 с лентой-полуфабрикатом клапаны 6 в воздуховоде подачи 15 открывают и влажный воздух с заданным влагосодержанием и заданного объема поступает внутрь каждого тазика 7 и проходит через волокно ленты-полуфабриката от дна (низа) тазика 7 до выхода (верха) тазика 7 и далее в технологическую зону 16 к дискретизирующему устройству прядильной машины. За время прохода влажного воздуха через волокно в тазике 7 влагосодержание воздуха уменьшается, так как часть воды из воздуха поглощается волокном ленты-полуфабриката внутри тазика 7. При достижении равновесной влажности волокна внутри тазиков 7 это состояние волокна в ходе технологического процесса прядения поддерживается по показаниям влагомеров 13 работой барботера 1. Поэтому влажный воздух при выходе из тазиков 7 в технологическую зону прядения 16 имеет оптимальные параметры микроклимата технологического процесса. Далее через отверстия 17 в воздуховоде отсоса 18 и через фильтр 19 воздух подают для поддержания заданной нормы влажности в узел воздухоподготовки 20, т.е. применяют рециркуляцию воздуха вне зоны дыхания работающих. При этом скорость влажного воздуха на выходе из таза с лентой-полуфабрикатом в зону прядения поддерживают большей или равной скорости подачи ленты в зону прядения. Заслонки 21, шаровой клапан 2 и электронагреватель 13 по показаниям влагомеров 13 поддерживают заданное влагосодержание воздуха в воздуховоде подачи 15.
Контроль за переходом воды (сорбтива) из влажного воздуха в волокно (адсорбент) осуществляется влагомерами воздуха, например, конструкции ЦНИХБИ-ЦНИИЛКА или конструкции д.т.н. В.Е.Савченко, установленными в воздуховодах подачи влажного воздуха внутрь тазиков с лентой-полуфабрикатом и в воздуховоде отсоса воздуха из технологической зоны прядильной машины.
Технические результаты эксперимента представлены в таблице 1.
Из приведенных данных видно, что предлагаемый способ обеспечит оптимальные параметры микроклимата в зоне работы прядильщицы с соблюдением нормативных условий труда и устойчивость технологического процесса прядения с снижением уровня обрывности пряжи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСКОЛЬЦЕВОГО ПРЯДЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2090669C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ ИЗ КОРОТКОГО ЛЬНЯНОГО ВОЛОКНА СУХОГО ПРЯДЕНИЯ | 2000 |
|
RU2173739C1 |
| ПОЛУФАБРИКАТ ДЛЯ ПРЯДИЛЬНОГО ПРОИЗВОДСТВА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2057824C1 |
| СПОСОБ ФОРМИРОВАНИЯ РОВНИЦЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2208070C2 |
| ПРЯДИЛЬНЫЙ АППАРАТ | 1995 |
|
RU2098524C1 |
| Способ подготовки отходов натурального шелка к прядению | 1983 |
|
SU1125307A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ | 2001 |
|
RU2180023C1 |
| СПОСОБ БЕЗВЕРЕТЕННОГО ПРЯДЕНИЯ | 1996 |
|
RU2124595C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЬНЯНОЙ ПРЯЖИ СУХОГО ПРЯДЕНИЯ | 1996 |
|
RU2087603C1 |
| СПОСОБ ПОДГОТОВКИ ЛЕНТЫ К ПНЕВМОМЕХАНИЧЕСКОМУ ПРЯДЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2288311C2 |
Изобретение относится к текстильной промышленности и может быть использовано в прядильном производстве на пневмомеханических прядильных машинах. Способ приготовления ленты из волокна в прядении включает предварительное увлажнение и переработку ленты. Предварительное увлажнение осуществляют подачей влажного воздуха с заданным влагосодержанием в ходе процесса пневмомеханического прядения от дна (низа) таза с лентой-полуфабрикатом через волокно ленты до выхода (верха) из таза и далее в технологическую зону прядения, затем к отверстиям отсоса в воздуховоде для возврата (рециркуляции) отработанного воздуха и дальнейшего доувлажнения и воздухоподготовки при прядильной машине. Скорость влажного воздуха на выходе из таза с лентой-полуфабрикатом в зону прядения больше или равна скорости подачи ленты в зону прядения. Способ обеспечивает оптимальные параметры микроклимата в зоне работы прядильщицы и снизит обрывность пряжи. 2 ил., 1 табл.
Способ приготовления ленты из волокна в прядении, заключающийся в предварительном увлажнении и переработке ленты, отличающийся тем, что предварительное увлажнение осуществляют подачей влажного воздуха с заданным влагосодержанием в ходе процесса пневмомеханического прядения от дна (низа) таза с лентой-полуфабрикатом через волокно ленты до выхода (верха) из таза и далее в технологическую зону прядения, затем к отверстиям отсоса в воздуховоде для возврата (рециркуляции) отработанного воздуха и дальнейшего доувлажнения и воздухоподготовки при прядильной машине, при этом скорость влажного воздуха на выходе из таза с лентой-полуфабрикатом в зону прядения больше или равна скорости подачи ленты в зону прядения.
| Журнал «Известия высших учебных заведений | |||
| Технология текстильной промышленности», №5(301) 2007, с.23-26 | |||
| Способ эмульсирования лубяных волокон | 1989 |
|
SU1656018A1 |
| СПОСОБ ПОДГОТОВКИ ВОЛОКНА К ПРЯДЕНИЮ | 0 |
|
SU342965A1 |
| Способ приготовления ленты из шерстяного волокна в прядении | 1976 |
|
SU578375A1 |
| 1973 |
|
SU453458A1 | |
| US 5121522 A, 16.06.1992 | |||
| US 3357061 A, 12.12.1967. | |||

