Изобретение относится к технологии получения армированного композиционного материала и изделий на основе порошкообразного полимерного связующего и дискретного волокнистого наполнителя,
Цель изобретения - повышение прочности и равнотолщинности листов.
Примеры. Получают армированные полимерные листы из термопластов.
Используют полиэтилен высокой плотности (ПЭВП, марка 20908-040, ГОСТ 16338-77), полипропилен среднего давления (ПП. марка 01010, ГОСТ 26996-86) н поли- амид-6 (ПКА, марка ПА6-120/321, ОСТ 6-06-09-76). В качестве рубленого волокнистого наполнителя используют гидратцеллю- лозные низкомодульные углеродные волокна (УВ марки УРАЛ Н-22, ТУ 6-06-31-599-87) и полиамидные текстильные волокна (ПВ, ОСТ 6-06-С13-84). Длина рубленых волокон составляет 3-5 мм. Дисперсность используемых порошков связующего не превышает 250 мкм.
Армированные листы получают следующим образом.
На движущуюся стальную ленту, обработанную антиадгезивом, заправленную в лентопротяжный механизм, при ее прохождении через первую камеру напыления наносят электроосажденнем тонкий слой дисперсного полимерного связующего, путем оплавления которого при прохождении ленты над нагревательным столиком получают сплошной тонкий (порядка 50 мкм) слой полимерного клея. Перемещая подложку со слоем полимерного горячего клея через камеру осаждения волокна, производят элек- троосажденне рубленых волокон по схеме сверху - вниз в электрическом поле, которое создавалось между заряжающим сетчатым электродом и заземленной стальной лентой - промежуточной подложкой. От высоковольтного аппарата «Разряд- или . АФ-3 на сетчатый электрод подают потенциал отрицательной полярности величиной 5-50 кВ. Расстояние между сетчатым элекО5
О
со
00
тродом и стальной подложкой варьируют от 25 до 100 мм. Подачу рубленого волокна на заряжающую сетку осуществляют из виб- .робункера со специальным дозатором. Скорость перемещения подложки изменяют в
слоя рубленых волокон путем подачи их из бункера со специальным дозатором в отсутствие электрического поля и затем нанесение слоя порошка связующего путем на- сыпания его на слой волокнистого наполпределах 0,5-10 мм/с. Обработку в поле ко- 5 нителя при прохождении ленты с волокнами ронного разряда осуществляют при движе- через камеру напыления. Нанесение слоя порощкообразного связующего также осуществляли без включения электростатического
поля. Последующие операции уплотнения и
4-50 кВ от аппарата АФ-3 или источника высокого напряжения «Разряд-1. Плотность тока коронного разряда задают путем варьичине тока, стекающего с электрода-подложки через миллиамперметр М2007 на землю, а длительность обработки регулируют, изменяя скорость перемещения подложки и
НИИ стальной подложки со слоем расплавленного клея и закрепленным в нем ориентированным слоем осажденных волокон под
многосекционным коронирующим игольча- ю термообработки, осуществляли по тем же ре- тым электродом прямоугольной формы, изго- . жимам, что и в примерах осуществления товленным в соответствии с требованиями предлагаемого способа. ГОСТ 1618582. Расстояние между конца-.Полученный армированный материал отми иголок и поверхностью заземленной сталь-/ деляют от стальной подложки, из него вы- ной ленты составляло 10 мм. На игольча-, резают прямоугольные куски необходимых тый коронирующий электрод подают потен- размеров (80X130 мм) и путем горячего циал отрицательной полярности величиной прессования между плоскими обогреваемыми
-плитами производят окончательное формование образцов. Прессование производили 1 мин пои давлении ,0 МПа и тем1ика KU|JlJHtlulu pcl.i|J7lAt3 .iOAinjl 11 I cm oapori- mrin iij /л .170 тлТТЭИП
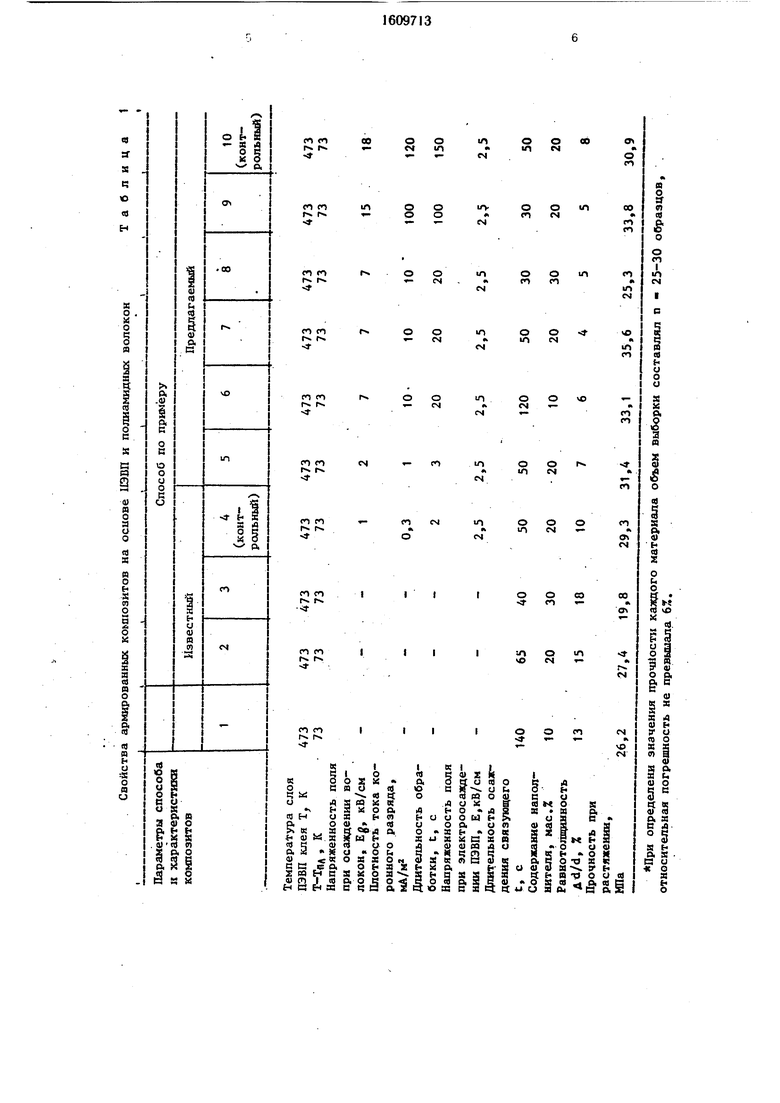
рования потенциала, подаваемого на коро- 20 пературе соответственно 4М 14 для iiobii, нирующий электрод, и оценивают по вели- 503 К для ПП и 523 К для ПА. Равнотолщинность композита характеризовали разбросом толщины получаемых после прессования образцов материала Ad/rf%, где M d-dLd - средняя толщина материала
fikjiin-Jiyiyji %.,,i и «iv.jjx-14 jj,-t члг л , .-7гС С rt
длину коронирующего электрода. После Об- 25 по результатам не. менее 25 измерении в работки в поле коронного разряда подлож- разных местах 5 образцов каждого материа- ку с клеевым слоем и волокном охлаждают до темпе1ратуры ниже температуры плавления полимерного связующего за счет контактирования с охлаждаемыми водой валками и йатем осуществляют нанесение верхнего слоя дисперсного полимерного связующего путем осаждения в электростатическом поле, перемещая подложку с закрепленным слоем волокна через вторую камеру напыления. Нанесение связующего в слой волокнистого наполнителя осуществляют с помощью металлического вибросита, на которое от аппарата «Разряд-1 подавался потенциал положительной полярности величиной ф 20-25 кВ. Время осаждения порощка связующего выбирается исходя из необ- 40 верхность движущейся подложки, покрытой ходимости получения заданной кон- слоем полимерного клея, нанесение верхнего центрации волокнистого наполнителя с уче- слоя дисперсного полимера на волокно, уп- том вклада массы слоя полимерного клея. лотнение и термообработку под давлением. Расстояние от вибросита до поверхности отличающийся тем, что, с целью повышения стальной подложки составляло 80 мм. Полу-прочности и равнотолщинности листов, в
ченный после напыления полуфабрикат (пре- 5 качестве клея используют расплав термола; di - толщина материала в t-й точке (,2,...,25). Прочность при растяжении определяли по ГОСТ 11262-80. ИcпыJaния на растяжение проводили на разрывной мащине РМУ-0,05-1 при скорости перемещения нижнего зажима 0,17 мм/с.
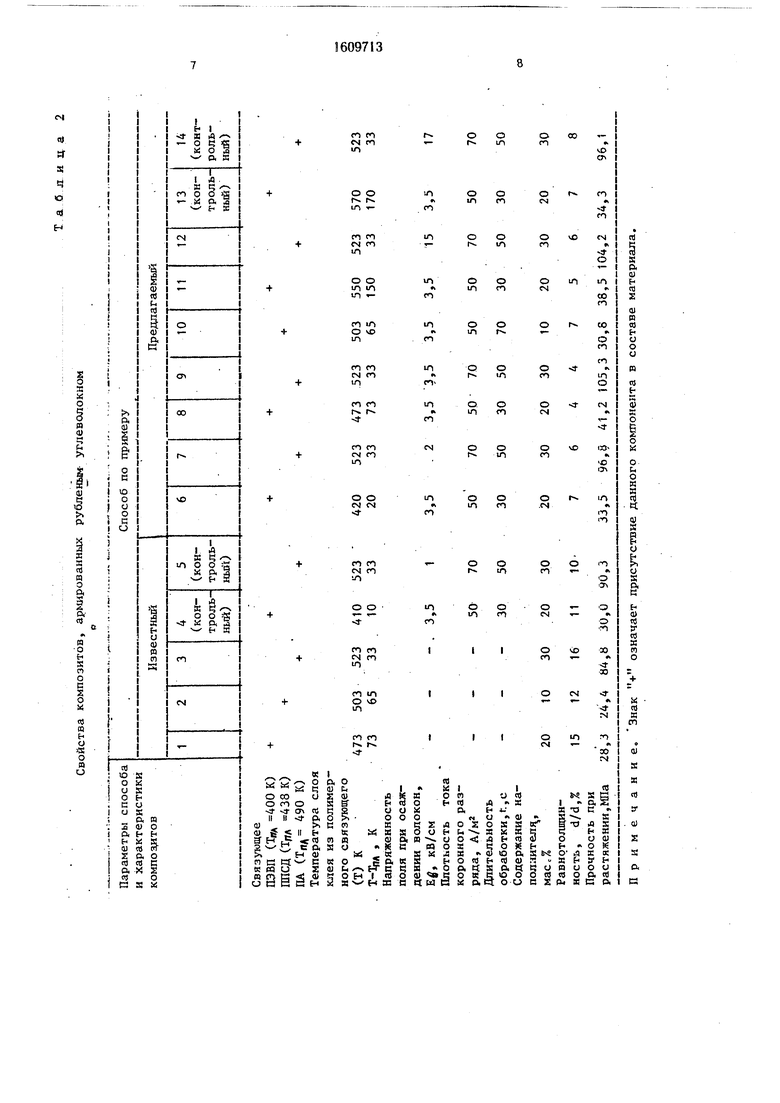
Полученные результаты представлены в табл. 1 и 2.
35
Формула изобретения
Способ получения листового армированного полимерного композита, включающий нанесение рубленого волокна на попласта, нагретый на 20-150 К выще температуры плавления, нанесение рубленого волокна осуществляют в электростатическом поле напряженностью 2-15 кВ/см, слой волок на обрабатывают 3-100с коронным разрядом при плотности тока 1 -100 мА/м и полярности электродов, совпадающей с по лярностью электродов, применяемых при осаждении волокон, затем термопласт охлаждают ниже температуры плавления и напрег) армированного композита пропускают через обогреваемые валки, где происходило уплотнение и первый этап термообработки материала. При получении материала со связующими из ПЭВП, ПП и ПА температура валков соответственно была равна 493, 513 и 523 К.
Для сравнения получали армированный композит по известному способу. При этом используют упомянутую установку. Согласно
пласта, нагретый на 20-150 К выще температуры плавления, нанесение рубленого волокна осуществляют в электростатическом поле напряженностью 2-15 кВ/см, слой волок на обрабатывают 3-100с коронным разрядом при плотности тока 1 -100 мА/м и полярности электродов, совпадающей с по лярностью электродов, применяемых при осаждении волокон, затем термопласт охлаждают ниже температуры плавления и наизвестному способу на движущуюся сталь- 55 верхний слой порощка термопласта ную ленту с нанесенным на нее слоем электроосаждением при противоположной полимерного клея осуществляли нанесени е полярности электродов.
слоя рубленых волокон путем подачи их из бункера со специальным дозатором в отсутствие электрического поля и затем нанесение слоя порошка связующего путем на- сыпания его на слой волокнистого наполполя. Последующие операции уплотнения и
термообработки, осуществляли по тем же ре- жимам, что и в примерах осуществления предлагаемого способа. Полученный армированный материал отпо результатам не. менее 25 измерении в разных местах 5 образцов каждого материа-
ла; di - толщина материала в t-й точке (,2,...,25). Прочность при растяжении определяли по ГОСТ 11262-80. ИcпыJaния на - растяжение проводили на разрывной мащине РМУ-0,05-1 при скорости перемещения нижнего зажима 0,17 мм/с.
Полученные результаты представлены в табл. 1 и 2.
по результатам не. менее 25 измерении в разных местах 5 образцов каждого материа-
верхность движущейся подложки, покрытой слоем полимерного клея, нанесение верхнего слоя дисперсного полимера на волокно, уп- лотнение и термообработку под давлением. отличающийся тем, что, с целью повышения прочности и равнотолщинности листов, в
Формула изобретения
Способ получения листового армированного полимерного композита, включающий нанесение рубленого волокна на покачестве клея используют расплав термопласта, нагретый на 20-150 К выще температуры плавления, нанесение рубленого волокна осуществляют в электростатическом поле напряженностью 2-15 кВ/см, слой волок на обрабатывают 3-100с коронным разрядом при плотности тока 1 -100 мА/м и полярности электродов, совпадающей с по лярностью электродов, применяемых при осаждении волокон, затем термопласт охлаждают ниже температуры плавления и верхний слой порощка термопласта электроосаждением при противоположной полярности электродов.
CNI
Я)
РГ
SI
ti ю
ж н
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения армированного пластика | 1989 |
|
SU1650378A1 |
| Способ получения пленочного композиционного материала | 1990 |
|
SU1729784A1 |
| КОМПОЗИТ НА ОСНОВЕ СЛОЕВ ОДНОНАПРАВЛЕННЫХ ВОЛОКОН С ВЫСОКОЙ ПРОЧНОСТЬЮ СОЕДИНЕНИЯ ВНАХЛЕСТКУ ПРИ СДВИГЕ И НИЗКИМ ЗНАЧЕНИЕМ ГЛУБИНЫ ОТПЕЧАТКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2615433C2 |
| Пуленепробиваемые композиты с высокими эксплуатационными характеристиками и способ их изготовления | 2012 |
|
RU2615518C2 |
| КОМПОЗИТ С НИЗКИМ ЗНАЧЕНИЕМ ГЛУБИНЫ ОТПЕЧАТКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2630769C2 |
| ПРЯЖА И ТКАНЬ, ХАРАКТЕРИЗУЮЩИЕСЯ НАЛИЧИЕМ ОБРАБОТАННОЙ ПОВЕРХНОСТИ С УЛУЧШЕННЫМИ ФИЗИЧЕСКИМИ И АДГЕЗИОННЫМИ СВОЙСТВАМИ, И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2614278C2 |
| ПРИНИМАЮЩАЯ КРАСКУ ПОВЕРХНОСТЬ НЕТКАНОГО МИКРОВОЛОКОННОГО МАТЕРИАЛА | 2019 |
|
RU2755681C1 |
| ОДНОНАПРАВЛЕННАЯ ЛЕНТА И КОМПОЗИТ С ЖЕСТКОЙ СТРУКТУРОЙ НА ОСНОВЕ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2625233C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА ИЗ ПОЛИМЕРНЫХ ВОЛОКОН БЕЗ ТКАНЕВЫХ ПОДЛОЖЕК | 2013 |
|
RU2606222C2 |
| ПУЛЕНЕПРОБИВАЕМЫЕ ОДНОНАПРАВЛЕННЫЕ ЛЕНТЫ/ИЗДЕЛИЯ С ЖЕСТКОЙ СТРУКТУРОЙ И НИЗКИМ ЗНАЧЕНИЕМ ГЛУБИНЫ ОТПЕЧАТКА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2627374C2 |
Изобретение относится к технологии переработки термопластов в листовые армированные материалы и может быть использовано в различных отраслях промышленности. Изобретение позволяет повысить прочность и равнотолщинность листов за счет нанесения резаных волокон на слой термопласта в электрическом поле напряженностью 2-15 кВ/см, обработки волокна коронным разрядом при плотности мощности 1-100 мА/м2, покрытия порошком термопласта в электрическом поле противоположной направленности, уплотнения и прессования. 2 табл.
| Патент США № 4532099, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Техника переработки пластмасс/Под ред | |||
| Н | |||
| И | |||
| Басова и В | |||
| Броя.-М.: Химия, 1985, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
