Изобретение относится к нефтегазовой промышленности и может быть использовано для очистки нефтегазовых труб длиной 10-12 м от парафиновых отложений, уменьшающих расход технологической среды через трубопровод.
Известен способ очистки внутренней поверхности труб, включающий подачу сжатого воздуха, его закрутку со степенью, равной 0,4-0,6, с образованием в центре потока области пониженного давления, подачу в область пониженного давления рабочего агента с предварительной аэрацией его воздухом при давлении 0,1-0,3 атм., смешение рабочего агента с воздухом и воздействие смеси на обрабатываемую поверхность [1].
Способ позволяет повысить эффективность обработки внутренней поверхности трубы за счет интенсивной закрутки абразивного материала с воздухом по длине трубы, обеспечения газодинамического смешения абразива с воздухом, многократной подачи смеси к обрабатываемой поверхности вследствие пульсационной структуры воздушного вихревого потока.
Недостатком способа применительно к очистке внутренних поверхностей нефтяных труб, имеющих длину до 11-12 м, является относительно низкая энергия абразивных частиц в вихревом потоке, которая имеет тенденцию к затуханию по длине трубы от входного к выходному торцу. Тем самым не обеспечиваются условия для равномерного удаления отложений со всей поверхности длинномерных труб.
Известен способ очистки полости труб, заключающийся в том, что полость заполняют под избыточным начальным давлением с избытком окислителя детонирующей газовой смесью, при этом отложения на стенках трубы предварительно пропитывают жидкостью, пары которой способны детонировать, затем с торца трубы инициируют детонацию [2].
Способ направлен на повышение производительности и улучшение качества очистки и может быть использован в энергетике, машиностроении, химической и нефтяной промышленности.
Однако известный способ не обеспечивает равномерность результатов очистки как по длине трубы, так и по ее диаметру, так как уровень пропитки отложений в различных зонах поверхности не может быть идентичным, а эффективность взрывного действия одинаковой по всей поверхности трубы. В результате на одних участках могут быть микровырывы и ухудшения характеристик поверхностного слоя трубы, а на других - остатки отложений.
Известен способ очистки труб от асфальтено-смолопарафиновых отложений (АСПО), который заключается в нагреве труб до температуры, превышающей температуру плавления АСПО, путем подачи к пучку труб носителя теплового излучения с последующим удалением продуктов плавления. В качестве носителя теплового излучения используют воздушный поток, который создают авиационным газотурбинным двигателем. Поток с температурой не ниже 200°С и с линейной скоростью не менее 30 м/с формируют в виде импульсов длительностью не более 0,5 с и подают в течение 20 минут со стороны одного из торцов пучка труб.
Способ обеспечивает повышение производительности и эффективности очистки поверхности труб от АСПО за счет интенсивного температурного воздействия и одновременной обработки нескольких десятков труб [3].
Недостатком известного способа является повышенный расход энергии из-за необходимости разогрева труб до температуры плавления АСПО при низком кпд процесса. Кроме того, продолжительный нагрев может приводить к термическим деформациям очищаемых труб.
За прототип выбран способ очистки внутренних поверхностей труб, заключающийся в том, что внутреннюю полость трубы заполняют технологической средой, которой придают перемещения относительно трубы для создания силовых воздействий на ее внутреннюю поверхность, а затем удаляют технологическую среду и продукты разрушения отложений [4].
Недостатком прототипа является то, что в качестве основы для создания технологической среды предлагается использовать твердые тела в объеме до 70-80%, что приводит к большому расходу чистящих материалов и создает проблему их утилизации. Кроме того, для создания относительного перемещения трубы и чистящей технологической среды предлагается использовать возвратно-поступательное перемещение трубы, что требует существенных энергетических затрат.
Сущность изобретения заключается в следующем.
Задача, на решение которой направлено изобретение, заключается в повышении эффективности и производительности процесса очистки внутренней поверхности труб, например нефтегазовых, от парафиновых отложений.
Решение поставленной задачи заключается в отслоении парафиновых отложений с внутренней поверхности трубы и удалении их из полости трубопровода.
Для этого внутри трубы на короткое время (не более 0,1 с) создается поток воздуха, движущийся в осевом ее направлении и обладающий высоким скоростным напором (не менее 0,05 МПа). Под действием высокоскоростного потока отложения отрываются от стенок и выносятся из полости трубы. При этом воздушный поток, обеспечивающий высокий уровень скоростного напора, создается с помощью специального газодинамического устройства (пневмоимпульсного генератора 1), состоящего из накопительной камеры 2 и сбрасывающего клапана 3, которое присоединено с помощью фланцевого соединения 4 к одному из торцов очищаемой трубы 5, как это показано на фиг.1. Короткое время открытия сбрасывающего клапана (0,003-0,005 с) позволяет практически мгновенно организовать истечение воздуха из накопительной камеры конечного объема в обрабатываемую трубу, обеспечивая высокий уровень скоростного напора.
Практические исследования по очистке труб от асфальтено-смолопарафиновых отложений различной прочности показали, что увеличение скоростного напора воздушного потока свыше 0,25 МПа приводит к слабому увеличению качества очистки труб данным способом. В связи с этим, учитывая возрастающие энергетические затраты, использование данного метода при уровнях скоростного напора более 0,25 МПа нецелесообразно.
Для повышения эффективности очистки можно применить твердые частицы (например, песок, щебень, металлическая стружка и т.д.), перемещаемые потоком воздуха, исходно расположенные в виде уплотненного пакета на начальном участке трубы и занимающие 2-5% от объема очищаемой трубы. При этом минимальное время воздействия воздушного потока должно быть соизмеримо с временем пролета твердых частиц по трубе.
Пример осуществления способа.
Способ был опробован для удаления вязких парафиновых отложений в трубах с внутренним диаметром 50-70 мм и длиной 10 м. Толщина отложений достигала до 5 мм, что приводило к уменьшению площади живого сечения трубы на 25-30%. Импульсный поток воздуха для очистки создавался специальным пневмоимпульсным генератором, который обеспечивал накопление сжатого воздуха в объеме 35 дм3 и резкий выброс его в течение 0,05 с. Пневмогенератор 1 присоединялся ко входу в очищаемую трубу 5 при помощи фланцевого соединения 4. При выбросе струи воздуха в полость трубы происходило формирование высокоскоростного потока, который двигался по трубе с околозвуковой скоростью. Под действием скоростного напора происходило разрушение отложений и удаление их из полости трубы. После выполнения 3-4 пусков пневмогенератора с начальным давлением сжатого воздуха 8-10 атм внутренняя поверхность трубы была практически полностью (на 70-80%) очищена от отложений.
Для повышения качества очистки между пневмогенератором 1 и входом в очищаемую трубу 5, как это показано на фиг.2, располагался дополнительный разгонный участок трубы 6 длиной 2 м, в начале которого на длине 0,3-0,5 м перед каждым пуском формировался плотный пакет твердых частиц 7 (щебень с металлической стружкой). После выполнения 2-3 пусков воздействие движущихся твердых частиц обеспечивало полную зачистку стенок трубы.
Продолжительность процесса полной очистки одной трубы составляла 2-3 минуты.
Источники информации
1. А.С. СССР №1002054, 20.08.1987, МПК В 08 В 9/02.
2. А.С. СССР №1375360, 23.02.1988, МПК В 08 В 9/02.
3. Патент РФ №2169627, 27.06.2001, В 08 В 9/02.
4. Патент РФ №2174052, 27.09.2001, В 08 В 9/032. - прототип.

Изобретение относится к очистке нефтегазовых труб от асфальтено-смолопарафиновых отложений и может быть использовано в нефтедобывающей и химической промышленности. Изобретение обеспечивает повышение эффективности очистки и производительности. Способ включает импульсное воздействие на отложения воздушного потока, движущегося вдоль трубы, создаваемого пневмоимпульсным генератором, присоединенным к одному из торцов трубы. При этом воздушный поток создают со скоростным напором от 0,05 до 0,25 МПа в виде импульса длительностью не более 0,1 с. 1 з.п. ф-лы, 2 ил.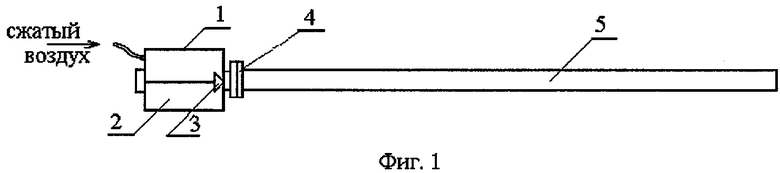
| СПОСОБ ОЧИСТКИ ТРУБ ОТ АСФАЛЬТОСМОЛОПАРАФИНОВЫХ ОТЛОЖЕНИЙ | 2000 |
|
RU2169627C1 |
| СПОСОБ ОБРАБОТКИ И ОЧИСТКИ СКВАЖИНЫ И ПРИЗАБОЙНОЙ ЗОНЫ ПЛАСТА | 1994 |
|
RU2111348C1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |

