Изобретение относится к области электросварки и предназначено для ручной дуговой сварки в условиях мастерских, на производстве и в быту.
Патент РФ №2162777 защищает источник питания для ручной дуговой сварки, содержащий мостовой выпрямитель на диодах, питающийся от вторичной обмотки трансформатора, и две батареи конденсаторов, подключенных параллельно диодам одного плеча мостового выпрямителя, причем между плечами мостового выпрямителя установлен сглаживающий дроссель с расщепленными обмотками.
Указанный источник питания обладает тем недостатком, что в нем возможна только ступенчатая регулировка сварочного тока путем переключения числа витков вторичной обмотки. Это не всегда дает возможность выбрать оптимальный сварочный режим, исходя из конкретных условий проведения сварочного процесса (марка и диаметр электрода, толщина свариваемых изделий, напряжение питающей сети и т.п.).
Целью настоящего изобретения является получение плавной регулировки сварочного тока в необходимых пределах.
Эта цель достигается тем, что в предлагаемом источнике питания, состоящем из мостового выпрямителя на диодах, вход которого подключен к вторичной обмотке трансформатора, двух батарей конденсаторов, подключенных параллельно диодам одного плеча мостового выпрямителя, и дросселя с расщепленными обмотками, вторичная обмотка трансформатора содержит дополнительную вольтодобавочную секцию, к которой подключены два тиристора, управляемые системой импульсно-фазового управления (СИФУ).
На фиг.1 приведена принципиальная схема источника питания. Схема содержит понижающий трансформатор Т с двумя вторичными секциями 1 и 2, диодный мост на диодах VD1-VD4, конденсаторы C1, C2, сглаживающий дроссель с обмотками L1 и L2 на общем магнитопроводе, тиристоры VS1, VS2 и СИФУ, управляющую углом их отпирания.
Диодный мост подключен к секции 1 трансформатора, которая имеет напряжение, достаточное для зажигания сварочной дуги и создания минимального тока сварки. Тиристоры VS1 и VS2 подключены к вольтодобавочной секции 2 трансформатора и создают дополнительное выпрямленное напряжение, соответствующее максимальному току сварки при полностью открытых VS1 и VS2. Изменяя угол открывания тиристоров с помощью СИФУ, можно плавно регулировать величину сварочного тока в необходимом диапазоне. В качестве СИФУ может использоваться практически любая из известных схем, например простейшая - на однопереходном транзисторе [Ольсевич А.Е. И др. Двухбазовые диоды в автоматике - М.: "Энергия", 1972 - с.23].
Если СИФУ будет вырабатывать импульсы для отпирания тиристоров независимо от режима работы источника питания сварочной дуги, то возможно появление двух нежелательных режимов. Если перед началом сварки установлено минимальное значение угла управления тиристорами и VS1 и VS2 полностью открыты, то на выходе источника будет большое значение напряжения холостого хода, которое может превысить значение, регламентируемое ГОСТ 13821-77 на однопостовые выпрямители для дуговой сварки (100 В). Если при этом для начала сварки произвести касание электродом свариваемых изделий, то за счет большого выходного напряжения возникнет такой ток короткого замыкания, что электрод может привариться к изделиям и оплавиться, а сварка станет невозможной.
Поэтому СИФУ должно иметь устройство, снимающее отпирающие импульсы с тиристоров в режимах холостого хода и короткого замыкания и разрешающее их подачу только в режиме горения сварочной дуги. Этому соответствует напряжение, определяемое выражением 20+0,04Iсв вольт, где Iсв - ток сварочной дуги [Закс М.И. Сварочные выпрямители - Л.: Энергоатомиздат, 1983 - 94 с.]. В зависимости от режима сварки это напряжение может лежать в пределах примерно 22÷35 вольт и только при таких напряжениях на выходе источника питания должна быть разрешена подача отпирающих импульсов на тиристоры VS1 и VS2.
Для обеспечения этого условия схема СИФУ должна быть дополнена двухпороговым компаратором, у которого нижний порог срабатывания соответствует выходному напряжению источника питания менее Uн=15÷20 В (при коротком замыкании), а верхний - выходному напряжению более Uв=35÷40 В (на холостом ходу). При выходном напряжении источника Uвых<Uн и Uвых>Uв компаратор запрещает генерацию управляющих импульсов. Примером может служить схема, описанная в [Розанов Ю.К. Основы силовой преобразовательной техники. М.: "Энергия", 1979 - 335 с.].
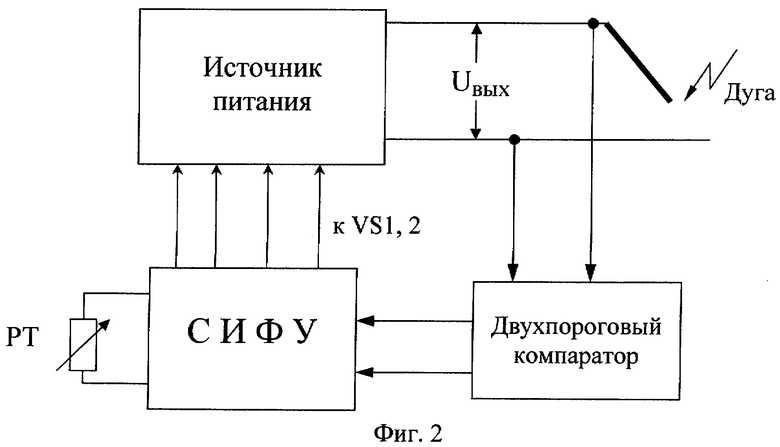
Функциональная схема устройства управления источником питания сварочной дуги приведена на фиг.2. Выходное напряжение источника Uвых возбуждает сварочную дугу и подается на вход двухпорогового компаратора. Выход компаратора подключен ко входу блокировки СИФУ. Величина сварочного тока регулируется регулятором РТ. В режимах холостого хода и короткого замыкания компаратор запрещает генерацию импульсов управления тиристорами, и они заперты. Выходное напряжение источника при этом создается только диодным мостом и безопасно как для сварщика, так и для нормального зажигания дуги.
После зажигания дуги и отвода электрода от свариваемых изделий выходное напряжение источника входит в диапазон горения сварочной дуги и компаратор разрешает подачу импульсов управления на тиристоры. Они открываются и создают напряжение, соответствующее установленному значению сварочного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| Сварочный выпрямитель | 1986 |
|
SU1324789A1 |
| ИСТОЧНИК СВАРОЧНОГО ТОКА | 1998 |
|
RU2131338C1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ СТАБИЛИЗАТОР ТОКА | 2005 |
|
RU2299794C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| ВЕНТИЛЬНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2558808C2 |
| Источник питания горелки для сварки | 1981 |
|
SU967710A1 |
| Однофазный выпрямитель для сварки плавящимся электродом | 1990 |
|
SU1722727A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
Изобретение относится к области электросварки, в частности к регулируемому источнику питания для ручной дуговой сварки, и может найти применение для ручной дуговой сварки в условиях мастерских, на производстве и в быту. Вход мостового выпрямителя на диодах подключен к одной секции вторичной обмотки трансформатора. Две батареи конденсаторов подключены параллельно диодам одного плеча мостового выпрямителя и к одному выводу этой секции. Между плечами мостового выпрямителя установлен сглаживающий дроссель с расщепленными обмотками. Вторичная обмотка трансформатора содержит дополнительную вольтодобавочную секцию, к которой подключены два тиристора, управляемые системой импульсно-фазового управления. Эта система содержит двухпороговый компаратор, вход которого подключен к выходу источника питания, а выход - к входу блокировки импульсов системы импульсно-фазового управления. Такое выполнение источника позволяет получить плавную регулировку сварочного тока в необходимых пределах. 2 ил.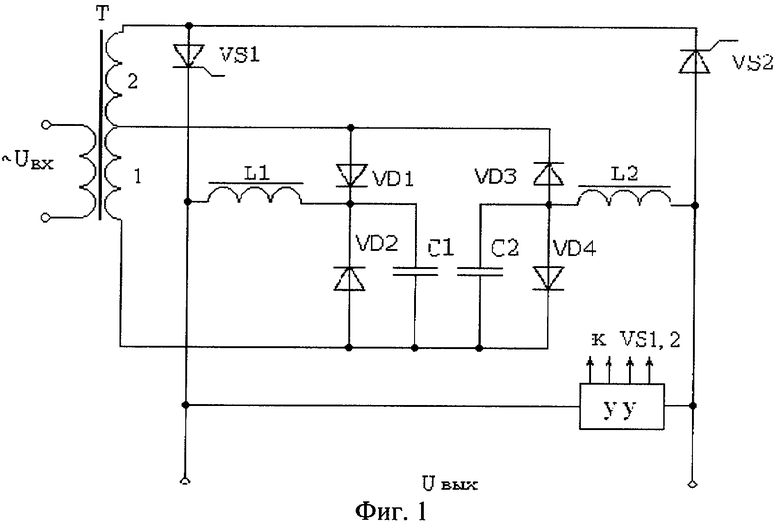
Регулируемый источник питания для ручной дуговой сварки, содержащий мостовой выпрямитель на диодах, вход которого подключен к одной секции вторичной обмотки трансформатора, две батареи конденсаторов, подключенных параллельно диодам одного плеча мостового выпрямителя и к одному выводу этой секции, а между плечами мостового выпрямителя установлен сглаживающий дроссель с расщепленными обмотками, отличающийся тем, что вторичная обмотка трансформатора содержит дополнительную вольтодобавочную секцию, к которой подключены два тиристора, управляемые системой импульсно-фазового управления, содержащей двухпороговый компаратор, вход которого подключен к выходу источника питания, а выход - к входу блокировки импульсов системы импульсно-фазового управления.
| ИСТОЧНИК ПИТАНИЯ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2162777C1 |
| RU 2060125 C1, 20.05.1996 | |||
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1992 |
|
RU2053072C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2103124C1 |
| US 6028290 A, 22.02.2000 | |||
| JP 2004314098 A, 11.11.2004. | |||

