Изобретение касается сварочного производства, а именно оборудования для электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка, и может быть использовано как при ручной, так и полуавтоматической сварке на постоянном токе.
Перенос металла с электрода в сварочную ванну является одной из важнейших характеристик сварки плавящимся электродом, который определяет технологические характеристики и области применения процессов сварки. Для получения высококачественных сварных соединений этот перенос осуществляют по обусловленной программе разнообразными принудительными методами, направленными на регулирование тепловложения в зону сваривания при переходе от режима горения дуги к режиму короткого замыкания.
Известен способ электродуговой сварки, согласно которому для оптимизации сварочного процесса в моменты короткого замыкания используют систему автоматического регулирования для определенной скорости подачи сварочной проволоки, которая содержит элементы цепи обратной связи по току и напряжению дуги (а.с. CCCР 1462609, МПК6: В 23 К 9/09, опубл. в БИ 48, 1991).
Недостатки этого способа связаны с осложнениями, которые являются типичными для классических случаев регулирования сварочными процессами, и связаны с наличием обратных связей, которые обнаруживаются в фиксации параметров процесса в момент наступления короткого замыкания и синхронизации с ним момента срабатывания элементов цепей обратных связей. В связи с этим подобные системы конструктивно существенно осложнены, так как требуют сложных электрических схем.
Известно также устройство, предназначенное для дуговой сварки, в котором параллельно дуговому промежутку подключен дополнительный импульсный источник питания, которой содержит емкость, которая заряжается в процессе горения дуги через диод, параллельно которому подключены последовательно соединенные тиристор и индуктивность (а.с. СССР 408726, МПК6: В 23 К 9/00, опубл. в БИ 48, 1973).
Назначением дополнительного импульсного источника питания в электрической схеме сварочного устройства является создание условий для минимального разбрызгивания электродного металла, для чего в середине периода короткого замыкания выдается мощный импульс тока. Таким образом, дополнительный источник питания "активизируется" только в момент короткого замыкания, и его влияние будет эффективным только при условии совпадения момента подачи импульса с моментом короткого замыкания. Как было сказано выше, удовлетворение такого условия усложняет процесс и требует существенного расширения электрической схемы сварочного устройства конструктивными элементами, что ее усложняет.
В качестве прототипа предложенного изобретения принят способ дуговой сварки с короткими замыканиями дугового промежутка, при котором плавление электрода и сварочной ванны осуществляют с помощью электрической энергии основного источника постоянного тока (а.с. СССР 1826338, МПК6: В 23 К 9/095, опубл. в БИ 24, 1996).
Суть этого способа состоит в том, что между импульсами напряжения в моменты отрыва капли и ее последующего соприкосновения с поверхностью расплавленной ванны определяют мгновенную частоту короткого замыкания дугового промежутка, при изменении частоты проводят сравнения соответствующего ей времени образования капли с течением времени образования капли при неизменной частоте коротких замыканий и по результатам сравнений регулируют энергию, затраченную на каплеобразование. При этом при увеличении упомянутого времени энергию уменьшают, а при уменьшении его соответственно увеличивают. Мгновенную частоту определяют по импульсам напряжения в момент соприкосновенья капли со сварочной ванной, а импульсы выделяют с помощью специального датчика и устройства, функцией которого также является фиксирование времени образования капли. Энергию регулируют с помощью малоинерционного коммутирующего устройства. Как ясно из вышесказанного, в системе управления переносом электродного металла задействована обратная связь.
Предложенная в этой технологии регистрация параметров частоты коротких замыканий и времени образования капли повышает чувствительность процесса управления, но, как и в вышеприведенном случае, такое управление как классический пример системы с обратной связью приводит к трудностям синхронизации работы элементов системы с моментом короткого замыкания.
Следует отметить, что при сваривании на постоянном токе при применении тиристорных регулируемых выпрямителей момент короткого замыкания может наступить как на момент наличия, так и на момент отсутствия импульса выпрямленного напряжения. В последнем случае (момент паузы) в зоне сварки резко уменьшается напряжение и соответственно тепловая мощность, которая выделяется при этом, в сравнении с мощностью, которая имела место в режиме горения дуги. Это явление сопровождается постепенным охлаждением расплавленного металла электрода и ванны, и, конечно, переход электродного металла существенно затрудняется или даже прекращается совсем. Возникает так называемое явление "примерзания" электрода. В результате стабильность сварочного процесса существенно снижается или же он полностью прекращается.
Основной причиной этого является то, что режим горения дуги, равно как и режим короткого замыкания, обеспечивается одним и тем же источником питания, который имеет ограниченные возможности относительно регулирования процесса переноса расплавленного металла (особенно в случае совпадения моментов паузы выпрямленного напряжения и возникновения короткого замыкания). А система обратной связи, назначением которой есть устранение этого недостатка, как было указано выше, также имеет свои недостатки, связанные со сложностью синхронизации ее срабатывания по отношению к зафиксированным режимным параметрам короткого замыкания.
С учетом того, что каждый вид сварки, как-то: ручная, полуавтоматическая в среде углекислого газа и в среде аргона и т.п. для обеспечения стабильного переноса расплавленного металла требует определенного тепловложения в ванну, соответствующего именно этому виду сварки, можно констатировать, что известный способ не имеет возможности обеспечить эффективное плавление сварочной ванны и электрода от энергии основного источника питания для нескольких видов сварки от одного источника, так как требования к техническим параметрам источников электрической энергии, которые работают в режиме ручной дуговой сварки, и тех, которые работают в режиме полуавтоматической сварки, существенно отличаются. То есть упомянутая технология не является универсальной и ограничена одним видом сварки, что сужает области ее применения.
Наиболее близким по технической сущности к заявляемому устройству является источник питания для дуговой сварки с короткими замыканиями дугового промежутка, который содержит основной источник постоянного тока, состоящий из силового трехфазного трансформатора, вторичная обмотка которого подключена к входам полууправляемого тиристорного трехфазного выпрямителя, сглаживающего дросселя, подключенного к одному из выходов трехфазного выпрямителя, и схему управления тиристорами трехфазного выпрямителя (ТУ-У-20732066.060-99, зарегистрированное Крымским Государственным Центром стандартизации, метрологии и сертификации 29.12.1999, реестр. 092/001733, введен в действие 01.01.2000).
Наличие в этом источнике электрической энергии, регулируемой тиристорным выпрямителем, позволяет перекрыть большой диапазон плавного регулирования сварочного тока - от 10 до 500 А, что, безусловно, является преимуществом. С другой стороны, в области малых сварочных токов выпрямленное напряжение на выходе тиристорного выпрямителя имеет вид коротких импульсов, которые следуют с частотой 150 Гц (период приблизительно 6 мс), с последующей продолжительной паузой, при этом ток в сварочной цепи при наличии импульса напряжения будет увеличиваться, а в паузе спадать. Уровень пульсаций тока зависит от выходной индуктивности сварочного источника и скважности выпрямленных импульсов напряжения. Питание зоны сварки в момент короткого замыкания осуществляется пульсирующим напряжением, импульс которого не может быть синхронизирован с моментом короткого замыкания цепью обратной связи. Такая электрическая схема обеспечивает эффективную работу сварочного источника питания в режиме ручной сварки при наличии большой индуктивности в сварочной цепи и непригодна для режима полуавтоматической сварки в среде углекислого газа или аргона. Таким образом, известное техническое решение имеет ограниченные возможности относительно обеспечения ручной и полуавтоматической сварки с применением одного и того же основного источника питания.
Учитывая тот факт, что момент короткого замыкания между металлом электрода и сварочной ванной может совпасть с моментом паузы выпрямленного напряжения, становится очевидным, что тепловой мощности такого источника, рассчитанного исключительно на ручной вид сварки, будет явным образом недостаточно для обеспечения стабильного процесса для полуавтоматической сварки. Поэтому явление "примерзания" и "отстрела" электрода для этого технического решения не является исключением.
По этим же причинам ограничено применение такого источника для осуществления процесса сварки электродами с газозащитным покрытием (например, целлюлозным). Сварочный процесс этими электродами характеризуется повышенным напряжением и током короткого замыкания, поддержание которых без влияния дополнительного источника энергии в данном случае затруднено.
В основу изобретения поставлена задача обеспечения универсальности и повышение эффективности осуществления способа дуговой сварки с короткими замыканиями дугового промежутка путем обеспечения в моменты короткого замыкания подогревания зоны сварки и обеспечения переноса металла электрода в ванну с помощью постоянно действующего дополнительного источника электрической энергии с мощностью, меньшей мощности основного источника, который обуславливает на протяжении всего сварочного процесса постоянную подпитку электрической дуги, который не влияет на процесс ее горения и синхронно с наступлением момента короткого замыкания обеспечивает энергией зону сварки, повышая выделяемую в зоне сварки тепловую мощность до величины, достаточной для предотвращения охлаждения расплавленного металла и обеспечения перехода его в ванну как при процессах ручной, так и полуавтоматической сварки без необходимости задействовать элементы цепей обратных связей.
В основу изобретения поставлена также задача расширения функциональных возможностей источника питания для дуговой сварки с короткими замыканиями дугового промежутка путем оснащения его постоянно действующим источником электрической энергии с мощностью, меньшей мощности основного источника питания, оптимизации его конструктивного выполнения и связей элементов электрической схемы, которая обуславливает на протяжении всего сварочного процесса постоянную подпитку электрической дуги, которая не влияет на процесс ее горения, и синхронно с наступлением момента короткого замыкания обеспечивает энергией зону сварки, повышая выделяемую тепловую мощность к величине, достаточной для предотвращения охлаждения расплавленного металла и обеспечения перехода металла в ванну как при процессах ручной, так и полуавтоматической сварки без необходимости задействовать элементы цепей обратных связей.
Поставленная задача достигается за счет того, что в способе дуговой сварки с короткими замыканиями дугового промежутка, при котором плавление электрода и сварочной ванны осуществляют с помощью электрической энергии основного источника постоянного тока, согласно изобретению подогревание и переход металла электрода в сварочную ванну при коротких замыканиях дугового промежутка обеспечивается от энергии постоянно действующего дополнительного источника электрической энергии, напряжение которого находится в границах 0,5-1,0 от величины минимального напряжения горения дуги.
Поставленная задача достигается также за счет того, что источник питания для дуговой сварки с короткими замыканиями дугового промежутка, который содержит основной источник постоянного тока, который состоит из силового трехфазного трансформатора, вторичная обмотка которого подключена к входам полууправляемого тиристорного трехфазного выпрямителя, сглаживающего дросселя, подключенного к одному из выходов трехфазного выпрямителя, и схему управления тиристорами трехфазного выпрямителя, согласно изобретению содержит постоянно действующий дополнительный источник электрической энергии с напряжением в границах 0,5-1,0 от величины минимального напряжения горения дуги, который состоит из дополнительной обмотки силового трехфазного трансформатора, выходы которой подключены к входам неуправляемого дополнительного трехфазного выпрямителя, к одному из выходов которого последовательно подсоединен дополнительный сглаживающий дроссель, при этом положительный полюс дополнительного источника электрической энергии подключен к положительному полюсу основного источника постоянного тока, а отрицательный полюс дополнительного источника электрической энергии - к отрицательного полюсу основного источника постоянного тока. Указанный технический результат обусловлен существенными признаками предложенных способа и источника питания, которые отличают их от изобретений известного технического уровня.
Так, постоянно действующий дополнительный источник электрической энергии, напряжение которого подобрано из условия отсутствия влияния на процесс горения дуги, "активизируется" только с наступлением момента короткого замыкания дугового промежутка. Именно в момент, когда короткое замыкание совпадает с моментом паузы выпрямленного напряжения, напряжение дополнительного источника, которое всегда меньше минимального напряжения горения сварочной дуги, сыграет решающую роль в предоставлении дополнительной подпитки дуги. И несмотря на то что расплавленный металл в период этой паузы не подогревается энергией основного источника питания, охлаждение его не происходит, так как тепловложение со стороны дополнительного источника энергии достаточно для предотвращения "примерзания" электрода к металлу ванны.
Постоянное подключение дополнительного источника электрической энергии параллельно схеме основного сварочного источника предопределяет увеличение энергии, выделяемой на дуге, автоматически и синхронно с моментом возникновения короткого замыкания даже в момент отсутствия выпрямленного основного напряжения.
В отличие от подпитки дуги пульсирующим напряжением, момент генерирования импульсов которой нужно максимально точно синхронизировать с моментом короткого замыкания, данное техническое решение разрешает подпитывать ее постоянным напряжением. В схему предложенного изобретения уже не нужно включать цепи обратных связей, как это имеет место в известных устройствах. А это, в свою очередь, разрешает не только повысить эффективность сварочного процесса, а и упростить конструктивное выполнение устройства.
Факт подпитки сварочной дуги дополнительной энергией существенно расширяет технологические характеристики основного источника энергии - возможность обеспечить тепловую и энергетическую мощность, нужную для осуществления таких процессов сваривания, как полуавтоматическая в среде углекислого газа или аргона, дает возможность, например, на базе источника ВД-506Д, предназначенного для ручной дуговой сварки, создать универсальный источник питания, рассчитанный на сварку в полуавтоматическом режиме, а также для ручной дуговой сварки с применением газозащитных (в частности, целлюлозных электродов). Таким образом, динамические характеристики дополнительного источника электрической энергии в совокупности с характеристиками основного источника питания дуги разрешают при крутопадающей вольтамперной характеристике силовой сварочной цепи осуществлять сварку и в полуавтоматическом режиме.
Величину напряжения постоянно действующего дополнительного источника электрической энергии, которая находится в границах 0,5-1,0 от величины минимального напряжения горения дуги, устанавливали исходя из соображений обеспечения оптимального тепловложения в сварочную ванну во время короткого замыкания, достаточного для стабильного переноса электродного металла в расширенных диапазонах сварочных режимов, и в то же время таким, которое бы не накладывалось на основное напряжение дуги и не вносило изменений в процесс горения дуги.
При установлении напряжения дополнительного источника энергии, меньшим 0,5 от величины минимального напряжения горения дуги, тепловой мощности источника будет недостаточно для избежания переохлаждения ванны во время паузы выпрямленного напряжения в момент короткого замыкания. В случае изменения ее значения, большего 1,0 величины минимального напряжения горения дуги, не исключены ситуации (в особенности в случаях непредвиденных отклонений в работе электрической схемы), когда присутствие постоянно действующего источника энергии в период горения дуги перестанет быть "нейтральным", и напряжение на дуге недопустимо увеличится.
Изобретение поясняют чертежи, на которых изображены:
на фиг. 1 - электрическая схема источника питания для осуществления дуговой сварки с короткими замыканиями согласно изобретению;
на фиг.2 - электрическая схема известного источника питания, на базе которого построено предложенное изобретение.
Одинаковые элементы электрической схемы предложенного и известного изобретений обозначены одними позициями.
Источник питания (фиг.1) содержит трехфазный силовой трансформатор Т1 с первичной 1 и вторичной 2 трехфазными обмотками. Обмотка 1 подсоединена к источнику переменного напряжения, а именно - сети электроснабжения напряжением 380 В. Выходы вторичной трехфазной обмотки 2 трансформатора Т1 соединены с входами силовых тиристоров VS1, VS2, VS3 и диодов VD1, VD2, VD3 полууправляемого трехфазного выпрямителя, к одному из выходов (полюсов) которого, положительному или отрицательному, последовательно подключен сглаживающий дроссель L1 (на фиг.1 показано подключение сглаживающего дросселя L1 к отрицательному полюсу). Силовые тиристоры VS1, VS2, VS3 соединены со схемой управления 3. Выходы дополнительной обмотки 4 трехфазного силового трансформатора Т1, которая входит в состав постоянно действующего дополнительного источника электрической энергии, подключены к входам неуправляемого дополнительного выпрямителя, который состоит из диодов VD4, VD5, VD6, VD7, VD8, VD9. К одному из выходов этого выпрямителя (на фиг.1 показано соединение с положительным полюсом) подключен последовательно дополнительный сглаживающий дроссель L2. Положительный полюс постоянно действующего дополнительного источника электрической энергии соединен с положительным полюсом основного источника постоянного тока, а отрицательный полюс соответственно с отрицательным полюсом основного источника постоянного тока.
Источник питания работает следующим образом.
Полууправляемый трехфазный выпрямитель обеспечивает выпрямление напряжения, которое снимается из обмотки 2 силового трехфазного трансформатора. На выходе источника питания появляется напряжение, величина которого достаточна для горения дуги и плавления электрода и превышает напряжение постоянно действующего дополнительного источника электрической энергии. Период горения дуги происходит при закрытом состоянии диодов VD4, VD5, VD6, VD7, VD8, VD9. В момент короткого замыкания напряжение в зоне сварки резко снижается (к значению, меньше величины напряжения дополнительного источника), открываются диоды VD4, VD5, VD6, VD7, VD8, VD9, и через дополнительный сглаживающий дроссель L2 проходит ток, скорость нарастания которого обусловлена индуктивностью этого дросселя и величиной напряжения на выходе неуправляемого дополнительного выпрямителя (что и определяет динамические свойства дополнительного источника электрической энергии, которые изменяются в зависимости от конкретного типа сварки).
Если момент короткого замыкания приходится на момент импульса выпрямленного напряжения, то величина напряжения последнего достаточна для недопущения охлаждения расплавленного металла электрода, и он без препятствий переходит в ванну. В случае совпадения короткого замыкания с моментом паузы выпрямленного напряжения энергия дополнительного источника стабилизирует процесс переноса металла.
После переноса электродного металла в сварочную ванну и обрыва перемычки на дуговом промежутке резко повышается напряжение по причине наличия индуктивности и включении силовых тиристоров VS1, VS2, VS3. Происходит повторное возбуждение сварочной дуги. При этом повышенное напряжение закрывает диоды VD4, VD5, VD6, VD7, VD8, VD9 постоянно действующего дополнительного источника электрической энергии, и прохождение тока в его цепи прекращается.
Таким образом, дополнительная обмотка 4 трехфазного силового трансформатора обеспечивает энергией зону сварки в момент короткого замыкания (подогрев этой зоны). Трехфазный диодный мост VD4, VD5, VD6, VD7, VD8, VD9 (мост Ларионова) обеспечивает на выходе неуправляемого дополнительного выпрямителя практически постоянное напряжение (пульсации не более 5%), которое ниже напряжения горение дуги (около 14 В), а также автоматическое подключение дополнительного источника электрической энергии к зоне сварки в момент короткого замыкания.
Дополнительный сглаживающий дроссель L2 в цепи низковольтной подпитки обеспечивает нужную динамику скорости нарастания тока короткого замыкания, который полностью отвечает режиму сварки - ручному или полуавтоматическому.
Проведенные опыты показали высокую работоспособность предложенного изобретения в широких диапазонах сварочных режимов, которое выгодно отличает его от описанных источников питания для дуговой сварки с короткими замыканиями согласно известному техническому уровню.
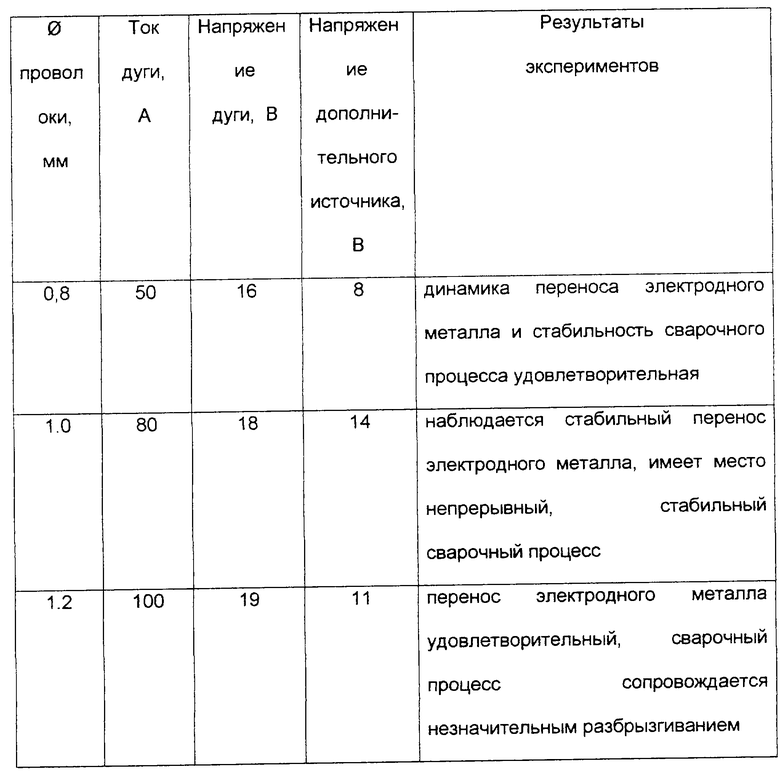
Пример 1
Способ осуществляли при полуавтоматической наплавке проволокой марки Св-08Г2С в среде СO2 на пластину из стали СТ3 при питании от предложенного источника. При этом напряжение постоянно действующего дополнительного источника электрической энергии составляло 7 В, 14 В, 11 В, что составляет 0,5; 0,8 и 0,6 от напряжения дуги. Результаты экспериментов сведены в таблицу.
Пример 2
Осуществляли наплавку на пластину из стали СТ3 в режиме ручной дуговой сварки с применением газозащитного электрода с целлюлозным покрытием диаметром 4 мм. Наплавку проводили при напряжении горения дуги 25 В, сварочном токе 120 А и напряжении дополнительного источника электрической энергии 12 В. Результаты эксперимента подтвердили стабильную динамику переноса электродного металла через дуговой промежуток, непрерывный, стабильный процесс наплавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1712095A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2103124C1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU1041248A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1061951A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |

Изобретения относятся к способу и оборудованию для электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и могут найти применение при ручной и полуавтоматической сварке на постоянном токе. Плавление электрода и сварочной ванны выполняют с помощью электрической энергии основного источника постоянного тока. В момент коротких замыканий дугового промежутка осуществляют подогрев зоны сварки и переход металла электрода в сварочную ванну энергией постоянно действующего дополнительного источника электрической энергии с напряжением, равным (0,5-1,0) величины минимального напряжения горения дуги. Источник питания содержит основной источник постоянного тока, постоянно действующий дополнительный источник электрической энергии с напряжением, равным (0,5-1,0) величины минимального напряжения горения дуги, и схему управления тиристорами трехфазного выпрямителя. Основной источник постоянного тока состоит из вторичной обмотки силового трехфазного трансформатора, подключенного к ее входам полупроводникового тиристорного трехфазного выпрямителя и сглаживающего дросселя, подключенного к одному из выходов трехфазного выпрямителя. Дополнительный источник состоит из дополнительной обмотки упомянутого трехфазного трансформатора, неуправляемого дополнительного трехфазного выпрямителя, подключенного входами к ее выходам, и последовательно подсоединенного к одному из выходов неуправляемого дополнительного трехфазного выпрямителя дополнительного сглаживающего дросселя. Положительный полюс дополнительного источника электрической энергии подключен к положительному полюсу основного источника постоянного тока, а отрицательный полюс - к отрицательному полюсу основного источника постоянного тока. Обеспечение постоянной подпитки электрической дуги синхронно с наступлением момента короткого замыкания обеспечивает энергией зону сварки, повышая выделяемую тепловую мощность до величины, достаточной для предотвращения охлаждения расплавленного металла и обеспечения перехода его в ванну как при ручной, так и при полуавтоматической сварке. 2 с.п. ф-лы, 1 табл., 2 ил.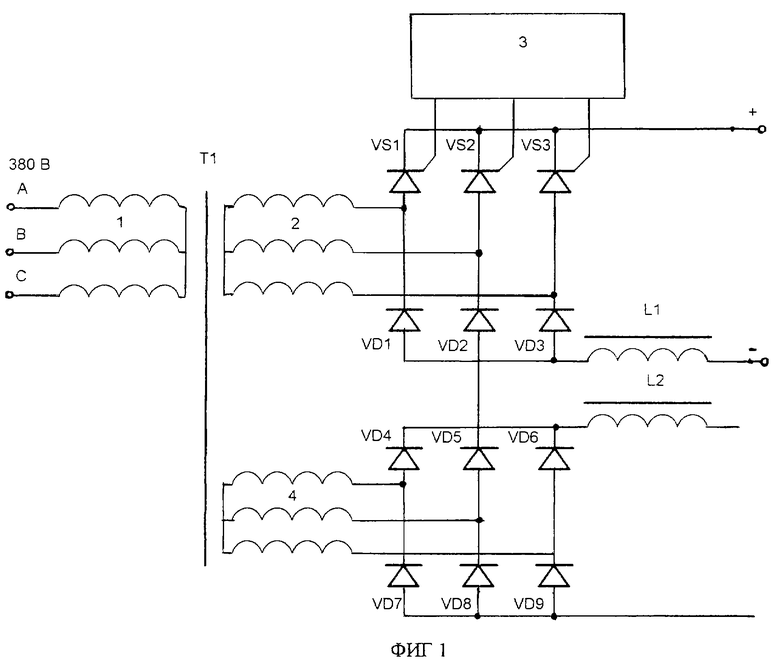
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1989 |
|
SU1826338A1 |
| ТУ-У-20732066.060-99, зарег | |||
| Крымским государственным центром стандартизации, метрологии и сертификации 29.12.1999, реестр № 092/001733, введен в действ | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1462609A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ НАПРЯЖЕНИЯ ПРИ ЭЛЕКТРОДУГОВОЙ СВАРКЕ | 1999 |
|
RU2173617C2 |
| ТРАНСФОРМАТОР | 1999 |
|
RU2172572C2 |
| Устройство для дуговой сварки прямоугольными разнополярными импульсами тока | 1987 |
|
SU1551484A1 |
| US 5349157, 20.09.1994 | |||
| US 4972064, 20.11.1990 | |||
| US 4631385, 23.12.1986 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

