Изобретение относится к области строительства и может найти применение при производстве изделий с высокими теплоизолирующими свойствами.
Большое значение для энергосбережения имеет применение теплоизолирующих материалов, тепловой изоляции. Качество материалов, применяемых для тепловой изоляции, тем выше, чем меньше их теплопроводность (см., например, «Политехнический словарь» под ред. И.И.Артоболевского. М.: Сов. энциклопедия, 1971. - 608 с.; с.490). «Теплопроводность - один из видов теплообмена, при котором перенос энергии в форме теплоты в неравномерно нагретой среде имеет атомно-молекулярный характер... В Международной системе (СИ) коэффициент теплопроводности измеряется в Вт/(м·К)» («Политехнический словарь» под ред. И.И.Артоболевского. М.: Сов. энциклопедия, 1971. - 608 с.; с.493)
Известно, что наиболее высокими теплоизолирующими свойствами обладает воздух. По данным справочников его коэффициент теплопроводности составляет 0,0226 Вт/(м·К). Эта величина означает, что через площадь в один квадратный метр и толщину слоя в один метр происходит тепловой перенос мощностью 0,0226 Вт при разнице температуры с разных сторон слоя в один градус. Свойства различных теплоизолирующих материалов в значительной степени обусловлены уровнем пустот в них. Именно находящийся в них воздух определяет теплоизолирующие характеристики (см., например, ст. «Газонаполненные пластмассы»; «Политехнический словарь» под ред. И.И.Артоболевского. М.: Сов. энциклопедия, 1971. - 608 с.; с.99).
Воздух по теплоизолирующим свойствам могут превосходить лишь газы, обладающие большей молекулярной массой, например, углекислый газ, аргон и др. Либо разреженный газ с давлением меньше атмосферного. Такое состояние разреженного газа называется вакуумом. «Вакуум (от лат. vacuum - пустота), состояние газа при давлении меньше атмосферного» («Физический энциклопедический словарь» под ред. A.M.Прохорова. М.: Сов. энциклопедия, 1983. - 928 с.; с.60). Высокие теплоизолирующие свойства вакуума находят использование, например, в термосах, где разреженный воздух между двойными стенками колбы термоса обеспечивает низкие теплопотери для содержимого термоса. Задача эффективного получения вакуума является актуальной.
Известен способ изготовления конденсаторов с вакуумным пространством между их электродами (обкладками). Он включает формообразование электродов, установку их в корпусе конденсатора с зазором друг от друга, создание вакуума в зазорах и герметизацию мест стыка (найдено в Интернет 10.04.03 г. по адресу http://computer-museum/technlgy /condensa.ru)
Этот способ позволяет изготавливать изделия с хорошими диэлектрическими характеристиками, однако он трудоемок и энергозатратен при производстве строительных изделий с теплоизоляционными свойствами.
Известен способ вакуумной формовки изделий из термопластичных материалов, включающий нагрев материала до состояния "текучести", формообразование в матрице под воздействием вакуума и кристаллизацию в ней с остыванием (найдено в Интернет 10.04.03 по адресу http://tpark.ict.nsc.ru//firms/sampo/vf.htm).
Этот способ применим для изготовления пленочных изделий и представляет интерес операцией нагрева до состояния текучести.
Из уровня техники известен «Способ формования изделия из органического стекла, преимущественно полусферического иллюминатора, и установка для формования изделия из толстого органического стекла» (см. описание изобретения к патенту РФ №2098276, В 29 С 51/10, 10.12.1997). Он заключается в том, что заготовку из стекла зажимают по периметру между протяжными и прижимными кольцами, при этом заготовку либо перед зажатием, либо после него разогревают до высокоэластичного состояния, после чего производят локальное периферийное охлаждение края заготовки, а затем формуют изделие через протяжное кольцо до заданной высоты, создавая около заготовки перепад давления воздуха (либо высоким давлением, либо разрежением воздуха).
Суть данного способа в формовании изделий из заготовки перепадом давления, т.е. поверхностными силами. «Поверхностные силы в механике, силы, приложенные к поверхности тела, например силы атмосферного давления на поверхность тела, аэродинамические силы, силы давления фундамента на грунт и др.» («Физический энциклопедический словарь» под ред. A.M.Прохорова. М.: Сов. энциклопедия, 1983. - 928 с.; с.553).
Однако в одном из своих частных случаев реализации упомянутого изобретения, может возникнуть формообразование и с привлечением объемной силы, силы гравитации. «Объемная сила (массовая сила), сила, действующая на все частицы (элементарные объемы) данного тела и пропорциональная массе частицы. Пример О.С. - силы тяготения.» («Физический энциклопедический словарь» под ред. A.M.Прохорова. М.: Сов. энциклопедия, 1983. - 928 с.; с.482). Такой случай возникнет, когда формообразование будет происходить путем деформирования по направлению вниз. На деформируемую заготовку будет воздействовать перепад давления, обеспеченный либо повышенным давлением над заготовкой, либо откачиванием воздуха из-под нее. Дополнительно на заготовку будет оказывать воздействие притяжение земли. Работу по деформации будут совершать обе силы, так как их направление совпадает с направлением сдвига деформируемой заготовки. Это следует по следующим ссылкам. «Деформация - изменение формы или размеров тела (или части тела) под действием внешних сил... В твердых телах различают упругую Д. (исчезающую после воздействия, вызвавшего Д.) и пластическую Д. (остающуюся после удаления нагрузки)...» («Политехнический словарь» под ред. И.И.Артоболевского. М.: Сов. энциклопедия, 1971. - 608 с.; с.140). Работа есть скалярное произведение векторов силы и перемещения, она положительна при совпадении направлении силы и перемещения («Курс общей физики» Р.Г.Геворкян. М.: Высшая школа, 1972. - 599 с.; с.24).
Недостатком способа по изобретению №2098276 является то, что применение поверхностной силы перепада давления не обеспечивает получения разрежения воздуха или вакуума. Так как деформация и создание полости будет производиться в сторону меньшего или отсутствующего давления, то в возникшей полости по определению будет давление газа. Этот газ для получения вакуума необходимо будет устранять последующими приемами.
Наиболее близким аналогом к заявляемому является способ изготовления вакуумного стеклопакета, обладающего теплоизоляционными свойствами, включающий сборку стеклопакета и откачку воздуха из полости между листами стекла (см. описание изобретения к патенту РФ №2183718 «Способ изготовления вакуумного стеклопакета», Е 06 В 3/66, 20.06.2002).
Недостатком известного способа является трудоемкость, заключающаяся в создании пакета с полостью, а затем в отдельном этапе откачки воздуха из полости для создания разрежения. Известные способы откачки включают в себя механические (откачивание насосом), химические (связывание воздуха химическими веществами) или комбинированные воздействия.
Задачей и техническим результатом изобретения является снижение трудоемкости и создание изделий с более высокими технико-эксплуатационными свойствами.
Указанный технический результат достигается созданием полостей, уже обладающих разряжением, тем, что в способе изготовления изделий с теплоизоляционными свойствами, включающем сборку пакета, образование полости, создание в ней вакуума, вначале пластины прижимают друг к другу с образованием пакета, укладывают пакет на опору по периметру пластин, перед образованием полости одну из пластин доводят до состояния, обеспечивающего ее пластическое деформирование при воздействии на нее объемных сил, образование полости в пакете и создание в ней вакуума производят одновременно путем приложения объемных сил, при этом перед образованием полости производят герметизацию пакета пластин по месту их постоянного соприкосновения.
Кроме того, в качестве объемных сил могут использоваться силы инерции.
Кроме того, в качестве объемных сил могут использоваться магнитные силы.
Кроме того, в качестве объемных сил могут использоваться силы гравитации.
Кроме того, образование полости может вестись с созданием внешнего разрежения воздуха со стороны пластины, доведенной до состояния, обеспечивающего ее пластическое деформирование при воздействии на нее объемных сил.
Способ иллюстрируется чертежами, где на фиг.1 представлена возможная конструкция изделия с теплоизоляционными свойствами, на фиг.2 - технология и приспособление для изготовления изделий с теплоизоляционными свойствами.
Изделие, например, строительная плитка для облицовки наружных поверхностей сооружений состоит из наружной пластины 1, внутренней полости 2 с разрежением (вакуумом) и внутренней пластины 3 (фиг.1).
Заявленный способ реализуется следующим образом. Предварительно подготовленные пластины одинаковой геометрической формы и размеров укладывают друг на друга с образованием пакета. При этом, по меньшей мере, одна из пластин выполнена из материала, обладающего пластической текучестью при нагревании или обработке химическим способом и все пластины могут быть выполнены из материалов, обеспечивающих стабильность полости 2 с разрежением (вакуумом) в предполагаемых условиях эксплуатации. Таким материалом может быть стекло, термопластичный полимер, ситалл и т.д. Пакет из пластин 1 и 3 укладывается на подставку (опору) с полостью 5. Полость 5 может быть снабжена каналом 6 для создания разрежения. Для удержания в сомкнутом состоянии пластин 1 и 3 до получения готового изделия на пакет может быть уложена плита 4.
В полость 5 помещается металлическая или неметаллическая сетка 7, металлическая или неметаллическая мембрана 7 с отверстиями, определяющая положение пластины 3 после приложения объемных сил и позволяющая уйти газам, вытесняемым пластиной 3 под воздействием объемных сил.
Процесс изготовления изделия начинается с формирования сомкнутого пакета из пластин 1 и 3. Перед воздействием объемных сил пластина 3 находится в состоянии пластической текучести. Затем к пакету пластин могут быть приложены внешние объемно-распределенные силы. В качестве таких сил могут выступать силы инерции (резкий разгон или резкое торможение), сила тяжести (гравитации), электромагнитные силы.
Сила инерции - это «векторная величина, численно равная произведению массы материальной точки на ее ускорение и направленная противоположно ускорению» («Физический энциклопедический словарь» под ред. A.M.Прохорова. М.: Сов. энциклопедия, 1983. - 928 с.; с.677). По использованию сил инерции процесс может заключаться в первоначальном разгоне всего сомкнутого пакета пластин 1 и 3 вместе с подставкой (опорой) и прижимной плитой 4. После этого весь этот набор подвергается резкому ударному торможению, например удару об неподвижное основание. Ускорение замедления скорости будет направлено в сторону, противоположную имевшейся скорости, а силы инерции, воздействующие на каждую частицу деформируемой пластины, будут направлены в сторону, противоположную ускорению, т.e. в направлении имевшейся скорости движения.
Вещество деформируемой нижней пластины под воздействием этих сил отходит от недеформируемой, создавая внутреннюю полость 2 с разрежением (вакуумом).
Подставка-опора обеспечит постоянный стык пластин по краю образовавшейся полости.
При использовании материала нижней пластины 3 достаточной адгезионности герметизация стыка двух пластин по периметру их соединения может не понадобиться. Под адгезией понимается «возникновение связи между поверхностными слоями двух разнородых (твердых или жидких) тел (фаз), приведенных в соприкосновение. Является результатом межмолекулярного взаимодействия, ионной или металлической связей. Частный случай адгезии - когезия - взаимодействие соприкасающихся одинаковых тел. Предельный случай адгезии - химическое взаимодействие на поверхности раздела (хемо-сорбция) с образованием слоя химического соединения...» («Физический энциклопедический словарь» под ред. A.M.Прохорова. М.: Сов. энциклопедия, 1983. - 928 с.; с.11).
Для обеспечения герметичности пакета перед образованием полости в изделии производится герметизация пакета пластин по их месту постоянного (нераздвигаемого) соприкосновения пластин 1 и 3. Под герметизацией понимается «обеспечение непроницаемости стенок и соединений в аппаратах, сооружениях или емкостях для жидкостей и газов. К способам герметизации относятся пайка и сварка соединений, применение газонепроницаемых литых деталей, специальных вакуумных материалов, герметиков, уплотнений и др.» («Политехнический словарь» под ред. И.И.Артоболевского. М.: Сов. энциклопедия, 1971. - 608 с.; с.108).
Процесс изготовления изделия заканчивается выходом пластины 3 из состояния пластической текучести.
Основные достоинства заявляемого способа - это создание полостей с уже изначально имеющимся разрежением и эффективное использование для этого объемных сил.
Заявленный способ может быть использован с применением широко известных материалов и технологий, и, следовательно, изобретение удовлетворяет условию "промышленная применимость".

Изобретение относится к области строительства и может найти применение при производстве изделий с высокими теплоизолирующими свойствами. Техническим результатом изобретения является снижение трудоемкости и создание изделий с более высокими технико-эксплуатационными свойствами. Способ изготовления изделий с теплоизоляционными свойствами включает сборку пакета, образование полости и создание в ней вакуума. При этом вначале пластины прижимают друг к другу с образованием пакета и укладывают пакет на опору по периметру пластин. Перед образованием полости одну из пластин доводят до состояния, обеспечивающего ее пластическое деформирование при воздействии на нее объемных сил. Образование полости в пакете и создание в ней вакуума производят одновременно путем приложения объемных сил, а перед образованием полости производят герметизацию пакета пластин по месту их постоянного соприкосновения. В качестве объемных сил могут использоваться силы инерции, магнитные силы, силы гравитации. А также образование полости может вестись с созданием внешнего разрежения воздуха со стороны пластины, доведенной до состояния, обеспечивающего ее пластическое деформирование при воздействии на нее объемных сил. 4 з.п. ф-лы, 2 ил.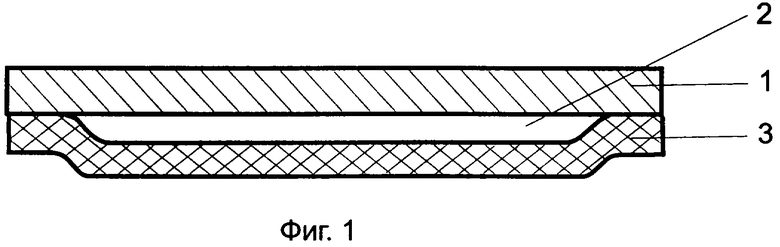
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО СТЕКЛОПАКЕТА | 2000 |
|
RU2183718C1 |
| Способ изготовления стеклопакета | 1972 |
|
SU524535A3 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ ИЗ ОРГАНИЧЕСКОГО СТЕКЛА, ПРЕИМУЩЕСТВЕННО ПОЛУСФЕРИЧЕСКОГО ИЛЛЮМИНАТОРА, И УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЯ ИЗ ТОЛСТОГО ОРГАНИЧЕСКОГО СТЕКЛА | 1995 |
|
RU2098276C1 |
| Способ пневмовакуумного формования изделий из органического стекла | 1988 |
|
SU1650463A1 |
| Способ пневмоформования сферического изделия из листа термопласта | 1991 |
|
SU1808720A1 |

