Настоящее изобретение относится к спиральной юбке изолятора, в частности для высоковольтных линий. Более конкретно, настоящее изобретение относится к способу получения спиральной юбки изолятора для высоковольтного изолятора, предусматривающему обеспечение по существу цилиндрической подложки, обеспечение экструдера, имеющего экструзионную головку, определяющую направление экструзии, использование экструдера для экструдирования юбки изолятора и нанесение юбки изолятора на подложку при одновременном вращении подложки относительно экструзионной головки. Способ этого вида описан в патенте США №5973272, выданном Седиверу.
Высоковольтные элементы и устройства, например изоляторы, разрядники для защиты от атмосферных перенапряжений и кабельные вводы могут быть предусмотрены с одной или более юбок изоляторов для увеличения длины трекинга диэлектриков. Трекинг является хорошо известным явлением утечки токов, проходящих по внешней поверхности элемента. Удлинение пути утечки увеличивает его сопротивление и в соответствии с этим уменьшает ток и любое разрушение поверхности, вызываемое утечкой тока. В этом контексте термин "высокое напряжение" относится к напряжениям более 400 В, в частности - более 1000 В и особенно - более 5000 В.
Традиционно на внешней поверхности высоковольтного элемента располагают несколько отдельных кольцевидных юбок изолятора. Юбки изоляторов могут поддаваться термоусадке, как описано в международной публикации WO 94/29886, (Рейкем). Юбки изолятора могут быть скомбинированы в один элемент, как описано в патенте США №5389742 (Рейкем). Во всех таких устройствах юбки изолятора образуют набор из почти кольцеобразных элементов. В противоположность этому в патенте СЩА №4833278, выданном Гидро-Квебеку, описана по существу спиральная юбка изолятора, полученная из нескольких соединенных сегментов юбки изолятора. В вышеупомянутом патенте США №5973272 предлагается наматывать один Т-образный элемент юбки изолятора на трубу так, чтобы обеспечивать непрерывную спиральную юбку изолятора. Т-образный элемент может быть непрерывно экструдирован посредством экструдера, головка которого расположена приблизительно под прямым углом относительно трубы. Т-образный элемент юбки изолятора может наматываться вокруг трубы во время его экструдирования, обеспечивая возможность получения единого элемента со спиральной юбкой изолятора в течение одной технологической операции.
Хотя способ, описанный в патенте США №5973272, является очень выгодным, использование Т-образной структуры обязательно ограничивает радиус изгиба спиральной юбки изолятора. По этой причине известный способ не пригоден для элементов, имеющих относительно небольшой диаметр. Помимо этого, взаимное уплотнение соседних витков Т-образного элемента юбки изолятора не может быть гарантировано. Как результат, грязь может накапливаться в любом зазоре между витками и может уменьшать поверхностное сопротивление элемента, вызывая в соответствии с этим увеличение трекинга или количества воды, которое может проникать через уплотнение и вызывать электрический пробой в подложке. Другой способ, описанный в публикации WO-A-99/10896, в котором аналогичным образом используется экструдирование юбки изолятора в поперечном направлении, приводит в результате к получению линий соединения между смежными витками юбки изолятора.
В соответствии с этим задачей настоящего изобретения является устранение недостатков предшествующего уровня техники и создание способа получения спиральной юбки изолятора, которая также пригодна для высоковольтных элементов, имеющих относительно небольшой диаметр.
Другой задачей настоящего изобретения является создание способа получения спиральной юбки изолятора, который обеспечивает возможность осуществления непрерывного производственного технологического процесса на изделиях большой длины.
Еще одной задачей настоящего изобретения является создание способа получения спиральной юбки изолятора, который гарантирует превосходную герметизацию элемента.
Дополнительной задачей настоящего изобретения является создание высоковольтного элемента, предусмотренного со спиральной юбкой изолятора.
В соответствии с этим способ, описанный в преамбуле, соответствующий настоящему изобретению, отличается тем, что направление экструдирования по существу совпадает с продольной осью подложки, и тем, что материал на подложку подается через экструзионную головку.
Несмотря на очевидно "неправильное направление" этой продольной экструзии юбки изолятора по сравнению с известными способами экструдирования в поперечном направлении, настоящее изобретение оригинально и непрерывно обеспечивает получение удовлетворительной спиральной юбки изолятора, непосредственно и непрерывно наносимой на подложку. Помимо этого, интегральная трубчатая изоляция, покрывающая подложку, может быть совместно экструдирована, герметизируя подложку, защищая ее от воздействия окружающей среды, без образования линий соединения между смежными витками юбки изолятора.
Поскольку спиральную юбку изолятора, соответствующую настоящему изобретению, экструдируют в виде криволинейного элемента, то представляется возможным получение юбок с намного меньшими диаметрами, чем юбки изоляторов, получаемые намоткой в соответствии с предшествующим уровнем техники, в процессе которой юбку изолятора экструдируют в виде прямолинейного элемента.
В предпочтительном варианте осуществления настоящего изобретения подложку вращают, тогда как экструдер и экструзионная головка являются неподвижными. В альтернативном варианте осуществления экструзионная головка может вращаться, тогда как подложка является неподвижной (не вращается), или возможно, чтобы могли вращаться подложка и экструзионная головка.
Подложка может содержать стержень из стекловолокна, пластмассовую трубу или что-либо подобное. Материал юбки изолятора может содержать силиконовую (кремнийорганическую) смолу, полиолефин и/или другие пригодные материалы. Подложка может иметь диаметр, составляющий от 1 до 10 см, а предпочтительно - от 1,5 до 5 см.
Следует отметить, что спиральная юбка изолятора, пригодная для высоковольтных изоляторов, как правило, пригодна также для других высоковольтных устройств и элементов, например разрядников для защиты от атмосферных перенапряжений, кабельных вводов и так далее.
Настоящее изобретение дополнительно обеспечивает получение высоковольтных элементов, например высоковольтных изоляторов, высоковольтных разрядников для защиты от атмосферных перенапряжений, предусматриваемых со спиральной юбкой изолятора, получаемой способом, который был описан выше, и с трубчатой изоляцией, содержащей спиральную юбку, получаемую способом, который был описан выше.
Настоящее изобретение будет дополнительно описано ниже со ссылкой на сопроводительные чертежи, на которых
Фиг.1 - схематическое изометрическое представление получения спиральной юбки изолятора способом, соответствующим предшествующему уровню техники;
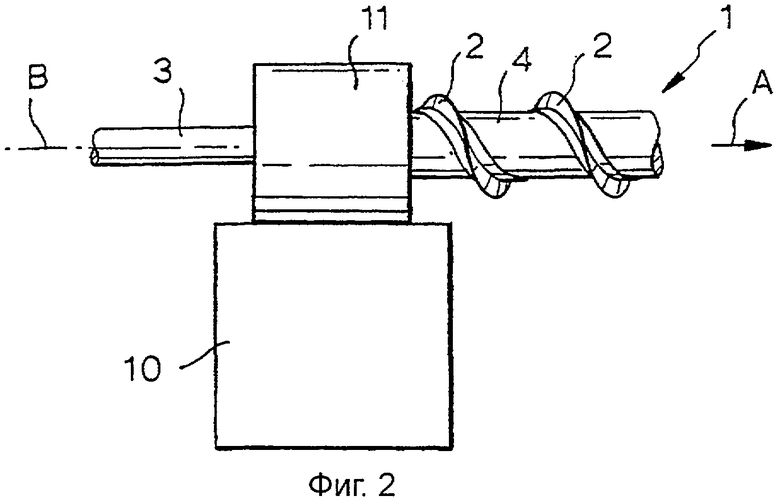
Фиг.2 - схематический вид сверху, иллюстрирующий способ получения спиральной юбки изолятора, соответствующий настоящему изобретению;
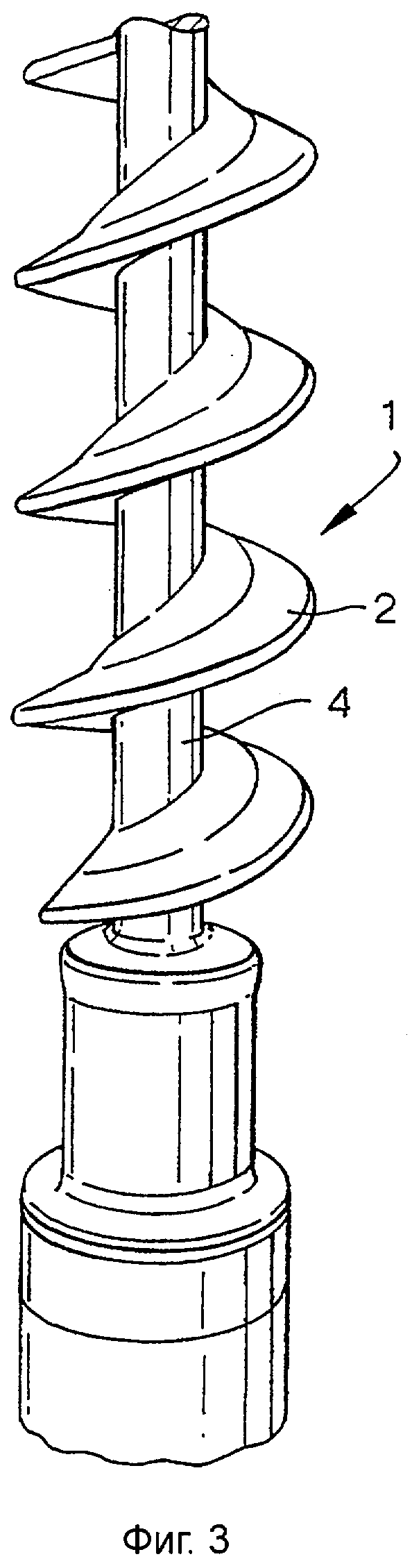
Фиг.3 - иллюстрация высоковольтного изолятора, предусмотренного со спиральной юбкой изолятора, соответствующей настоящему изобретению.
Способ получения спиральной юбки изолятора в соответствии с патентом США №5973272 схематически иллюстрируется на фиг.1. Экструзионная головка 11 обеспечивает получение юбки 2 изолятора в виде полосы по существу Т-образного поперечного сечения, которую наматывают вокруг вращающейся подложки (высоковольтного изолятора) 3. Основание полосы обрабатывают давлением на подложке посредством ролика 12 давления. Смежные витки основания полосы образуют трубчатую изоляцию 4, которая по существу покрывает внешнюю поверхность подложки 3.
Экструзионную головку 11 ориентируют так, чтобы направление А экструзии было по существу перпендикулярным продольному направлению и оси В вращения подложки 3. Как следует из фиг.1, исходно прямолинейная полоса изгибается вокруг подложки. Вследствие того, что ее поперечное сечение имеет Т-образную конфигурацию, радиус изгиба неизбежно ограничен.
На фиг.2 схематически иллюстрируется способ получения спиральной юбки изолятора, соответствующий настоящему изобретению. Подложку вставляют в головку 11 экструдера 10. Подложку, которая может быть стержнем из стекловолокна, вращают вокруг ее продольной оси В посредством вращательного средства (не показано), которое может быть выполнено как одно целое с экструзионной головкой 11 и которое также сообщает поступательное движение подложке 3 через экструзионную головку 11. Экструдер наносит непрерывную трубчатую изоляцию 4 на подложку 3, причем спиральная юбка 2 изолятора выступает поверх трубчатой изоляции 4. Результирующая конструкция может быть использована в качестве высоковольтного изолятора 1, иллюстрируемого, например, на фиг.3.
Как показано на фиг.2, направление А экструдирования совпадает с продольной осью В подложки. Сочетание экструдирования в осевом направлении и вращения обеспечивает возможность легкого нанесения спиральной юбки изолятора в течение одной технологической операции.
Можно использовать вспомогательную подложку, имеющую гладкую поверхность, например трубу, содержащую TEFLON®, для первоначального экструдирования трубчатой изоляции на вспомогательную подложку. Трубчатая изоляция может быть удалена со вспомогательной подложки и затем нанесена на другую подложку. Вспомогательная подложка может быть подложкой, поддающейся многократному использованию.
Таким образом, квалифицированным в этой области техники специалистам будет очевидно, что настоящее изобретение не ограничено иллюстрируемыми (в этой заявке) вариантами осуществления и что без отклонения от объема настоящего изобретения, ограниченного в прилагаемой формуле изобретения, может быть сделано множество дополнений и модификаций.
Изобретение относится к области электротехники. Описан способ получения спиральной юбки (2) изолятора для высоковольтного изолятора (1), который предусматривает обеспечение по существу цилиндрической подложки (3), обеспечение экструдера (10), имеющего экструзионную головку (11), определяющую направление А экструдирования, использование экструдера (10) для экструдирования юбки (2) изолятора и нанесение юбки (2) изолятора на подложку (3) при вращении в то же самое время подложки относительно экструзионной головки (11). В соответствии с настоящим изобретением направление А экструдирования по существу совпадает с продольной осью подложки (3), а подачу подложки (3) осуществляют через экструзионную головку (11). Изготовленная указанным способом спиральная юбка может быть использована в высоковольтном изоляторе, высоковольтном разряднике для защиты от атмосферных перенапряжений или в высоковольтном кабельном вводе. Техническим результатом является использование заявленной технологии для изготовления высоковольтных элементов, имеющих относительно небольшой диаметр. 4 н. и 8 з.п. ф-лы, 3 ил.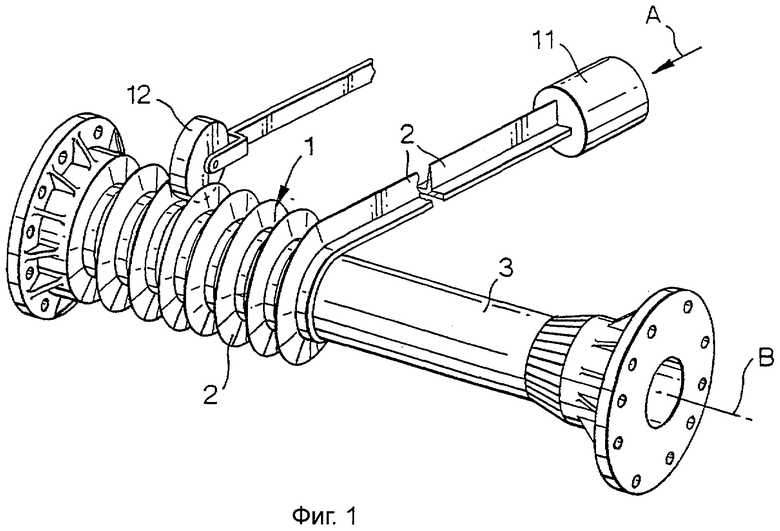
| US 5973272 А, 26.10.1999 | |||
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ ИЗОЛЯТОРА | 1998 |
|
RU2143760C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ | 1995 |
|
RU2118859C1 |
| US 4181486 A, 01.01.1980 | |||
| ГИДРАВЛИЧЕСКИЙ РЕЖУЩИЙ АППАРАТ | 1994 |
|
RU2054863C1 |
| WO 8502053 А, 09.05.1985. | |||

