Изобретение относится к электротехнике, а точнее к полимерному изоляторостроению и может быть использовано для изготовления полимерных стеклопластиковых изоляторов и покрышек для станций, подстанций, сетей и электрофицированных железных дорог, в том числе для контактной сети.
Широкое применение полимерных изоляторов в электрических сетях ограничивается сложностью применяемых технологических процессов формирования ребристого защитного покрытия на цилиндрической основе из стеклопластика (стержнях, трубках).
Известно устройство для формирования защитной ребристой оболочки, содержащее пресс-форму, стержень (цилиндрическая основа длиной 0,5 - 3,0 м), систему подачи рабочего материала и систему фиксации стержня в виде съемных опор (патент Франции N 2194557, кл. H 01 B 13/22, опублик. 1976).
К недостаткам такого устройства следует отнести гибкость стержня, которая приводит к тому, что ребристая оболочка получается разнотолщинной, если опоры сняты до сброса давления или оболочка имеет отверстия, которые необходимо заделывать, если опоры убираются после сброса давления.
Известно устройство для формирования защитной ребристой оболочки, содержащее форму, имеющую плоскость разъема, параллельную оси стержня, длинный стержень, систему перемещения стержня вдоль оси и дополнительную пресс-форму для окончательного отверждения рабочего материала (авт. св. СССР N 1379810, кл. H 01 B 19/00, 1988).
К недостаткам данного изобретения следует отнести снижение монолитности в стыках участков ребристой оболочки, ограниченность размеров оболочки.
Наиболее близким техническим решением, взятым нами за прототип, является устройство для формирования защитной ребристой оболочки, содержащее экструдер для подачи рабочего материала, цилиндрическую основу, систему ее перемещения, вкладыши и пресс-форму.
К недостаткам устройства следует отнести сложность оснастки, необходимость синхронизации всех операций: остановка стержня, смыкание пресс-формы, формирование ребра, размыкание пресс-формы, нанесение следующего участка и т. д. Отсутствие синхронизации приводит к неоднородности оребрения как по длине, так и по диаметру (авт. св. СССР N 1030862, кл. H 01 B 19/00, 1985).
Данное изобретение устраняет указанные недостатки.
Техническим результатом изобретения является упрощение конструкции, возможность формирования равномерной (по прочности и размерам) защитной ребристой оболочки любой длины, с любым шагом оребрения.
Указанный технический результат достигается тем, что в устройстве для формирования защитной ребристой оболочки, содержащем экструдер для подачи рабочего материала, цилиндрическую основу, пресс-форму, выполненную в виде двух элементов, имеющих профилированную поверхность для образования в месте соприкосновения полости для формирования ребер покрытия и пропуска цилиндрической основы, соединенный с выходом экструдера трансфер с продольным отверстием, с одной стороны которого установлена запорная втулка, прижатый к полостям пресс-формы со стороны противоположной размещению запорной втулки, элементы пресс-формы выполнены в виде укрепленных на параллельных осях дисков, прижатых один к другому ободами, по всей окружности которых выполнены продольные канавки, образующие в месте соприкосновения ободов дисков полость с диаметром, превышающим диаметр цилиндрической основы на двойную толщину наносимого покрытия, по периметру обода на двойную толщину наносимого покрытия, по периметру обода диска выполнены также поперечные канавки, расположенные с шагом, соответствующим шагу оребрения покрытия, и имеющие глубину, превышающую радиус наружной поверхности ребер покрытия, в которых установлены сменные вкладыши, при этом к боковым поверхностям дисков прикреплены шестерни, обеспечивающие одновременное вращение обоих дисков.
Сущность изобретения поясняется на чертеже.
Имеются два диска 1, укрепленные на параллельных осях 2, плотно прижатые один к другому ободами, с прикрепленными к боковой поверхности шестернями 3, обеспечивающими одновременное вращение обоих дисков без смещения поверхности соприкосновения одного диска по отношению к другому. На ободе по всей окружности выточены продольные канавки, образующие в месте соприкосновения ободов дисков цилиндрическую полость диаметром, превышающим диаметр цилиндрической основы на двойную толщину наносимого покрытия.
Оси обоих дисков соединены плоскими металлическими тягами 4, с отверстиями, одно из которых круглое по диаметру оси, а второе продолговатое с шириной, равной диаметру оси, и с длиной равной 1,5 диаметра оси. В продолжение этого отверстия в торцевой части тяги просверлено круглое отверстие 5 с резьбой, в которое вставлена пружина и ввинчен болт, регулирующий сжатие пружины и соответственно регулирующий усилие, прижимающее диски 1 один к другому.
На ободе диска 1 проточены также поперечные канавки, по форме соответствующие форме ребер покрытия, с расстоянием между соседними канавками, равными шагу оребрения защитного покрытия. В месте соприкосновения дисков при смыкании двух канавок обеих дисков образуется полость, по форме соответствующая форме ребра.
К поверхности дисков вблизи места их смыкания прижата подающая исходный материал покрытия полая цилиндрическая деталь - трансфер 6, соединенная с выходом экструдера 7. Трансфер 6 имеет продольное отверстие, в котором с одной стороны вставлена запорная втулка 8.
С противоположной стороны отверстие открыто и примыкает к формирующей полости устройства таким образом, что при перпендикулярном к стержню положении формирующей ребро одной полости отверстие соседней полости оказывается внутри отверстия трансфера 6 вблизи его края для обеспечения его заполнения материалом покрытия.
В боковой поверхности трансфера 6 имеется отверстие 9 для впуска материала покрытия из экструдера 7.
Форма поверхности трансфера 6, примыкающей к вращающимся дискам 1, повторяет форму обода диска с тем же радиусом кривизны. Трансфер 6 прижимается к ободам вращающихся дисков 1 с помощью четырех плоских металлических тяг 10 по две с каждой стороны трансфера 6. С одной стороны тяги одеваются на оси дисков, а с другой стороны - на два цилиндрических выступа 11 на боковой поверхности трансфера. Как и в тягах, соединяющих оси дисков, в тягах 10 предусматривается регулировка усилия, прижимающего трансфер 6 к ободам дисков 1. Это усилие должно быть достаточным, чтобы исключить возможность вытекания материала покрытия из щели между ободами дисков и трансфером с одной стороны и обеспечить достаточное усилие торможения дисков с другой стороны. Материал дисков - сталь, материал трансфера - бронза.
Устройство работает следующим образом.
Поступающий из экструдера 7 материал защитного покрытия заполняет внутреннюю полость трансфера 6, обволакивая цилиндрическую основу изделия (стеклопластиковый стержень или цилиндр). Под давлением материал покрытия перемещается в направлении к дискам 1 и заполняет очередную полость в ободах дисков 1, формирующую ребро. После его заполнения материал покрытия передает давление на диск 1, перемещая его до тех пор, пока очередная канавка в ободе не войдет во внутреннюю полость трансфера 6. При этом давление материала резко падает, т. к. образуется свободный объем, и вращение дисков 1 прекращается. После заполнения материалом покрытия формирующей ребро полости на ободах обоих дисков 1 давление снова нарастает и достигает такой величины, что диски 1 вновь начинают вращаться вплоть до выхода очередной канавки на ободах дисков 1 в рабочую полость трансфера 6. Вращение диска 1 прекращается и т. д. до тех пор пока не будет сформирована вся защитная поверхность изделия, какой бы длины она не была. Подача стержня осуществляется автоматически током материала, т. е. каких-либо механизмов для принудительного перемещения или остановки стержня не требуется.
Остановка дисков 1 при смыкании очередной полости, формирующей ребро, необходима для достижения механической прочности ребра, обеспечивающей его свободный выход их формующей полости при дальнейшем вращении дисков 1. При этом термопластические материалы охлаждают, а термореактивные материалы нагревают для обеспечения предварительной их вулканизации, т. е. диски должны охлаждаться (нагреваться) непрерывно для обеспечения наиболее быстрого охлаждения (нагрева) покрытия. Для размещения охлаждающих (нагревательных) устройств в дисках предусмотрены специальные полости 12.
Полимеризация (вулканизация) материала оболочки в замкнутой полости соприкасающихся дисков во время их остановки создает препятствие для продвижения материала покрытия вдоль цилиндрической основы изделия между дисками и обеспечивает продвижение основы при вращении дисков.
На выходе устройства расположен фиксатор положения цилиндрической основы изделия, движущийся вместе с основой в сторону от дисков, чтобы обеспечить равномерное по окружности изделия покрытие (одинаковую толщину покрытия со всех сторон основы).
На боковой поверхности ободов дисков выполнены продольные канавки, в которых установлены сменные вкладыши. При изменении диаметра ребер или шага оребрения вкладыши заменяются.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ ИЗОЛЯТОРА | 1998 |
|
RU2143760C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ | 1996 |
|
RU2110861C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОЙ РЕБРИСТОЙ ОБОЛОЧКИ ИЗОЛЯТОРА | 2000 |
|
RU2178213C1 |
| ПОЛИМЕРНЫЙ СТЕРЖНЕВОЙ ИЗОЛЯТОР | 2000 |
|
RU2172994C1 |
| Способ нанесения ребристого покрытия на длинномерные изделия | 1982 |
|
SU1030862A1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛОШНОГО ЗАЩИТНОГО РЕБРИСТОГО ПОКРЫТИЯ ДЛЯ ПОЛИМЕРНЫХ ИЗОЛЯТОРОВ | 1993 |
|
RU2080675C1 |
| УСТРОЙСТВО ДЛЯ ОГРАНИЧЕНИЯ ПЕРЕНАПРЯЖЕНИЯ | 2002 |
|
RU2211497C1 |
| Устройство для изготовления прецизионных изделий с наружным винтовым оребрением | 1989 |
|
SU1685579A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА КРИТИЧЕСКОГО СЕЧЕНИЯ СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2006 |
|
RU2352445C2 |
| Способ получения ребристого покрытия | 1986 |
|
SU1379810A1 |
Изобретение относится к области электроэнергетики. Сущность изобретения: устройство содержит экструдер для подачи рабочего материала, цилиндрическую основу и пресс-форму, которая выполнена в виде двух дисков, укрепленных на параллельных осях, прижатых один к другому ободами, с прикрепленными к боковой поверхности шестернями. На ободе дисков по всему периметру выполнены канавки, образующие в месте соприкосновения ободов дисков цилиндрическую полость диаметром, превышающим диаметр цилиндрической основы на двойную толщину наносимого покрытия, к поверхности дисков в месте их смыкания прижат трансфер, соединенный с выходом экструдера, в трансфере выполнено продольное отверстие с диаметром, равным диаметру защитного покрытия, в которое с одной стороны вставлена запорная втулка, а противоположная сторона прижата к формирующей полости пресс-формы, в боковой поверхности трансфера выполнено отверстие для впуска рабочего тела из экструдера. На поверхности ободов каждого диска выполнены поперечные канавки. Устройство позволяет формировать защитную ребристую оболочку длины с одиноковым диаметром ребер по всей длине оболочки. 1 ил.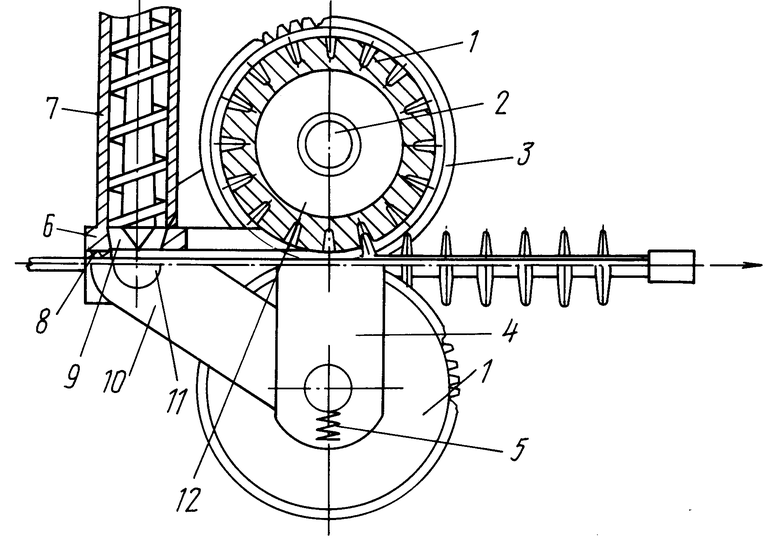
Устройство для формирования защитной ребристой оболочки, содержащее экструдер для подачи рабочего материала, цилиндрическую основу, пресс-форму, выполненную в виде двух элементов, имеющих профилированную поверхность для образования в месте соприкосновения полости для формирования ребер покрытия и пропуска цилиндрической основы, соединенный с выходом экструдера трансфер с продольным отверстием, с одной стороны которого установлена запорная втулка, прижатый к полости пресс-формы со стороны, противоположной размещению запорной втулки, отличающееся тем, что элементы пресс-формы выполнены в виде укрепленных на параллельных осях дисков, прижатых один к другому ободами, по всей окружности которых выполнены канавки, образующие в месте соприкосновения ободов дисков полость диаметром, превышающим диаметр цилиндрической основы на двойную толщину наносимого покрытия, по периметру обода каждого диска выполнены также поперечные канавки, расположенные с шагом, соответствующим шагу оребрения покрытия, и имеющие глубину, превышающую радиус наружной поверхности ребер покрытия, в которых установлены сменные вкладыши, при этом к боковым поверхностям дисков прикреплены шестерни, обеспечивающие одновременное вращение обеих дисков.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| FR, патент, 2194557, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1379810, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1030862, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
