Изобретение относится к области ручной дуговой сварки и наплавки.
При ручной дуговой сварке и наплавке плавящимся электродом электрод вставляется в электрододержатель [1-3] и расплавляется на всю длину за исключением огарка, остающегося в электрододержателе и удаляемого сварщиком при смене электрода.
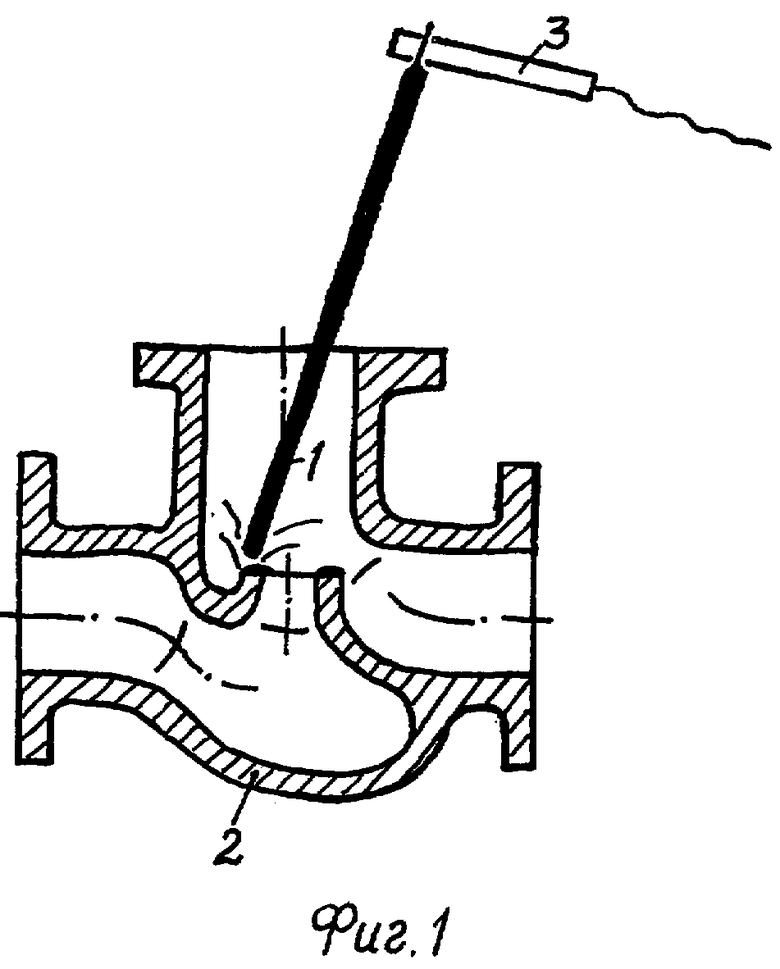
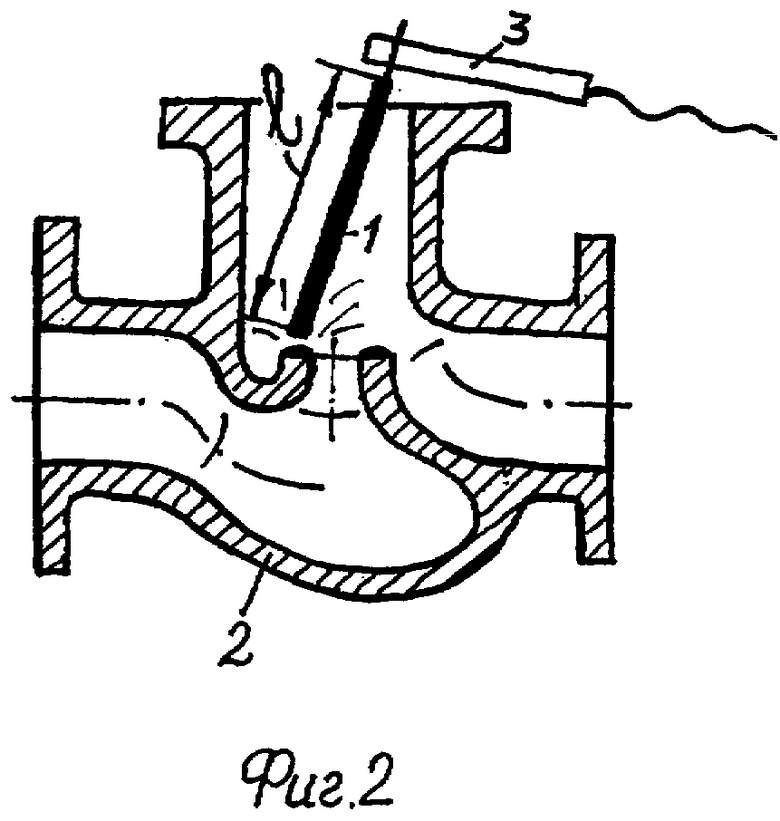
При наплавке уплотнительных поверхностей в арматуре (фиг.1) электрод 1, вставленный в электрододержатель 3, вводится в полость вентиля 2, где и наплавляется уплотнительная поверхность. Крайнее положение электрода 1 и электрододержателя 3 в полости вентиля 2 показано на фиг.2.
Как видно из фиг.2, при наплавке в глубине вентиля 2 не удается использовать всю длину электрода 1. Этому мешает ограниченный конструктивный размер полости, где не могут разместиться электрододержатель 3 и рука сварщика. В результате ухудшается обзор места наплавки, и, как следствие, качество наплавки.
Кроме этого, в электрододержателе остается неиспользованной значительная часть электрода 7. При наплавке ответственных изделий из нержавеющих сталей применяются весьма дорогие наплавочные материалы - кобальтовые сплавы, легированные вольфрамом и молибденом (стеллиты). Поэтому потеря их в огарки значительно удорожает изделие.
Аналогичная ситуация возникает и на монтаже различных конструкций из-за затрудненности доступа к месту сварки.
Увеличить длину стандартного электрода, применяемого для наплавки и сварки, не представляется возможным, поскольку в этом случае нагрев электродного стержня проходящим сварочным током становится чрезмерным, что приводит к осыпанию с электрода защитной обмазки.
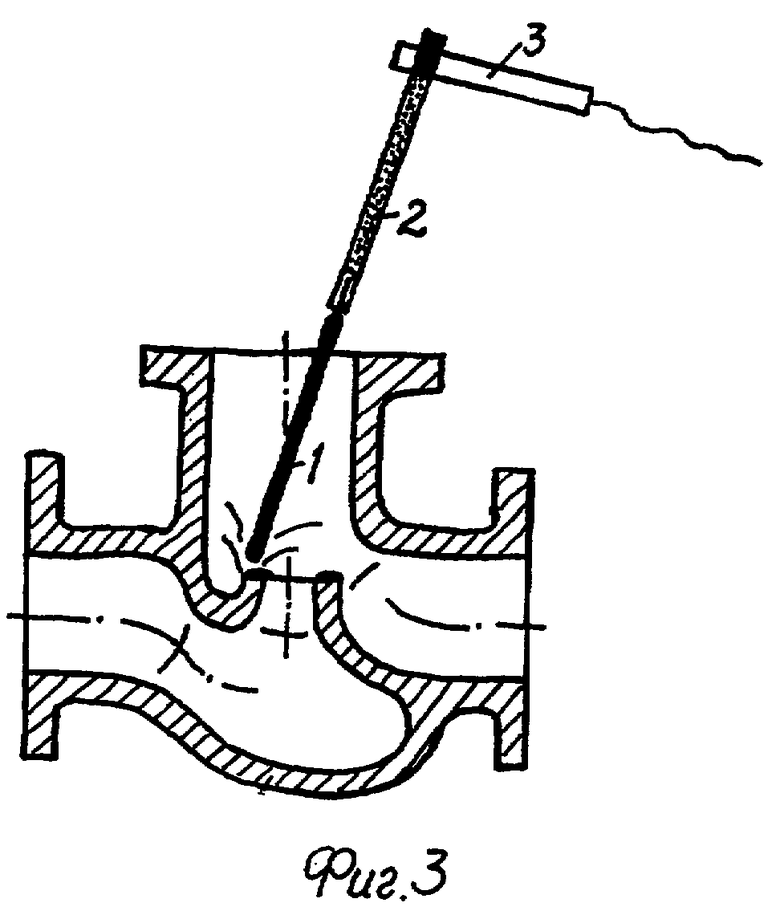
Устранить указанные недостатки можно с помощью специального стержня-удлинителя, через который сварочный электрод присоединяется к электрододержателю (фиг.3 и 4).
На фиг.3 показано начало наплавки уплотнительной поверхности, когда электрод 1 вставлен в стержень - удлинитель 2, а тот, в свою очередь, - в электрододержатель 3.
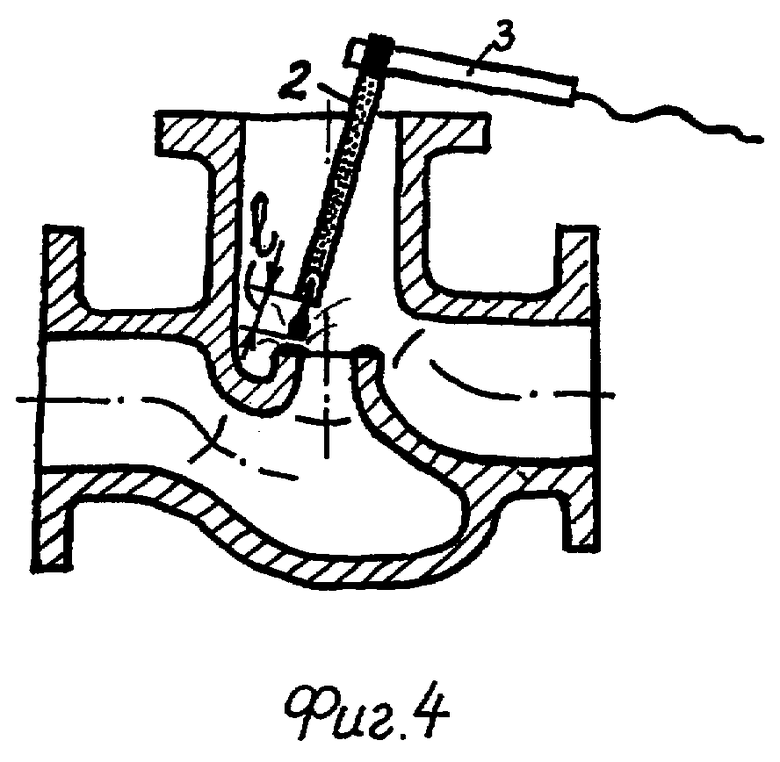
На фиг.4 показано окончание наплавки, когда израсходован весь электрод за исключением огарка незначительной длины 1, остающегося в стержне-удлинителе 2.
Стержень-удлинитель состоит из собственно стержня и цангового (или иного) зажима, в котором крепится электрод. Стержень изготавливается из токопроводящего материала (алюминий), покрываемого неэлектропроводным изолирующим слоем (двуокись алюминия).
Стержень-удлинитель, таким образом, позволяет:
1. Выполнять сварку или наплавку в местах, доступ к которым электродом стандартной длины затруднен или невозможен.
2. Использовать всю рабочую длину электрода.
Опыт ремонта арматуры и монтажных работ в Сыктывкарском отделении организации "Северо-Западный Буммонтажстрой" показал возможность и рациональность применения стержня-удлинителя при ручной дуговой сварке.
Литература
1. Справочник по сварке. / Под ред. Е.В.Соколова. Т.1. ГНТИ Машиностроительной литературы. М., 1961. С.290, 291.
2. Словарь-справочник по сварке. / Под ред. К.К.Хренова. Изд. "Наукова Думка". Киев. 1971. С.183, 184.
3. Справочник по сварке. / Под ред. В.В.Степанова. М., Машиностроение, 1982, с.124-126.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТИТАНА И ЕГО СПЛАВОВ | 2004 |
|
RU2284886C2 |
| Электрододержатель для ручной дуговой сварки | 1989 |
|
SU1632687A1 |
| Штучный покрытый электрод для дуговой сварки | 2016 |
|
RU2627093C2 |
| Электрододержатель для ручной дуговой сварки | 1980 |
|
SU880657A1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2245768C2 |
| Электрододержатель для ручной дуговой сварки | 1987 |
|
SU1445883A1 |
| Электрододержатель для ручной дуговой сварки | 1980 |
|
SU893452A1 |
| Электрододержатель для ручной дуговой сварки | 1981 |
|
SU959947A1 |
| Устройство для многоэлектродной электрошлаковой и электродуговой сварки или наплавки и электрододержатель для сварки или наплавки | 1991 |
|
SU1834766A3 |
| Электрододержатель для ручной дуговой сварки | 1988 |
|
SU1622099A1 |
Изобретение может быть использовано при ручной электродуговой сварке и наплавке в труднодоступных местах с ограниченным объемом полости, в частности при наплавке уплотнительных поверхностей вентиля. Сварочный электрод присоединен к электрододержателю через стержень-удлинитель, выполненный из алюминия с наружным электроизоляционным покрытием. Стержень-удлинитель имеет длину, равную или превосходящую глубину полости, в которой выполняют сварку. Устройство обеспечивает выполнение сварочных работ в местах, доступ к которым затруднен при использовании электродов стандартной длины, а также позволяет использовать всю рабочую длину электрода. 4 ил.
Устройство для ручной электродуговой сварки и наплавки, отличающееся тем, что оно содержит токопроводящий с наружным электроизоляционным слоем алюминиевый стержень-удлинитель, через который сварочный электрод присоединяется к электрододержателю, и имеющий длину, равную или превосходящую глубину полости, в которой выполняется сварка.
| Электрододержатель для безогарковой сварки | 1986 |
|
SU1461600A1 |
| Способ использования огарков сварочных электродов | 1941 |
|
SU71984A1 |
| Удлинитель для режущего инструмента | 1977 |
|
SU745597A1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ И СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯЛЬНОГО НАКОНЕЧНИКА ЭТОГО УСТРОЙСТВА | 1990 |
|
RU2057624C1 |

