Изобретение относится к устройствам измельчения обрези кромки рулона проката на кромкокрошительных ножницах прокатных станов и может быть использовано в металлургической промышленности при производстве листового проката.
В кромкокрошительных ножницах для измельчения обрези кромки стального проката обычно используют ножи, изготовленные цельными из инструментальных сталей типа 5ХВ2С, 6ХВ2С, ХВГ и др., термообработанных до твердости 55...60 HRC. В процессе эксплуатации режущая кромка ножей выкрашивается или притупляется, нож перетачивается до ремонтного размера и вновь вводится в эксплуатацию. Количество таких переточек, как правило, не более трех. После чего нож отправляют в металлолом.
Основным недостатком ножей, выполненных цельными из указанных марок сталей, является нерациональное использование такого ценного материала, как инструментальная сталь, до 90% от массы ножа которого не используется.
Известны также биметаллические ножи, основа которых состоит из конструкционной стали, а режущая кромка - из высоколегированных износостойких сплавов. Фиксация режущей кромки с основой производится посредством болтового соединения [1]. За счет применения более износостойких материалов в качестве режущей кромки срок службы таких ножей в 2...3 раза превышает срок службы ножей, выполненных цельными из стали 5ХВ2С.
Близким по технической сущности к заявленному ножу является выбранный в качестве прототипа нож для холодной резки проката, содержащий ножедержатель (основу) в виде прямоугольной стальной плиты с V-образным пазом для фиксации режущего элемента (режущей кромки) с выступом такой же формы. Режущий элемент изготавливается из стали 25ХСНВФ и ЗОХСНВФ и дополнительно фиксируется болтами [2].
Основным недостатком таких биметаллических ножей является трудоемкость изготовления режущей кромки и соединения его с материалом основы, так как твердость режущей кромки достигает 64...68 HRC.
Задачей изобретения является увеличение срока эксплуатации, а также снижение себестоимости изготовления ножа за счет применения экономно-легированных материалов и рационального их использования.
Решение поставленной задачи достигается тем, что нож для измельчения листового проката изготовляется из основы с пазом под режущую кромку из износостойкого материала. При этом основа изготовляется из низкоуглеродистой конструкционной стали. Режущая кромка соединяется с основой способом наплавки ее износостойким сплавом типа 110Х5М8В2С2ТЮ.
Наличие в основе ножа паза под режущую кромку, а также соединение основы с режущей кромкой из износостойкого сплавова способом наплавки последней позволяет считать, что предлагаемая конструкция ножа существенно отличается от известной, то есть соответствует критерию "существенные отличия". Это решение обеспечивает также достижение положительного эффекта в связи с увеличением срока службы ножа.
На фиг.1 схематично изображен предлагаемый нож, состоящий из основы 1 и наплавленной режущей кромки 2.
В основе ножа (фиг.2) по всей длине выполнен паз под наплавку режущей кромки. Наплавка режущей кромки может осуществляться как вручную покрытыми наплавочными электродами, так и механизированными способами с применением наплавочных материалов в виде порошков, проволок, лент, что обеспечивает необходимую мобильность процесса и достаточный выбор наплавочных материалов. В качестве наплавочного материала использован сплав типа 110Х5М8В2С2ТЮ.
Во избежание появления трещин и для улучшения эксплуатационных характеристик после наплавки режущей кромки на заготовку с пазом под наплавку (фиг.2) нож подвергается термообработке. Термообработка заключается в проведении высокого отпуска при температуре 550...570°С в течение двух часов и последующем охлаждении с печью во избежание деформации. При этом твердость материала режущей кромки возрастает с 60...62 HRC до 63...65 HRC вследствие дисперсионного упрочнения в результате термической обработки. Также несколько увеличивается ударная вязкость наплавленного металла, что положительно сказывается на износостойкости ножа.
После термообработки производится шлифовка ножа до рабочей формы (фиг.1).
Проведенные производственные испытания биметаллических ножей с наплавленной сплавом 110Х5М8В2С2ТЮ режущей кромкой показали увеличение срока их эксплуатации в 1,7...2,1 раза по сравнению с ножами, выполненными цельными из стали 5ХВ2С.
Источники информации
1. Авт. св. №1779491, 07.12.1992 г.
2. RU 2228838, 20.05.2004 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВЫЙ НОЖ | 2005 |
|
RU2297902C1 |
| Способ изготовления дискового ножа | 2020 |
|
RU2752719C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2003 |
|
RU2228825C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2528687C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2005 |
|
RU2309830C2 |
| Способ упрочнения лезвийной поверхности детали | 2016 |
|
RU2640515C1 |
| Способ восстановления рабочих органов чизельных плугов | 2021 |
|
RU2763818C1 |
| Состав шихты для наплавки | 1991 |
|
SU1757830A1 |
| Способ восстановления долот чизельных плугов | 2021 |
|
RU2763817C1 |
| Способ восстановления рабочих органов почвообрабатывающих орудий | 2021 |
|
RU2754670C1 |

Изобретение относится к области инструментального производства и может быть использовано для изготовления дисковых ножей. Нож содержит режущую кромку и основу с пазом под нее. Основа изготовлена из низкоуглеродистой стали, а режущая кромка - наплавкой износостойкого сплава 110Х5М8В2С2ТЮ. Увеличивается срок эксплуатации, снижается себестоимость изготовления. 2 ил.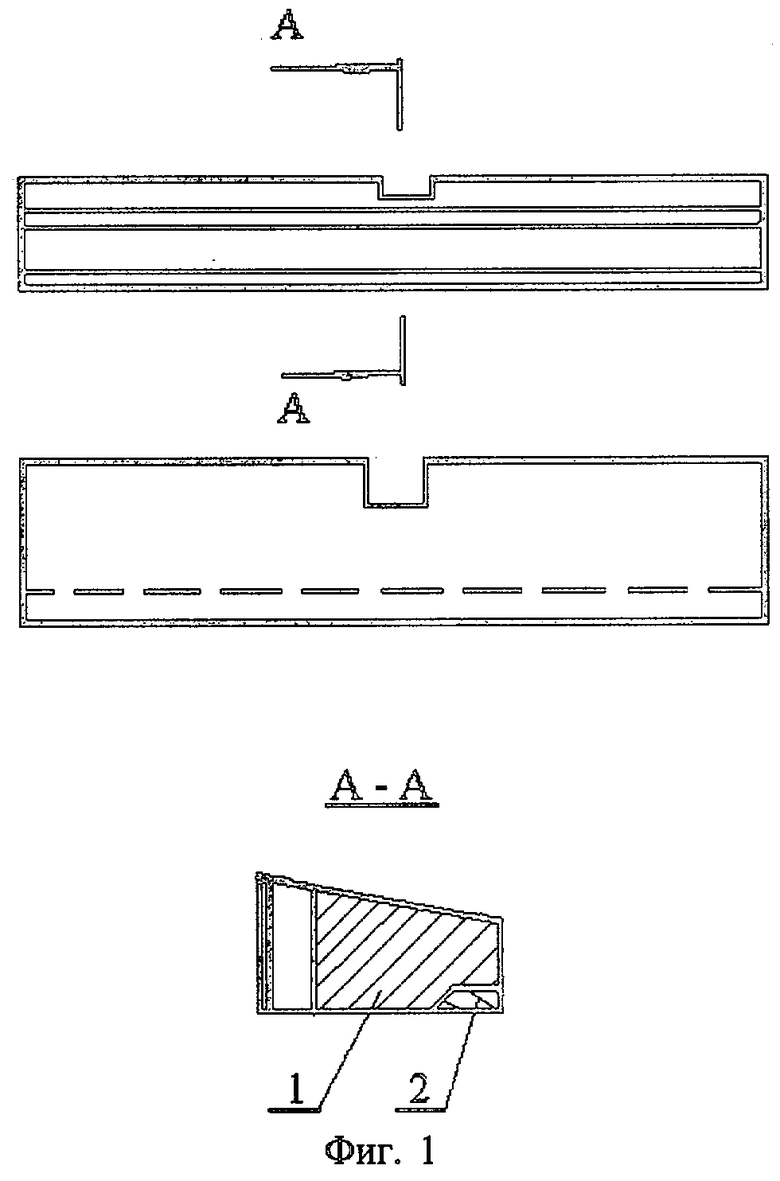
Нож для измельчения кромки листового проката, содержащий режущую кромку и основу с пазом под режущую кромку, отличающийся тем, что основа изготовлена из низкоуглеродистой стали, а режущая кромка - наплавкой износостойкого сплава 110Х5М8В2С2ТЮ.
| Нож для холодной резки проката | 1989 |
|
SU1779491A1 |
| НОЖЕВОЙ ВАЛ-ФРЕЗА ОДНО- И ДВУХРЕЗЦОВЫЙ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ И СПОСОБ ФОРМИРОВАНИЯ И ЗАТОЧКИ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2228838C2 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 1991 |
|
RU2009624C1 |
| GB 1133763 А, 20.11.1968. | |||

