Изобретение относится к области инструментального производства для изготовления режущего инструмента, а именно к разработке способа изготовления дискового ножа с применением наплавки режущих частей.
Известен способ изготовления дискового ножа, состоящего из корпуса и рабочего кольца, выполненного из быстрорежущей или полутеплостойкой стали с твердостью 60-62 HRC. Рабочее кольцо дискового ножа выполнено с возможностью замены, напрессовано на корпус и закреплено на нем с помощью равномерно расположенных по окружности точек сварки в количестве 12-48, а торец рабочего кольца смещен в осевом направлении относительно корпуса на 1-3 мм (RU №2627528, B26D 1/14, B23D 35/00, опубл. 08.08.2017).
Однако для данного способа характерны трудоемкость изготовления рабочего кольца и сложность соединения кольца с корпусом, так как твердость рабочего кольца достигает 62 HRC.
Близким по технической сущности заявленному изобретению является способ изготовления дискового ножа, состоящего из основы и двух режущих кромок. Основа изготовлена из конструкционной стали и имеет с двух сторон пазы под режущие кромки, которые наплавляются сплавом 110Х5М8В2С2ТЮ (RU №2297902, B23D 35/00, В26В 9/02, B23K 9/04, опубл. 27.04.2007).
Однако для данного способа изготовления дисковых ножей характерны низкая производительность и увеличенная трудоемкость обработки, требующая снятие припуска по цилиндрической поверхности и двум торцам.
Технической проблемой, на решение которой направлено настоящее изобретение, является разработка высокоэффективного и экономичного способа изготовления дискового ножа с наплавленной рабочей частью.
Техническим результатом изобретения является повышение эффективности и производительности за счет использования пакета заготовок и возможности производства не менее трех дисковых ножей с применением наплавки режущих частей за один цикл производимых операций.
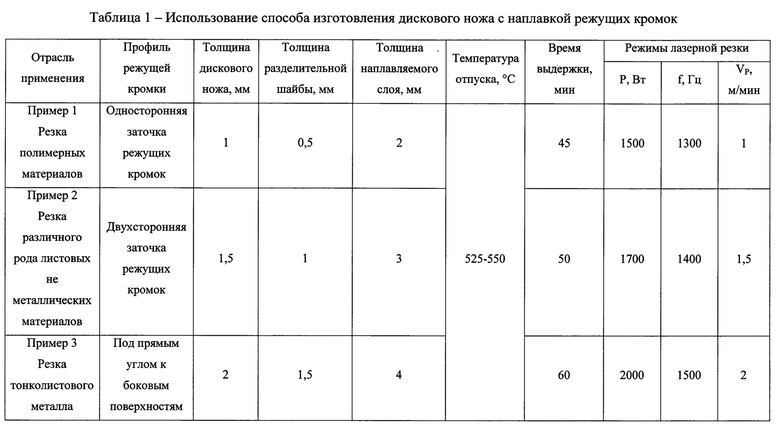
Техническая проблема решается и технический результат достигается за счет того, что в способе изготовления дискового ножа, включающем наплавку режущих кромок заготовки из конструкционной стали 30ХГСА сплавом Р2М8 с последующей термообработкой, охлаждением и шлифовкой, заготовки дисковых ножей перед наплавкой собирают в пакет не менее 3 штук, устанавливают между каждой заготовкой разделительную шайбу толщиной от 0,5 до 1,5 мм, проводят наплавку по цилиндрической поверхности пакета дисковых ножей толщиной от 2 до 4 мм без предварительной разделки кромок в плоскости перпендикулярной оси заготовки с последующим трехкратным отпуском при температуре 525-550°С в течение 45-60 минут, проводят шлифовку по цилиндрической поверхности пакета заготовок и разделение заготовок лазерной резкой, при этом окончательную шлифовку ножа осуществляют по боковой поверхности до формирования рабочей формы.
Предварительную сборку заготовок дисковых ножей в пакет от 3 штук проводят с целью экономии времени изготовления, повышения эффективности и производительности операции наплавки, термической обработки и предварительного шлифования.
Установка разделительной шайбы толщиной от 0,5 до 1,5 мм между каждой заготовкой позволяет облегчить последующее разделение заготовок дисковых ножей. При увеличении толщины шайбы выше 1,5 мм возрастает расход дорогостоящего материала и трудоемкость изготовления за счет большего припуска на последующее шлифование, а при уменьшении толщины разделительной шайбы менее 0,5 мм оказывается невозможным разделение заготовок с помощью лазерной резки.
Последующая наплавка режущих кромок по цилиндрической поверхности пакета заготовок без разделки кромок в плоскости, перпендикулярной оси заготовки, ускоряет процесс нанесения износостойкого покрытия и способствует равномерному распределению наплавляемого материала по поверхности заготовки. Толщина наплавляемого слоя составляет от 2 до 4 мм. Уменьшение толщины наплавки менее 2 мм не обеспечивает необходимую твердость и прочность режущей части дискового ножа. При увеличении толщины более 4 мм растет расход наплавочного материала.
Пакетная термическая обработка, включающая трехкратный отпуск при температуре 525-550°С в течение 45-60 минут, позволяют полностью устранить остаточные напряжения, возникшие в процессе наплавки заготовок дисковых ножей. Изменение параметров термической обработки приводит к потере прочностных свойств наплавленного металла, а именно к изменению твердости рабочей поверхности.
Предварительное шлифование пакета заготовок по цилиндрической поверхности является высокопроизводительным процессом механической обработки и позволяет значительно уменьшить трудоемкость предварительной поверхностной обработки дискового ножа за счет сокращения вспомогательного времени на установку и снятие заготовки.
Разделение пакета заготовок лазерной резкой обеспечивает высокое качество поверхности заготовки после разделения без значительного термического воздействия на материал.
Окончательное шлифование дискового ножа по боковой поверхности производят для формирования рабочей формы режущих кромок.
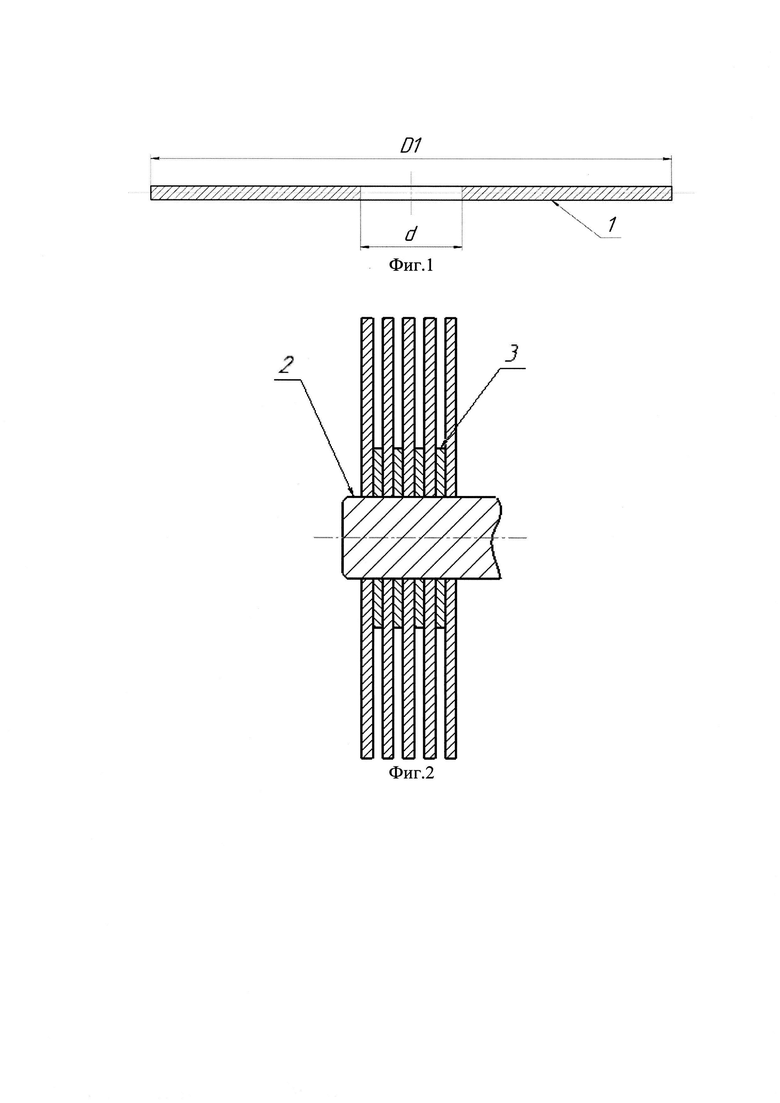
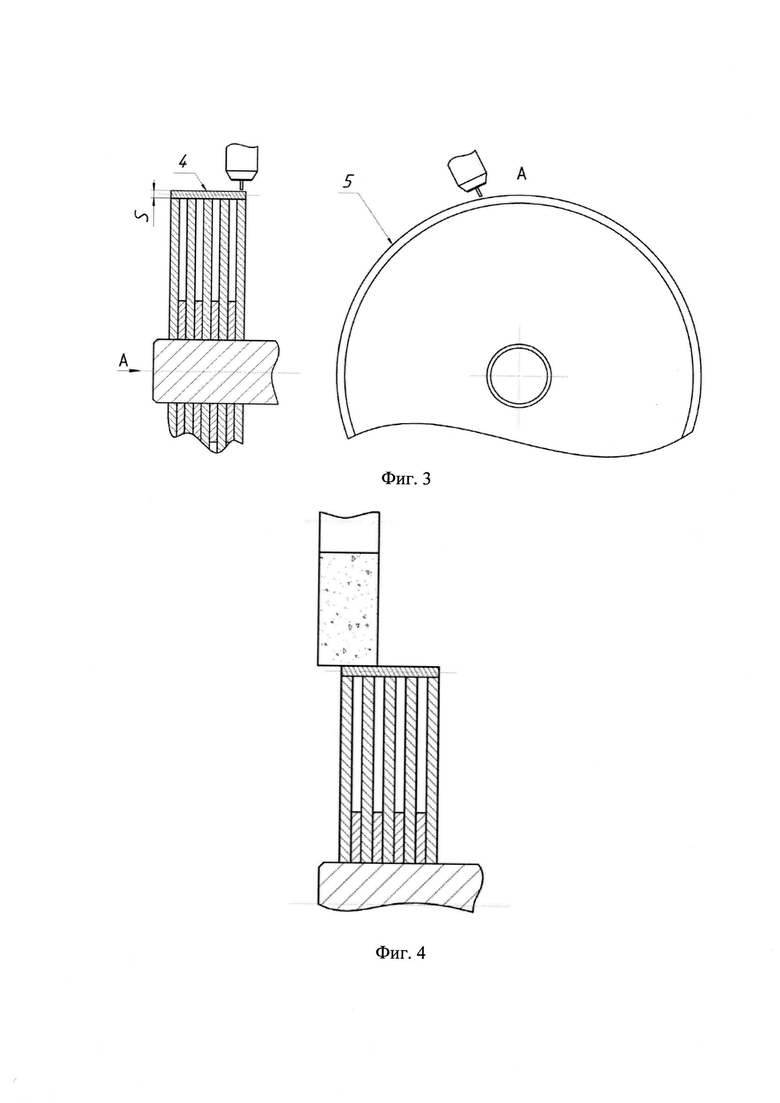
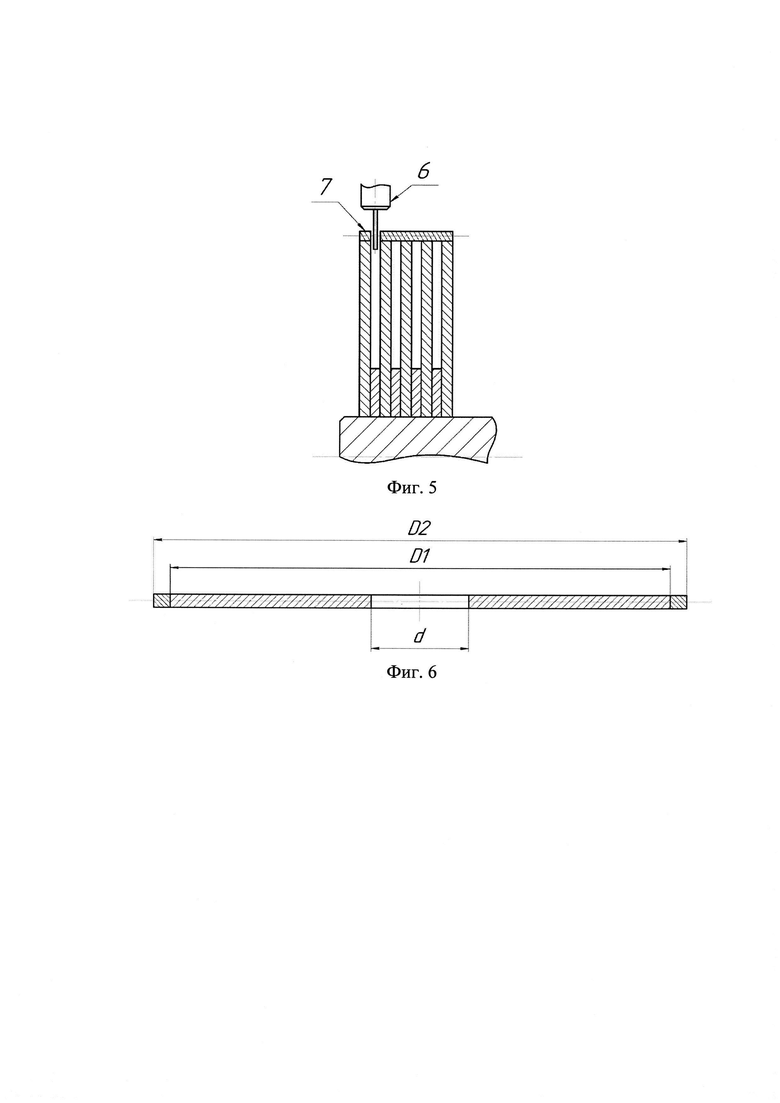
Изобретение поясняется следующими чертежами, где на фиг. 1 изображена заготовка дискового ножа, вид сбоку; на фиг. 2 представлен общий вид пакета заготовок дисковых ножей; на фиг. 3 представлена операция наплавки пакета заготовок дисковых ножей; на фиг. 4 представлена операция предварительного шлифования пакета заготовок дисковых ножей; на фиг. 5 представлена операция лазерного разделения пакета заготовок дисковых ножей; на фиг. 6 изображен дисковый нож.
Способ изготовления дискового ножа осуществляют следующим образом.
Из листа конструкционной стали изготавливают заготовку дискового ножа 1 диаметром D1 (фиг. 1). Заготовки дисковых ножей не менее 3 штук собирают на вал 2, диаметр которого соответствует диаметру посадочного отверстия заготовки d и устанавливают между каждой заготовкой разделительную шайбу 3 толщиной от 0,5 до 1,5 мм, формируя тем самым пакет заготовок (фиг. 2).
Наплавку износостойкого слоя 4 осуществляют по цилиндрической поверхности пакета заготовок 5 порошковой проволокой Р2М8 в среде защитного газа - аргона (фиг. 3). Толщина наплавляемого слоя S составляет от 2 до 4 мм.
После окончания наплавки проводят термическую обработку, а именно трехкратный отпуск при температуре 525-550°C с выдержкой в течение 45-60 минут.
Далее осуществляют шлифовку рабочей поверхности пакета заготовок по цилиндрической поверхности (фиг. 4).
Разделение пакета заготовок дисковых ножей проводят лазерной резкой 6 с последующей шлифовкой рабочих поверхностей 7 до формирования рабочей формы (фиг. 5). Режим лазерной резки: Р=1500-2000 Вт, f=1300-1500 Гц, VP=1-2 м/мин.
В результате получают дисковый нож с наплавленной режущей частью (фиг. 6).
Изобретение описывается следующими примерами.
Пример 1.
Дисковые ножи для резки абразивной ленты изготавливают следующим образом. Заготовки с осевым посадочным отверстием получают из листа 1,2×1000×2000 стали 30ХГСА. Заготовки собирают в пакет, надевая на вал диаметром 40 мм, и фиксируют при помощи шпоночного соединения, устанавливают при этом между каждой заготовкой разделительную шайбу толщиной 1 мм.
Наплавку осуществляют по цилиндрической поверхности пакета заготовок порошковой проволокой Р2М8 в среде защитного газа - аргона. Режим наплавки I=200 A, U=20 В и Vh=15 м/час. Толщина наплавленного слоя 2 мм.
После наплавки проводят термическую обработку трехкратным отпуском пакета заготовок дисковых ножей при температуре 525-550°С в течение 45 минут и осуществляют шлифовку по цилиндрической поверхности. Твердость стали после термообработки составляет 65 HRC.
Разделение заготовок производят с помощи лазерной резки на следующем режиме: Р=2000 Вт; f=1500 Гц и VP=1 м/мин. После разделения заготовок проводят заточку рабочей поверхности до придания требуемой формы.
Примеры 2-3 осуществляются аналогичным образом.
Параметры способа изготовления дискового ножа с наплавкой режущих кромок по примерам 1-3 приведены в таблице 1.
Изобретение позволяет повысить эффективность и производительность за счет использования пакета заготовок и возможности производства не менее трех дисковых ножей с применением наплавки режущих частей за один цикл производимых операций, снизить трудоемкость изготовления дискового ножа за счет сокращения вспомогательного времени на установку и снятие заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления наплавленного биметаллического сопла | 2018 |
|
RU2679032C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕВОГО ИНСТРУМЕНТА | 1996 |
|
RU2098254C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2016 |
|
RU2627837C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2011 |
|
RU2452780C1 |
| СПОСОБ НАПЛАВКИ | 1998 |
|
RU2133659C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2539499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2008 |
|
RU2361712C1 |
| СПОСОБ УПРОЧНЕНИЯ НАПЛАВЛЕННОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2012 |
|
RU2483120C1 |
| Способ термической обработки сварного режущего инструмента | 1990 |
|
SU1770402A1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2051186C1 |
Способ включает наплавку режущих кромок заготовок из конструкционной стали 30ХГСА сплавом Р2М8 с последующей термообработкой, охлаждением и шлифованием. Заготовки дисковых ножей перед наплавкой собирают в пакет не менее 3 штук, устанавливают между заготовками разделительные шайбы толщиной от 0,5 до 1,5 мм, проводят наплавку по цилиндрической поверхности пакета дисковых ножей толщиной от 2 до 4 мм без предварительной разделки кромок в плоскости, перпендикулярной оси заготовки, с последующей термообработкой путем трехкратного отпуска при температуре 525-550°С в течение 45-60 минут. Затем проводят шлифование по цилиндрической поверхности пакета заготовок и разделение пакета заготовок лазерной резкой. При этом окончательное шлифование ножа осуществляют по боковой поверхности до формирования рабочей формы режущей кромки. Достигается повышение эффективности и производительности за счет использования пакета заготовок и возможности производства не менее трех дисковых ножей с применением наплавки режущих частей за один цикл производимых операций, снижение трудоемкости изготовления за счет сокращения вспомогательного времени на установку и снятие заготовки. 1 табл., 6 ил.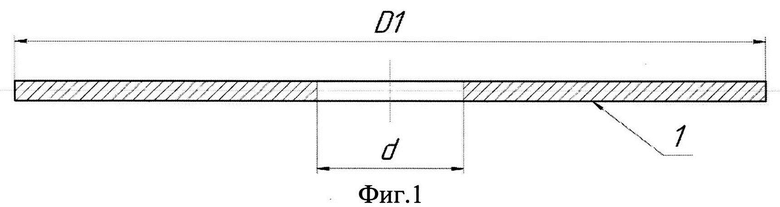
Способ изготовления дискового ножа, включающий наплавку режущих кромок заготовки из конструкционной стали 30ХГСА сплавом Р2М8 с последующей термообработкой, охлаждением и шлифованием, отличающийся тем, что заготовки дисковых ножей перед наплавкой собирают в пакет не менее 3 штук, устанавливают между заготовками разделительные шайбы толщиной от 0,5 до 1,5 мм, проводят наплавку по цилиндрической поверхности пакета дисковых ножей толщиной от 2 до 4 мм без предварительной разделки кромок в плоскости, перпендикулярной оси заготовки, с последующей термообработкой путем трехкратного отпуска при температуре 525-550°С в течение 45-60 минут, проводят шлифование по цилиндрической поверхности пакета заготовок и разделение пакета заготовок лазерной резкой, при этом окончательное шлифование ножа осуществляют по боковой поверхности до формирования рабочей формы режущей кромки.
| ДИСКОВЫЙ НОЖ | 2005 |
|
RU2297902C1 |
| НОЖЕВОЙ ВАЛ-ФРЕЗА ОДНО- И ДВУХРЕЗЦОВЫЙ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ И СПОСОБ ФОРМИРОВАНИЯ И ЗАТОЧКИ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2228838C2 |
| ДИСКОВЫЙ НОЖ ДЛЯ РЕЗКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627528C2 |
| JP 2017115529 A, 29.06.2017 | |||
| CN 102218567 A, 19.10.2011. | |||

