Изобретение относится к способам изготовления режущих инструментов, в частности к способам получения режущей части инструмента наплавкой в ультразвуковом поле.
Известны способы изготовления режущих инструментов с наплавленной режущей частью (Лактев В.Г. Конструкции наплавляемого инструмента. //Сварочное производство. 1992. № 9. С.10-12; Ковалев Г.Д., Горпенюк Н.А., Горпенюк Б.Н., Гапченко М.Н. Наплавка режущего инструмента безвольфрамовой быстрорежущей сталью. //Сварочное производство. 1991. № 3. С.28-30).
Наиболее близким способом к предлагаемому является способ наплавки режущей части резцов на цельную державку со специально заточенной головкой (Лактев В.Г. Конструкции наплавляемого инструмента. // Сварочное производство. 1992. № 9. С.10-12).
Недостатком известных способов изготовления режущих инструментов с наплавленной режущей частью являются:
1. Образование трещин и выкрашивание покрытия при наплавке. Возникновение трещин связано с процессом кристаллизации и последующей усадки металла, что приводит к образованию растягивающих напряжений в нем.
2. Для высоколегированных наплавляемых покрытий характерно образование зоны карбидной ликвации, повторяющей очертания линии сплавления, образующейся в результате оттеснения примесей плоским фронтом кристаллизации, распространяющегося от подложки.
3. Большой расход наплавочных материалов.
4. Конструктивная сложность, низкая жесткость и прочность в том случае, если инструмент изготавливают составным.
5. Проведение термической обработки биметаллических заготовок, что более затруднительно по сравнению с термообработкой цельного кованого инструмента.
Известен способ изготовления режущих инструментов с наплавленной режущей частью (Зубкова Е.Н. Влияние серы на структуру и свойства наплавленной быстрорежущей стали. //Металловедение и термическая обработка металлов. 2002. № 9. С 27-30), который позволяет уменьшить объем термической обработки.
Известны способы наплавки и сварки с введением ультразвуковых колебаний (УЗК) в сварочную ванну (Силин Л.Л., Баландин Г.Ф., Коган М.Г. Ультразвуковая сварка. /Под ред. Н.Н.Рыкалина. М.: Машгиз, 1962. - 252 с. ил.; Кроуфорд А.Э. Ультразвуковая техника (пер. с англ.). М.: Издательство иностранной литературы. 1958; Ультразвуковая технология. Под ред. Б.А. Аграната. М.: Металлургия. 1974. 504 с.; Гаврилова Т.М., Трекин Г.Е., Шевченко О.И., Фарбер В.М. Геометрические параметры и структура, наплавленного в ультразвуковом поле слоя. //Известия вузов. Черная металлургия. 2001. № 6. С.39-41; Мартынов В.Д., Крупеников В.В. Улучшение свойств деталей наплавленных с применением вибрационной обработки. Справочное производство. 1969. № 3. с.34-36; Гаврилова Т.М., Шевченко О.И., Трекин Г.Е., Фарбер В.М. Способ повышения качества наплавленных покрытий. Положительный результат формальной экспертизы по заявке на изобретение. Приоритет № 2001132440/20 (034535) от 29.11.2001).
Технической задачей является - повышение качества, режущих свойств наплавленного инструмента.
Указанная задача решатся тем, что в заявляемом способе, включающем наплавку режущей части инструмента, последнюю производят в ультразвуковом поле.
Технический результат изобретения - улучшение качества наплавленной режущей части инструмента (отсутствие трещин), повышение прочности сцепления (соединения) наплавляемого слоя и материала державки, увеличение среднего периода стойкости режущего инструмента, сокращение объема термической обработки режущего инструмента из быстрорежущей стали.
Технический результат изобретения достигается путем ведения процесса наплавки режущей части резца в ультразвуковом поле в области узла колебаний стоячей ультразвуковой волны, где эффект воздействия ультразвука наибольший.
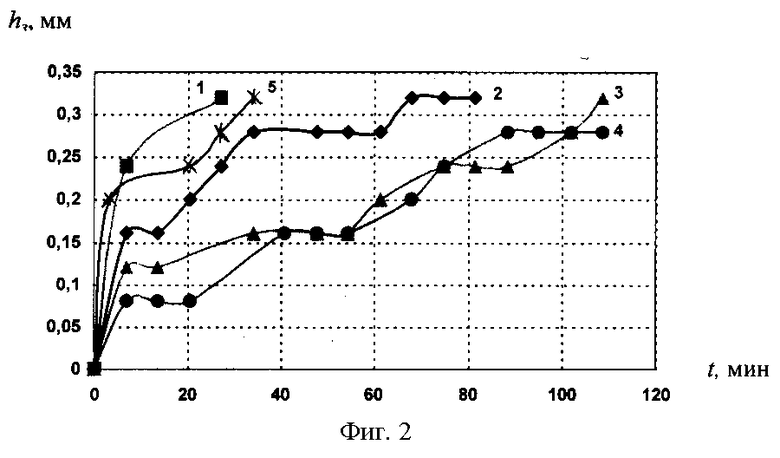
На фиг.1. представлена схема способа наплавки режущей части инструмента с введением ультразвуковых колебаний в наплавляемую зону через металл державки, причем зона наплавки совпадает с областью узла колебаний стоячей ультразвуковой волны.
В наплавляемой державке 1 создается стоячая ультразвуковая продольная волна с амплитудой ξm, трансформированной с помощью концентратора 2 от магнитострикционного преобразователя 3, который получает питание от ультразвукового генератора 4.
Чтобы в наплавляемой державке 1 обеспечивалось возникновение стоячей ультразвуковой волны, ее длина должна быть равна резонансной длине ультразвуковой волны, то есть должна быть равной величине

где L - резонансная длина державки резца, м;
λ - длина продольной ультразвуковой волны, м;
n - целое число, n=0; 1; 2; 3; 4; 5...k.
Расчет резонансных размеров концентратора 2 проводился по известным методикам (Силин Л.Л., Баландин Г.Ф., Коган М.Г. Ультразвуковая сварка. / Под ред. Н.Н. Рыкалина. М.: Машгиз, 1962. - 252 с.: ил.; Концентраторы -инструменты для ультразвуковой обработки, способы их крепления. - М.: НИИМАШ, 1965. - 55 с.).
Предлагаемый способ был опробован на промышленном оборудовании. Наплавка режущей части резцов осуществлялась порошком быстрорежущей стали. Режимы наплавки выбирались из условия удовлетворительного формирования валика и отсутствия проплавления основного металла. Колебательная система для наплавки режущей части инструмента в ультразвуковом поле разработана таким образом, чтобы наплавляемый валик попадал в область узла колебаний стоячей ультразвуковой волны, распространяющейся в державке (фиг.1).
Твердость наплавленных без воздействия ультразвуком валиков составляет 59...61 HRC; наплавленных с ультразвуковым воздействием - 62...64 HRC. Увеличение твердости обусловлено повышением доли карбидов и более полным распадом аустенита под воздействием ультразвука, что наиболее характерно в области узла колебаний стоячей ультразвуковой волны. Дополнительная термическая обработка для наплавленных резцов не проводилась (Гаврилова Т.М. Управление посредством термического воздействия и ультразвуковых колебаний структурой, фазовым составом и свойствами наплавленных покрытий из сплавов Н73Х16С3Р3, 10Р6М5. Диссертация на соискание ученой степени кандидата технических наук. Екатеринбург, 2002 - 226 с.).
С целью проверки служебных характеристик наплавленной рабочей части резцов были проведены испытания их режущих свойств на стойкость. Стойкость резцов испытывалась по стандартной методике точением заготовок из стали 45 (коэффициент обрабатываемости Kp=1) твердостью НВ 109...112. Стойкость наплавленной режущей части резцов оценивалась по максимальному времени работы до износа по задней грани 0,3 мм. Величину износа по задней грани определяли через каждые 30 с работы резца на инструментальном микроскопе.
Для проведения сравнительных испытаний были отобраны цельные кованые резцы, твердость которых составляла 63...64 HRC и которые подвергались термической обработке по стандартной технологии.
Для кованого инструмента, подвергнутого термической обработке, средний период стойкости составляет 34 мин. Для наплавленного без ультразвукового воздействия и не подвергнутого термической обработке - 27 мин.
В случае наплавки режущей части резцов порошком быстрорежущей стали с ультразвуковым воздействием, не подвергнутых дополнительной термической обработке, средняя стойкость режущей части до износа по задней грани h3=0,3 мм составляет 82...98 мин.
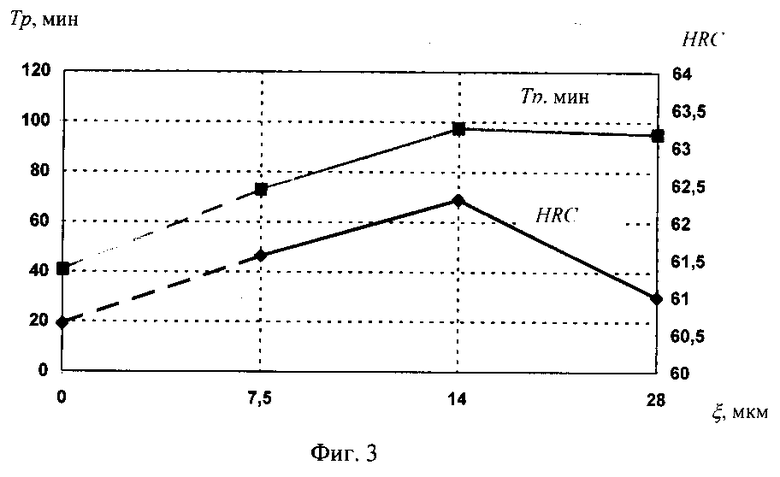
На фиг.2. показано изменение износа резцов по задней грани h3 в зависимости от времени резания t. На фиг.2 позициями обозначено: 1 - изменение износа по задней грани резца, наплавленного без ультразвукового воздействия; 2 - изменение износа по задней грани резца, наплавленного с амплитудой УЗК ξ=7,5 мкм; 3 - изменение износа по задней грани резца, наплавленного с амплитудой УЗК ξ=14 мкм; 4 - изменение износа по задней грани резца, наплавленного с амплитудой УЗК ξ=28 мкм; 5 - изменение износа по задней грани цельного кованого резца, подвергнутого стандартной термической обработке.
Рост амплитуды УЗК при наплавке способствует увеличению средней стойкости режущей части инструмента (фиг.2, позиции 2, 3, 4).
Снижение интенсивности и скорости износа инструментов, наплавленных с ультразвуковым воздействием, по сравнению с наплавленными без этого воздействия обусловлено более высокой легированностью матрицы и наличием в структуре режущего слоя дисперсных карбидов (Абрамов О.В. Кристаллизация металлов в ультразвуковом поле. М.: Металлургия, 1972. 256 с.; Гаврилова Т.М., Трекин Г.Е., Шевченко О.И., Фарбер В.М. Геометрические параметры и структура наплавленного в ультразвуковом поле слоя. //Известия вузов. Черная металлургия. 2001. № 6. С.39-41; Гаврилова Т.М. Управление посредством термического воздействия и ультразвуковых колебаний структурой, фазовым составом и свойствами наплавленных покрытий из сплавов Н73Х16С3Р3, 10Р6М5. Диссертация на соискание ученой степени кандидата технических наук. Екатеринбург, 2002. - 226 с.).
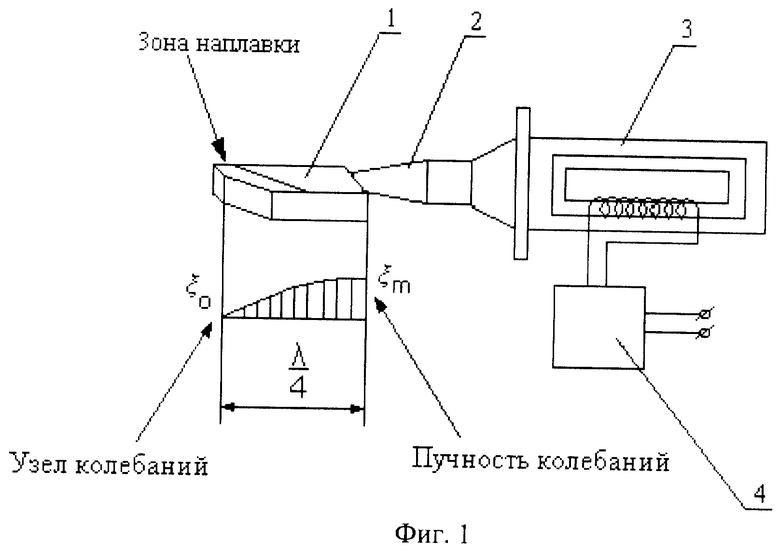
На фиг.3. показано изменение твердости (HRC) и средней стойкости инструмента (Тр) в зависимости от амплитуды ультразвуковых колебаний (ξ).
Результаты испытаний показали, что при одинаковой твердости режущей части инструмента, наплавленного в ультразвуковом поле, и кованых резцов интенсивность износа и стойкость подвергнутых воздействию УЗК при наплавке в 1,8...2 раза выше, чем цельных кованных, подвергнутых стандартной термической обработке.
Достоинствами предлагаемого способа являются:
1. Сокращение объема термической обработки наплавленного в ультразвуковом поле режущего инструмента из быстрорежущей стали, что позволяет снизить себестоимость и повысить экологичность процесса его изготовления.
2. Наплавка режущей части инструмента в ультразвуковом поле обеспечивает формирование дисперсной структуры по всей высоте наплавленного валика.
Коэффициент измельчения дендритов составляет 1,3...1,6. Размеры карбидов, находящихся в междендритном пространстве, снижаются в ≈2 раза и они принимают вид глобулей. Увеличивается количество карбидов, расположенных внутри тела дендритов.
3. При наплавке инструментов с ультразвуковым воздействием трещин и разрушений валика не обнаружено во всем диапазоне исследованных амплитуд УЗК. Это обусловлено формированием под влиянием ультразвука покрытия с более дисперсной структурой, способной релаксировать растягивающие напряжения при усадке в процессе кристаллизации наплавленного слоя.
4. Формирование волнистого профиля линии сплавления наплавленного слоя с подложкой. Характер границы сплавления и наблюдаемое увеличение поверхности сцепления оказывает влияние на служебные свойства режущей части инструмента - увеличивается прочность сцепления наплавленный слой - металл державки (Гаврилова Т.М., Шевченко О.И., Трекин Г.Е., Фарбер В.М. Способ повышения качества наплавленных покрытий. Положительный результат формальной экспертизы по заявке на изобретение. Приоритет № 2001132440/20 (034535) от 29.11.2001).
5. Отсутствие карбидной ликвации в структуре наплавленного слоя, так как при наплавке в ультразвуковом поле усиливается интенсивность кавитационных потоков, обеспечивающих лучшее перемешивание, и, как результат, выравнивание химического состава расплава как в объеме, так и непосредственно перед фронтом кристаллизации.
6. При наплавке с ультразвуком порошком быстрорежущей стали ширина валика на 11% меньше и высота на 25% больше по сравнению с наплавленными без воздействия УЗК (Гаврилова Т.М., Трекин Г.Е., Шевченко О.И., Фарбер В.М. Геометрические параметры и структура, наплавленного в ультразвуковом поле слоя. // Известия вузов. Черная металлургия. 2001. № 6. С.39-41).
Это обеспечивает формирование режущей части инструмента достаточных размеров.
7. Наплавка режущей части резцов с воздействием ультразвуком способствует увеличению средней стойкости режущей части инструмента в 3...3,6 раза по сравнению с инструментом, не подвергнутом ультразвуковому воздействию, и в 1,8...2 раза по сравнению с цельным кованым. Интенсивность износа снижается в 1,3...2,7 раза, скорость износа уменьшается в 2...3 раза по сравнению как с изготовленными без ультразвукового воздействия, так и с цельными кованными.
Таким образом, заявляемый способ полностью выполняет поставленную задачу, а именно улучшить качество наплавляемой режущей части инструмента из быстрорежущей стали, повысить стойкость инструмента, сократить объем его термической обработки, тем самым увеличить срок его службы, снизить себестоимость изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ ПОКРЫТИЯ | 2001 |
|
RU2212988C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2317875C1 |
| Способ наплавления твердого слоя на мягкие металлы | 1936 |
|
SU55528A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНОГО РЕЗЦА | 1994 |
|
RU2078668C1 |
| СПОСОБ УПРОЧНЕНИЯ НАПЛАВЛЕННОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2012 |
|
RU2483120C1 |
| СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ К ДЕРЖАВКЕ РЕЗЦА | 2004 |
|
RU2274517C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНОГО РЕЗЦА | 1995 |
|
RU2101153C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2008 |
|
RU2404884C2 |
| Способ восстановления изделия лазерно-акустической наплавкой и устройство для его осуществления | 2019 |
|
RU2740687C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ПРОЦЕССЕ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1994 |
|
RU2078656C1 |
Изобретение относится к способам изготовления режущих инструментов, в частности к способам получения режущей части инструмента наплавкой в ультразвуковом поле. В наплавляемой детали в процессе наплавки возбуждают ультразвуковые колебания. Процесс наплавки режущей части резца ведут в области узла колебаний стоячей ультразвуковой волны, где эффект воздействия ультразвука наибольший. Способ позволяет улучшить качество наплавленной режущей части инструмента, повысить прочность сцепления наплавляемого слоя и материала державки, увеличить средний период стойкости режущего инструмента, сократить объём термической обработки режущего инструмента из быстрорежущей стали. 3 ил.
Способ изготовления режущих инструментов из быстрорежущей стали с наплавленной в ультразвуковом поле режущей частью, отличающийся тем, что процесс наплавки режущей части проводят в узле колебаний стоячей ультразвуковой волны.
| ЛАКТЕВ В.Г | |||
| Конструкции наплавляемого инструмента | |||
| Сварочное производство, 1992 г., №9, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТРЕЗНОГО РЕЗЦА | 1994 |
|
RU2078668C1 |
| 0 |
|
SU220380A1 | |
| Устройство для наплавки и ультразвуковой обработки расплава | 1973 |
|
SU461812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 0 |
|
SU316541A1 |
| Способ ультразвуковой сварки | 1973 |
|
SU450667A1 |
| US 4550235, 29.10.1985. | |||

