Устройство относится к установкам, предназначенным для диффузионной металлизации изделий с целью придания поверхностным слоям этих изделий особых физико-химических свойств, и может использоваться в общем машиностроении, в инструментальной промышленности и других областях. В частности, установка предназначена для нанесения на изделия диффузионных покрытий в среде легкоплавких жидкометаллических растворов в условиях массового производства при одновременном совмещении процессов нанесения покрытий с термической обработкой материала изделий.
Известен контейнерный способ нанесения диффузионных покрытий в среде жидкометаллических растворов [Шатинский В.Ф., Збожная О.М., Максимович Г.Г. Получение диффузионных покрытий в среде легкоплавких металлов. - Киев: Наукова думка, 1976. - 282 с.], при котором процесс диффузионной металлизации проводится пооперационно с применением нескольких установок. На первом этапе в барокамере в среде инертного газа изделие помещают в ампулу, заливают жидкометаллическим раствором, содержащим элемент, на базе которого формируется покрытие. После этого в той же барокамере ампула помещается в контейнер, который герметизируется с помощью сварки. Процесс диффузионной металлизации осуществляется при нагреве и выдержке заданное время контейнера с ампулой в электропечи открытого типа. После завершения процесса контейнер вскрывается и изделие извлекается из ампулы, его очищают от расплава и подвергают термической обработке. Достоинством этого способа является возможность использования для нанесения покрытий простых электропечей, однако многооперационность, длительность и трудоемкость процесса делают его рентабельным только при проведении экспериментальных исследований и единичном производстве.
Наиболее близким к заявляемому устройству является устройство для нанесения диффузионных покрытий в среде жидкометаллических растворов, разработанное на базе вакуумной электропечи, принятое за прототип [Машины и приборы для создания многокомпонентных диффузионных покрытий на стальных деталях и комплексного исследования коррозионно-механических свойств этих деталей. - Отчет по НИР (заключительный)/ ВНИИЦентр; руководитель М.И.Чаевский. Ответ. Исполнитель А.Г.Соколов. - №ГР79010992; Инв. №Б922733. - Краснодар, 1980. - 152 с.].
Прототип представляет собой вакуумную систему, состоящую из двух камер, верхней и нижней, полости которых связаны через горловину. В нижней камере расположены электронагревательные элементы, термоизолирующие экраны и предметный столик, на который устанавливается ампула с легкоплавким сплавом, являющимся средой, при помещении изделий в которую при заданной температуре происходит формирование диффузионных покрытий. Верхняя камера представляет собой цилиндрическую полость, в которой до начала процесса нанесения покрытий и после него находятся покрываемые изделия, подвешенные на подвижном штоке. Камеры разделены экраном, выполненным в виде подвижных пластинчатых шторок.
Технологический процесс нанесения диффузионных покрытий с применением устройства являющегося прототипом, осуществляется следующим образом.
В нижней камере на предметный столик устанавливается ампула с расплавом. В верхней камере на штоке подвешиваются изделия (загрузка изделий осуществляется через съемную верхнюю крышку). Верхняя и нижняя камеры герметизируются, из них откачивается воздух и при достижении заданного вакуума камеры наполняются аргоном. После создания инертной среды в камерах производится нагрев ампулы и при достижении заданной температуры открывают теплоизолирующие шторки и изделия с помощью подвижного штока окунаются в расплав, находящийся в ампуле. После выдержки изделий в расплаве заданное время изделия перемещением штока вверх извлекаются из расплава и перемещаются в верхнюю камеру. Затем выключается нагрев и после охлаждения производится разгерметизация камер, открывается крышка верхней камеры и изделия извлекаются из рассматриваемого устройства. Для нанесения покрытий на другие изделия процесс полностью повторяется.
Недостатком прототипа является то, что верхняя камера в прототипе служит только лишь для увеличения рабочего пространства печи. Установка-прототип не обеспечивает возможность совмещения процесса нанесения покрытий с термической обработкой материала изделия, а, самое главное, при нанесении покрытий на новые изделия необходимо полное повторение технологического цикла, включающего вакуумирование всей установки, заполнение ее инертным газом, нагрев расплава до температуры процесса. Все вышеперечисленное в конечном итоге приводит к увеличению длительности технологического процесса, т.е. снижению производительности, значительному расходу электроэнергии, инертного газа. Неуправляемость процессом охлаждения изделий в верхней камере после нанесения покрытий не обеспечивает возможность совмещения процесса нанесения покрытий с термической обработкой, которая является неотъемлемым этапом, формирующим окончательные свойства изделия. При этом повторный нагрев изделий для термической обработки снижает качество получаемых покрытий за счет их диффузионного рассасывания, окисления, растрескивания и т.п. Помимо этого, разделение термической обработки и процесса нанесения покрытий требует дополнительных затрат труда, электроэнергии, необходимости наличия соответствующего оборудования для термической обработки.
Технической задачей заявляемого изобретения является увеличение производительности процесса нанесения покрытий, сокращение трудовых и энергетических затрат при одновременном улучшении качества покрытий, совмещение процессов нанесения покрытий и термической обработки материала изделий, создание возможности использования технологии нанесения покрытий из жидкометаллических растворов в крупносерийном и массовом производстве.
Поставленная задача решается тем, что заявляемое устройство содержит две водоохлаждаемые камеры, в нижней камере располагается ампула с металлическим раствором, теплозащитные экраны, нагревательное устройство, в верхней - подвижный шток, на котором закреплены покрываемые изделия, полости камер связаны вертикальным каналом, закрытым снизу подвижным теплозащитным экраном, камеры имеют вакуумную систему и систему наполнения их инертным газом, в отличие от прототипа в вертикальном канале, связывающем камеры, установлен герметичный затвор, в боковой стенке верхней камеры выполнен люк, камеры имеют автономные вакуумные системы и системы наполнения их инертным газом, в верхней камере имеется система циркуляции и охлаждения инертного газа. Система циркуляции и охлаждения инертного газа содержит теплообменник и насос.
Благодаря новой совокупности существенных признаков заявляемого изобретения получаем возможность значительно сократить длительность процесса нанесения покрытий, уменьшить трудовые и энергетические затраты, повысить качество наносимых покрытий, сократить общую длительность технологического процесса за счет совмещения процессов нанесения покрытий и термической обработки и сделать данный процесс нанесения покрытий технологически пригодным при серийном и массовом производствах. Это объясняется тем, что за счет разделения камер герметичным затвором создается возможность проведения загрузки, термообработки и выгрузки изделия без охлаждения жидкометаллического раствора и нарушения инертной среды в камере нагрева, это значительно сокращает длительность процесса, трудовые и энергетические затраты. Для повторения процесса на других изделиях требуется вакуумирование и наполнение инертным газом не всей установки, а только лишь одной малой по объему камеры. Наличие системы циркуляции и охлаждения инертного газа позволяет проводить термическую обработку материалов изделий, используя нагрев, который они получают в процессе нанесения покрытий. Помимо этого, быстрое охлаждение при термической обработке позволяет сократить общую длительность пребывания изделий в установке и повысить качество получаемых покрытий за счет остановки процесса роста кристаллов элемента покрытия в расплаве, оставшемся на поверхности изделий. Наличие люка на боковой поверхности верхней камеры обеспечивает быструю и легкую загрузку и выгрузку изделий из установки, что также сокращает трудоемкость и длительность общего процесса.
На чертеже схематично представлен вариант выполнения заявляемого устройства.
Заявляемое устройство содержит нижнюю 1 и верхнюю 2 водоохлаждаемые камеры. Между камерами находится герметичный затвор 3, позволяющий объединять и разделять полости нижней 1 и верхней 2 камер. В нижней камере 1 расположены нагревательные элементы 4, предметный столик 5, на котором установлена ампула с металлическим раствором 6, теплозащитные экраны 7, подвижный экран 8, вакуумная магистраль 9 с запорным вентилем 10, магистраль подачи инертного газа 11 с запорным вентилем 12. В верхней камере 2 расположены механизм привода 13 затвора 3, подвижный шток 14, на котором закрепляются покрываемые изделия 15. На боковой поверхности камеры 2 имеется загрузочный люк 16. В нижнюю часть камеры 2 вмонтирована вакуумная магистраль 17 с запорным вентилем 18, а в верхнюю - магистраль подачи инертного газа 19 с запорным вентилем 20. Вакуумная магистраль 17 и магистраль подачи инертного газа 19 связаны между собой трубопроводом системы циркуляции инертного газа 21, которая, помимо трубопроводов, содержит теплообменник 22 и насос 23.
Устройство работает следующим образом. Через люк 16 изделия помещаются в камеру 2 и закрепляются на штоке 14. Люк 16 закрывается и производится герметизация камеры 2. Открываются запорные вентили 18 и 10 и через вакуумные магистрали 17 и 9 производится откачка воздуха из камер 1 и 2. После достижения заданного вакуума в камерах 1 и 2 вентили 18 и 10 закрывают и производится заполнение инертным газом камер 1 и 2 через магистрали 11 и 19 путем открывания вентилей 12 и 20. Заполнение инертным газом завершается при достижении заданного давления газа в камерах 1 и 2 путем перекрывания вентилей 12 и 20. На нагреватели 4 подается электрический ток и производится нагрев ампулы 6 с металлическим раствором. После достижения металлическим раствором заданной температуры процесса с помощью механизма 13 открывается затвор 3, отодвигается экран 8, что обеспечивает объединение полостей камер 1 и 2. Через образовавшийся проход за счет перемещения штока 14 вниз изделия 15 погружаются в ампулу 6 с расплавленным металлическим раствором. С целью ограничения нагрева камеры 2 экран 8 закрывается и производится выдержка изделий в металлическом растворе заданное время. По истечении времени выдержки экран 8 отодвигают и изделия с помощью штока 14 перемещаются в камеру 2. Механизмом 13 закрывается затвор 3, за счет чего полости камер 1 и 2 изолируются друг от друга, и включается насос 23. Насос 23 вызывает циркуляцию инертного газа, находящегося в камере 2, через теплообменник 22. При этом нагретый от изделий инертный газ через магистраль 19 поступает в теплообменник 22, охлаждается и через магистраль 17 вновь поступает в полость камеры 2. После охлаждения изделий до заданной температуры отключается насос 23, открывается люк 16 и изделия извлекаются из камеры 2. При этом в камере 1 остается инертная среда и поддерживается заданная температура процесса. Далее производится загрузка через люк 16 в камеру 2 следующей партии изделий, люк 16 закрывается, через вакуумную магистраль 17 после открытия вентиля 18 из камеры 2 откачивается воздух до заданного вакуума. После этого вентиль 18 закрывается, открывается вентиль 20 и через магистраль 19 полость камеры 2 наполняется инертным газом и цикл нанесения покрытий повторяется.
Таким образом, за счет наличия герметичного затвора, обеспечивающего возможность разделения полостей 1 и 2 камер, а также автономных вакуумных и наполнительных магистралей обеспечивается значительное сокращение длительности технологического процесса, так как не тратится время на нагрев и охлаждение ампулы с металлическим раствором при несении покрытий на разные партии изделий. Это также экономит электроэнергию, уменьшает расход инертного газа. Наличие системы циркуляции и охлаждения инертного газа в камере 2 обеспечивает возможность проведения термической обработки материала изделий, а более интенсивное охлаждение изделий сокращает общую длительность технологического процесса. Интенсивное охлаждение покрытых изделий обеспечивает также и повышение качества покрытий за счет торможения процесса выпадения кристаллов материала покрытия из расплава, остающегося на поверхности изделий. Покрытия формируются ровными по толщине и гладкими. Боковой загрузочный люк снижает трудоемкость и длительность операций загрузки и выгрузки изделий.
Все вышеперечисленные отличительные особенности конструкции устройства дают возможность использовать технологию нанесения покрытий из жидкометаллических растворов в серийном, крупносерийном и массовом производствах, что не обеспечивают существующие в настоящее время аналоги.
Заключая, можно отметить, что введением новой совокупности существенных признаков решается поставленная техническая задача, вытекающая из современного уровня техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2012 |
|
RU2521187C2 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2009 |
|
RU2423546C1 |
| Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов | 2021 |
|
RU2767108C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИФФУЗИОННЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2553155C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТАЛЬНОЕ ИЗДЕЛИЕ В ЛЕГКОПЛАВКОМ МЕТАЛЛИЧЕСКОМ РАСТВОРЕ | 2022 |
|
RU2792992C1 |
| Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов | 2019 |
|
RU2692142C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В СРЕДЕ ЛЕГКОПЛАВКИХ МАТЕРИАЛОВ | 2019 |
|
RU2711701C1 |
| Устройство для диффузионной металлизации изделий в легкоплавком жидкометаллическом растворе | 2022 |
|
RU2789323C1 |
| Устройство для нанесения диффузионных покрытий | 1987 |
|
SU1560615A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ФОРМИРОВАНИЯ НА ПОВЕРХНОСТИ ПОЛЫХ ДЕТАЛЕЙ НАНОПОКРЫТИЙ И ИССЛЕДОВАНИЯ ИХ МЕХАНИЧЕСКИХ СВОЙСТВ | 2009 |
|
RU2430191C2 |
Изобретение относится к установкам, предназначенным для диффузионной металлизации изделий с целью придания поверхностным слоям этих изделий особых физико-химических свойств, и может использоваться в машиностроении, в инструментальной промышленности и других областях. Устройство содержит нижнюю (1) и верхнюю (2) камеры. В нижней камере (1) расположена ампула (6) с металлическим раствором и нагревательное устройство (4). В верхней камере (2) расположен подвижный шток (14), на котором закреплены покрываемые изделия (15). Камеры (1) и (2) разделены подвижными экранами (8). Камеры (1) и (2) разделены герметичным затвором (3). В боковой стенке верхней камеры (2) выполнен люк (16). Камеры имеют автономные вакуумные системы и системы наполнения их инертным газом. В верхней камере (2) имеется система циркуляции (21) и охлаждения инертного газа, содержащая теплообменник (22) и насос (23). Технический результат заключается в значительном сокращении длительности процесса нанесения покрытий, уменьшении трудовых и энергетических затрат, повышении качества наносимых покрытий, сокращении общей длительности технологического процесса за счет совмещения процессов нанесения покрытий и термической обработки. Технологический процесс нанесения покрытий, реализуемый на данном устройстве, технологически пригоден при серийном и массовом производствах. 1 ил.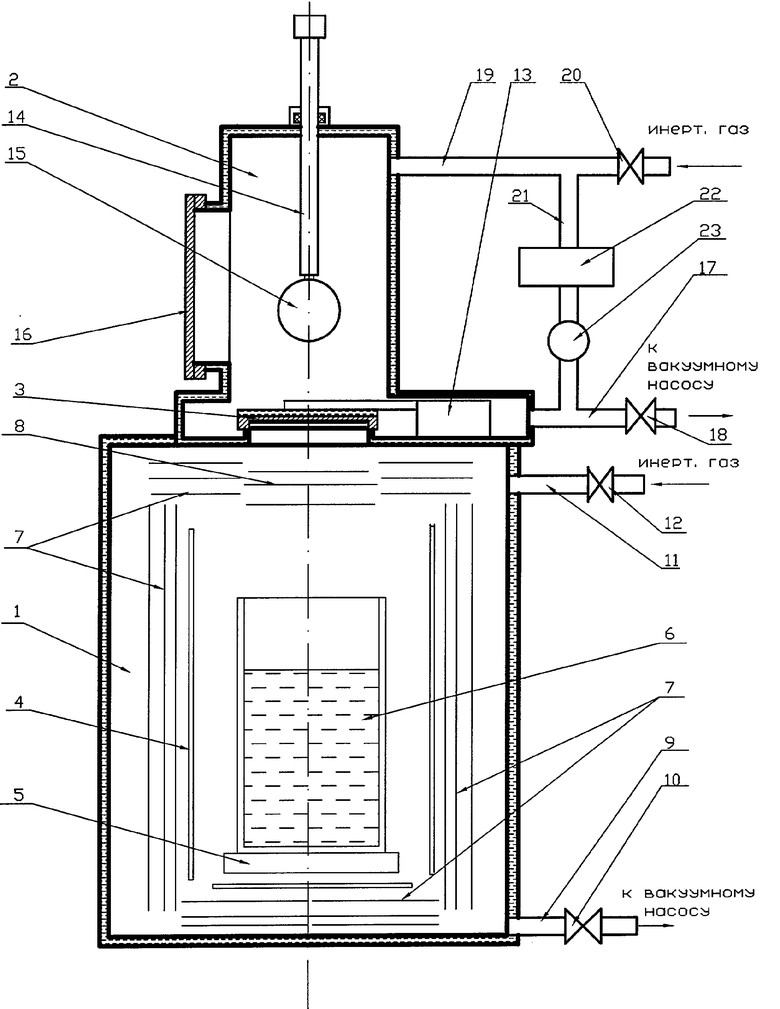
Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов, содержащее верхнюю и нижнюю водоохлаждаемые камеры, ампулу с металлическим раствором, расположенную в нижней камере, загрузочное устройство и подвижный шток для закрепления покрываемых изделий, расположенные в верхней камере, нагревательное устройство, теплозащитные экраны, вакуумную систему и систему наполнения камер инертным газом, при этом полости камер связаны вертикальным каналом, закрывающимся снизу подвижным теплозащитным экраном, отличающееся тем, что в вертикальном канале, связывающем камеры, установлен герметичный затвор, а загрузочное устройство выполнено в боковой стенке верхней камеры, вакуумные системы и системы наполнения камер инертным газом выполнены автономными для каждой камеры, при этом верхняя камера содержит систему циркуляции и охлаждения инертного газа, состоящую из теплообменника и насоса.
| Машины и приборы для создания многокомпонентных диффузионных покрытий на стальных деталях и комплексного исследования коррозионно-механических свойств этих деталей | |||
| Отчет по НИР | |||
| НИИЦентр, руководитель М.И.Чаевский, ответ.исполнитель А.Г.Соколов, № ГР 79010992, инв | |||
| Цифровой функциональный преобразователь | 1979 |
|
SU922733A2 |
| Краснодар, 1980, с.152 | |||
| Установка для нанесения защитного покрытия из расплава | 1984 |
|
SU1217922A1 |
| DE 19532911 A, 13.03.1997 | |||
| WO 8404705 A, 06.12.1984 | |||
| DE 3001726, 06.08.1981. | |||

